
Plasma- und Laserschneiden sind Grundprozesse der flexiblen Metallfabrikation. Sie produzieren jedoch extrem feine Partikel, die eine Vielzahl von Risiken für Maschinen und Mitarbeiter darstellen können.
Beim thermischen Schneiden entstehen Partikel, die gefiltert werden müssen. Material, das während des Schneidens entfernt wird, erzeugt Schlacke, Rauch und feine, thermisch erzeugte Partikel. Schlacke fällt typischerweise auf die Unterseite des Tischbodens, während Rauch und feine Teilchen über das Werkstück steigen, wenn nicht ein angemessener Abwärtsluftstrom, der durch das Entstaubungssystem erzeugt wird, den thermischen Anstieg überwindet. Partikel können im Bereich von Submikron bis zu Dutzenden Mikrometern groß sein, und ihre Steuerung erfordert ein richtig ausgewähltes und installiertes Filtersystem.
Die Konstruktion von Entstaubungssystemen hängt von der Schneidumgebung und den Prozessparametern ab. Ein großer Plasmatisch hat andere Luftströmungsanforderungen als ein kleiner Lasertisch. Das Plasmaschneiden erzeugt andere Partikelgrößenbereiche als das Laserschneiden. Selbst verwandte Funktionen, wie automatisierte Materialladesysteme, beeinflussen die Systemkonstruktionen aufgrund der erhöhten Schneidzeit. Diese berücksichtigen ebenso die Konstruktionsanforderungen wie Materialart und -dicke, Schnittfugenbreiten und Teileverschachtelung.
Im Wesentlichen sollte ein durchdachtes Entstaubungssystem den gesamten Schneidarbeitsbereich in ein effektives Rauchabscheidungssystem verwandeln.
Design für Sicherheit
Die richtige Entstaubung ist aus ökologischen und betrieblichen Gründen unerlässlich. In den letzten Jahren hat OSHA die zulässigen Expositionsgrenzwerte für viele Stäube, einschließlich Mangan sowie sechswertigem Chrom, beim Schneiden von chromreichen Metallen wie Edelstahl deutlich gesenkt. Die EPA konzentriert sich weiterhin nicht nur auf die Reduktion von Partikeln von 2,5 Mikron und kleiner, sondern auch auf andere Metallverbindungen wie Cadmium, Chrom, Blei, Mangan und Nickel, die alle in einer Vielzahl von Metallfabrikations- und Endbearbeitungsprozessen entstehen.
Luft, die bei der Steuerung von Dämpfen und Verunreinigungen aus thermischen Schneidanwendungen verwendet wird, kann heiße Funken enthalten. Wenn Funken nicht beseitigt werden, können sie im gesamten Entstaubungssystem zu einem potenziellem Brandherd führen. Die Kontrolle von Zündquellen ist daher entscheidend, um Schäden und Störungen durch Feuer zu vermeiden. Auch wenn gefilterte Luft in den Produktionsbereich zurückgeführt wird, können Sekundärfilter die Betriebsleistung von Primärfiltern bestätigen und sicherstellen, dass die zurückgeführte Luft sauber und sicher ist.
Geschäfte müssen auch die Risiken berücksichtigen, die sich ergeben, wenn Partikel von verschiedenen Materialien erfasst werden, die inkompatibel sind. Dies könnte beispielsweise Partikel aus unterschiedlichen Metallen umfassen, wobei die Metalle und Metalloxide das Potenzial für eine Thermitreaktion darstellen können. Verbrennungsrisiken wirken sich auf Layouts und Designentscheidungen im Hinblick auf das Filtersystem aus. Die National Fire Protection Association (NFPA) veröffentlicht eine Reihe von Normen, um die vielen Risiken zu mindern, die mit brennbaren Metallstäuben verbunden sind.
Die Haube
Effektive Staubsammlung beginnt mit Hauben, die Partikel effizient aufnehmen und kontrollieren. Die Systemleistung ist auf das beschränkt, was die Haube leisten kann. Der Kauf der teuersten Entstaubungsanlage und die Installation von Hochleistungsfiltern werden den Gesamtwirkungsgrad nicht über 50 Prozent erhöhen, wenn die Haube nur die Hälfte des Staubs und Rauchs fängt.
Beim thermischen Schneiden ist der Schneidtisch die Fanghaube. Die Haube muss kontinuierlich konstante Luftmengen ziehen, um Verunreinigungen aufzufangen. Wenn dies nicht der Fall ist, entweichen Staub und Rauch.
Oberflächenfiltration im Vergleich zu Tiefenbelastung
Der Faserbereich, nicht der Filterbereich, ist der Schlüssel für eine effektive Filtration. Bei der Konstruktion eines Filters sollten daher viele kleine Fasern verwendet werden, um die verfügbare Faseroberfläche um ein Vielfaches zu vergrößern.
Grundlegende traditionelle Filtermedien mit einer Schicht aus Nanofasern bieten die beste Filtrationsleistung beim Einfangen von feinen Partikeln beim thermischen Schneiden. Diese Schicht aus feinen Fasern erhöht die Effizienz des Filtermediums bei der Arbeit mit thermisch erzeugten Partikeln erheblich. Die feinen Fasern verhindern außerdem, dass sich feine Partikel tief in den Filterfasern festsetzen, so dass sich die Fasern an der Oberfläche des Mediums ansammeln (siehe Abbildung 1). Dies schafft einen extrem effektiven Filter für die Oberflächenfiltration.
 Abbildung 1 zeigt das Nanofasermedium eines Filters, mit dem das Substrat beschichtet ist. Dies verhindert, dass Partikel in die Tiefen des Filters gelangen, und macht die Impulsreinigung zu einer effektiven Methode, um die Filterlebensdauer zu verlängern.
Abbildung 1 zeigt das Nanofasermedium eines Filters, mit dem das Substrat beschichtet ist. Dies verhindert, dass Partikel in die Tiefen des Filters gelangen, und macht die Impulsreinigung zu einer effektiven Methode, um die Filterlebensdauer zu verlängern.
Die Oberflächenfiltration zeigt ihre Vorteile bei der Impulsreinigung des Filters. Die meisten impulsgereinigten Entstaubungsanlagen besitzen einen Druckluftverteiler und eine Membranventilanordnung. Wenn ein Vorsteuermagnetventil erregt wird, lässt das Membranventil die Druckluft als einen „Impuls“ aus dem Verteiler austreten, wodurch die Partikel von der Filteroberfläche verdrängt werden. Eine effektive Impulsreinigung treibt den Staub von den Filtermedien in einen Sammelbehälter.
Filter für die Oberflächenfiltration stoppen die Partikel an der Oberfläche des Mediums, wo sie leicht abgeschüttelt werden, wodurch die Filterlebensdauer verlängert und der Energieverbrauch gesenkt wird (siehe Abbildung 2). Wenn Partikel nicht auf der Oberfläche gestoppt werden, erfahren die Filter eine Tiefenbelastung, wodurch Dämpfe in die Tiefe des Mediums gelangen. Es ist sehr schwierig, wenn nicht unmöglich für die Impulsreinigung, diese tiefenbelasteten Teilchen abzureinigen. Dies wiederum verkürzt die Filterlebensdauer und erhöht den Energieverbrauch.
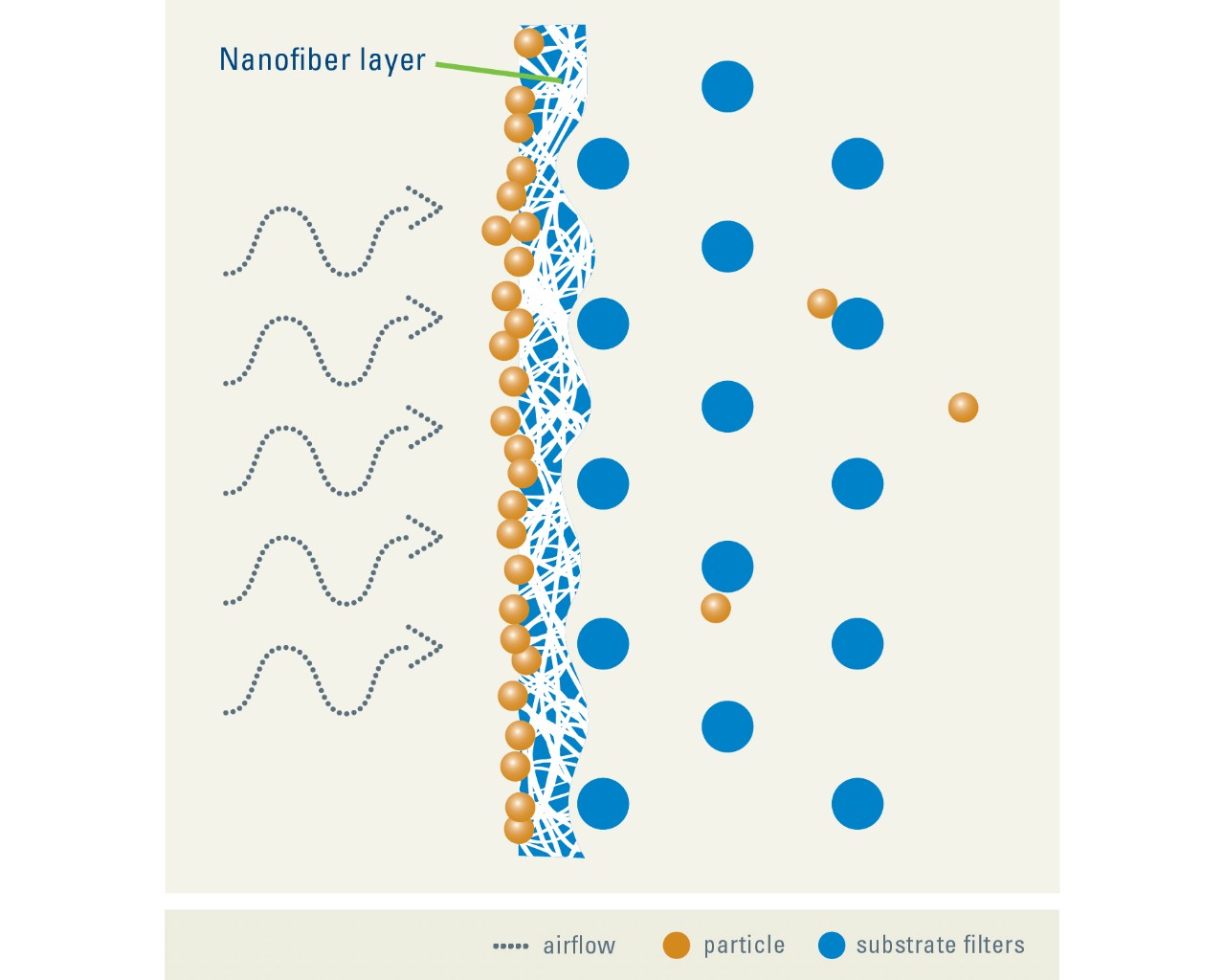 Abbildung 2: Oberflächenfiltrationsmedien ermöglichen eine effektivere Filterreinigung.
Abbildung 2: Oberflächenfiltrationsmedien ermöglichen eine effektivere Filterreinigung.

Staubbelastung
Die Staubmenge, die durch eine Anwendung erzeugt wird, oder ihre Staubbelastung beeinflusst die Größe der benötigten Entstaubungsanlage, da eine höhere Staubbelastung die Arbeitsbelastung einer Entstaubungsanlage erhöht. Laserschneiden kann über einen gegebenen Zeitraum weniger Staub erzeugen als Plasmaschneiden. Obwohl die Luftströmung, die benötigt wird, um den Rauch aus einem Laserschneide- und Plasmaprozess zu erfassen, identisch sein kann, können sich die Entstaubungsanlagengrößen aufgrund der unterschiedlichen Staubbelastungen unterscheiden.
Die geringere Staubbelastung beim Laserschneiden könnte auf eine geringere Arbeitsbelastung der Entstaubungsanlage hindeuten, aber auch die Partikelgröße spielt eine Rolle. Kleinere Staubpartikel auf dem Filter neigen dazu, zusammenzubacken, wobei kleinere Hohlräume zwischen den Partikeln vorhanden sind, was wiederum den erforderlichen Druck erhöht, um Luft durch die Staubschicht zu ziehen. Wenn dies nicht berücksichtigt wird, kann eine Entstaubungsanlage mehr Energie verbrauchen und eine häufigere Reinigung erfordern.
Wärmebelastung
Alle Entstaubungssysteme haben Temperaturgrenzen und jede erhöhte Wärmebelastung kann eine andere Konstruktion erfordern. Unter bestimmten Umständen muss möglicherweise kühle Luft in das System geleitet werden, um die Gesamtlufttemperatur innerhalb der Betriebsgrenzen der Entstaubungsanlage zu halten.
Wärmebelastung und Haubendesign unterscheiden sich auch zwischen den Prozessen. Oxyfuel-Schneiden erzeugt zum Beispiel relativ geringe Staubbelastungen, aber beträchtliche Wärme. Diese zusätzliche Wärmebelastung muss berücksichtigt werden, wenn die Materialien für die Konstruktion der Entstaubungsanlage gewählt werden, insbesondere die Filter. Plasmaschneiden und Laserschneiden erzeugen im Allgemeinen eine geringere Wärmebelastung, aber höhere Staubbelastungen.
Die Tischkonstruktion kann ebenfalls die Wärmebelastung beeinflussen. Zum Beispiel können strukturelle Schneidlinien einen Plasmabrenner verwenden, um Strahlen oder Platten zu schneiden, wobei Funken und geschmolzenes Metall durch einen schmalen Schlitz unterhalb der Schneidzone entweichen. Dies erzeugt höhere Wärmelasten als herkömmliche Absaugschneidtische mit Freifläche.
Automatisierungsfaktoren
Die Automatisierung ändert auch die Überlegungen zur Anlagenauslegung. Beim manuellen Schneiden nehmen die Bediener Teile von einem Tisch ab und legen dann neue Metalltafeln ein. Während dieser Stillstandszeit kann eine Entstaubungsanlage unter Hochlastbedingungen bei der Pulsreinigung „aufholen“.
Die automatisierte Materialhandhabung schaltet fertige Bleche innerhalb von Minuten aus, sodass gleichzeitig geschnitten und entfernt werden kann. Dieses Merkmal erhöht die Produktivität des Geschäfts, aber es erschwert die Sammlung von Staub, weil die Entstaubungsanlage einer längeren Schneidzeit ausgesetzt ist und weniger Zeit hat, „Atem zu holen“. Eine solche Automatisierung führt häufig zu höheren Staub- und Rauchbelastungen, und eine Entstaubungsanlage sollte so dimensioniert sein, dass sie diese Lasten aufnehmen kann.
Stabilisierungsdruck
Um effektiv Rauch und Staub aus einem Schneidprozess aufzunehmen, saugt ein Lüfter Luft an dem Werkstück vorbei nach unten durch den Schneidetisch, um ein Luftströmungsmuster zu erzeugen (siehe Abbildung 3). Der Lüfter liefert die Energie, um Turbulenzen und Reibungsverluste zu überwinden, wenn sich Luft aus der Schneidzone durch die Kanäle, die Entstaubungsanlage, die Filtermedien und durch den Staubkuchen bewegt.
Ein ordnungsgemäß konzipiertes Entstaubungssystem sollte die erforderliche Luftmenge (Kubikfuß pro Minute oder CFM) konstant ziehen. Zu viel Luft verkürzt die Filterlebensdauer, und zu wenig Luft reduziert die Abscheideleistung des Systems. Die Energie, die benötigt wird, um den Widerstand im System oder den statischen Druck zu überwinden, ändert sich mit der Zeit, wenn die Filter verschmutzt werden.
Statische Druckwerte werden oft in Zoll Wassersäule ausgedrückt, die bloße Bruchteile eines Pfunds pro Quadratzoll sind – etwa 27,7 Zoll Wasser entspricht etwa einem PSI. Ein neuer, sauberer Filter beginnt mit einem sehr geringen Luftströmungswiderstand, oft weniger als 1 Zoll, aber im Laufe der Zeit erhöht die Staubansammlung auf den Filtern den Widerstand auf mehrere Zoll. Die Filter sollten ersetzt werden, wenn der Widerstand einen bestimmten Punkt überschreitet. In vielen Fällen kann dies fünf oder sechs Zoll sein, aber in einigen Fällen werden Filter erst dann als verstopft betrachtet, wenn ihr Widerstand deutlich höhere Niveaus erreicht.
Um die Lebensdauer der Filtermedien zu verlängern, verwendet eine moderne Entstaubungsanlage Impulsreinigungsfilter. Durch diese periodische Überholung können diese Systeme ohne ständige Filterwechsel kontinuierlich betrieben werden.
Luftvolumen und Systemdesign
Unter normalen Betriebsbedingungen erreicht eine Entstaubungsanlage einen stabilen „beladenen“ Zustand, in dem die Filter aufgrund eines „Filterkuchens“, der sich auf der Medienoberfläche bildet, einen relativ gleichmäßigen Widerstand aufweisen, der um einige Zoll höher ist als im Neuzustand. Mit der Zeit werden ein gewisser Grad an Tiefenbelastung und andere Einflüsse das Medium allmählich verstopfen, was den Widerstand langsam erhöht. Schließlich wird es sich als kosteneffektiver erweisen, die Filter zu ersetzen, als einen fortgesetzten Betrieb bei höheren Lüfterenergien zu versuchen.
Um eine effektive Leistung während der gesamten effektiven Lebensdauer der Filter zu gewährleisten, sind die Lüfter im Allgemeinen so dimensioniert, dass sie das gewünschte Luftvolumen bei dem „verstopften“ Druckverlust der Filter liefern, d. h. die höchste oder „terminale“ Druckverlustbedingung.
Um eine optimale Betriebsdauer der Filter zu gewährleisten, muss eine Entstaubungsanlage eine kontrollierte Luftmenge haben, um zu vermeiden, dass überschüssige Luft durch das System gezogen wird. Entstaubungssysteme besitzen daher oft eine Klappe an dem Lüfter, um sich auf Widerstandsänderungen in den Filtern einzustellen, wenn diese verstopft werden. Das teilweise Schließen der Klappe stellt sicher, dass der Lüfter nur die gewünschte Luftmenge zieht, wenn die Filter einen relativ geringen Widerstand haben. Klappen sind jedoch nicht die einzige Möglichkeit, den Luftstrom zu regeln. Motoren mit einstellbarer Drehzahl ermöglichen es, die Drehzahl des Lüfters und somit die Leistung so einzustellen, dass nicht nur der Luftstrom gesteuert wird, sondern auch Energie eingespart werden kann.
Je größer die Luftmenge ist, die erforderlich ist, um Staub und Rauch beim Schneiden zu kontrollieren, desto größer ist das Entstaubungssystem. Infolgedessen werden viele große Schneidesysteme unterteilt oder in Zonen eingeteilt.Dieser Ansatz erfordert eine Luftströmung nur im Raum unter dem Schneidbett, was zu einem kleineren Luftvolumen führt. Somit wird auch das Entstaubungssystem kleiner.
In anderen Situationen kann das geschnittene Material vorhandene Öffnungen aufweisen, die es notwendig machen, zusätzliche Luft zu ziehen, und Entstaubungsanlagen sollten unter Berücksichtigung dieser zusätzlichen Kapazitätsanforderung ausgelegt werden. Die Erhöhung der Entstaubungsanlagenkapazität in diesem Fall stellt sicher, dass das System die notwendige Abwindgeschwindigkeit über alle Öffnungen für eine effektive Staubentleerung beibehält.
Schließlich sollte ein Entstaubungsanlagenlüfter einen ausreichenden Luftstrom durch den Schneidtisch erzeugen, um die Abwindgeschwindigkeiten zu erzeugen, die benötigt werden, um aufsteigenden Rauch zu erfassen. Die Luftgeschwindigkeit muss typischerweise 150 bis 250 CFM erreichen, um den Rauch effektiv zu kontrollieren, aber diese Anforderung kann in Abhängigkeit von dem Tischdesign, der Größe und dem Schneidprozess zunehmen.
Systemleistung
Viele Variablen beeinflussen die Leistung von Staubkontrollsystemen während des thermischen Schneidens, und ein durchdachtes System einschließlich der Kanäle, des Lüfters und des Filtermediums sollte alle Variablen und Elemente berücksichtigen. Wenn das System gut konstruiert ist, sollte es eine gleichbleibende Luftströmungsgeschwindigkeit nach unten beibehalten, um Staub wirksam über einen Bereich von Filter- und Betriebsschneidbedingungen zu evakuieren.
Das Endergebnis:
Für die Entwicklung und Integration eines effektiven Entstaubungssystems für das thermische Schneiden gibt es keine Universalmethode.Durch die Berücksichtigung aller genannten Faktoren trägt dazu bei, dass ein Betrieb sein Entstaubungssystem optimal nutzen kann.
Dieser Artikel erschien erstmals in The Fabricator, April 2012.
