
Thermal cutting applications, such as plasma and laser cutting, generate considerable levels of fume and particulate that may present a health risk to operators and be detrimental to cutting machinery.
Frequently, integrated dust collectors in cutting systems help reduce worker exposure to fume and help protect expensive machinery. When selecting and designing a dust collector, consideration of thermally generated dusts should include the filtration challenges for collectors due to particle size, loading, and combustible dust risks.
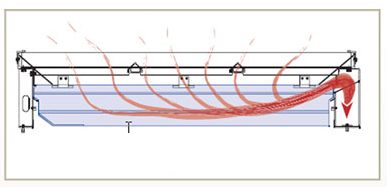 Illustration of Smoke Exiting Dry Table Through Duct Side, courtesy of Messer Cutting Systems (Menomonee Falls, WI)
Illustration of Smoke Exiting Dry Table Through Duct Side, courtesy of Messer Cutting Systems (Menomonee Falls, WI)
The Benefits of Surface-Loading Filter Media
The fine particulate generated by thermal cutting applications requires high efficiency cartridge collectors to perform well. Surface-loading, fine fiber media and downward airflow patterns increase collector performance dramatically. Fine fiber aid in the removal of the very fine particulate from the airstream through several filtering phenomena including, interception, diffusion and impaction. The fine fiber increase the overall efficiency of the filter media, and they force the particulate to accumulate at the surface of the media where pulse cleaning can be effective. The downward airflow pattern is also critical for stabilizing differential pressure on thermal cutting applications. As the cleaning system pulses, the downward airflow assists with evacuating fine particulate and fume from the surface of the filter. Cartridge filter media without fine fiber often allow particulate to embed within the media fibers, resulting in a reduced airflow to the cutting table and shorter filter life.
 Ultra-Web® Media Technology
Ultra-Web® Media Technology
Determining The Dust Collector Size
The size of a dust collector is dependent on required airflow to contain the fume and particulate. Generally speaking, the wider the cutting table, the greater the airflow required to contain the dust and, consequently, the larger the dust collector required. Other variables also influence airflow, including the size of the table, the fraction of the table covered by the work piece, and the number of open zones within a table during the cutting process. Downdraft tables are often partitioned (or zoned) to reduce the total airflow required to capture dust effectively, thus reducing the size of the collector. The collector size is then tailored based on factors including the number of cutting heads, the cutting technology (laser, plasma, oxy-fuel, etc.), the material being cut, and the cutting speed and torch on-time. For larger work pieces, multiple cutting machines may be integrated within a single downdraft table.
The airflow through the cutting table must be sufficient to generate a downdraft velocity at the surface of the table to overcome rising fume. The downdraft velocity is the minimum velocity of air required to prevent fume and particulate from escaping the cutting table and for thermal cutting applications is typically 150-250 ft/min, but can vary with table design and size.
The Need for Hazard Analysis
As with any process, customers should perform a hazard analysis before selecting a dust collection strategy. Sparks are typically present in any thermal cutting process, and collected dusts may be combustible - presenting explosion and/or fire risks. Ignition source mitigation strategies should be a consideration for any dry dust collector strategy. In addition, consideration of risks from capturing particulate from different metals should be included. The National Fire Protection Association (NFPA) publishes a number of standards to help mitigate risks associated with combustible metal dusts.
In recent years, the Occupational Safety and Health Administration (OSHA) significantly reduced the permissible exposure limits (PEL) of many dusts such as hexavalent chromium. This can be an issue for applications that cut metals with chromium such as stainless steel, which is significantly higher than other common metals such as carbon steel or aluminum. A monitoring filter may be required in facilities that re-circulate air to reduce emissions from a cutting process.
Bring in the Experts
Considering the filtration challenges posed by thermal cutting applications, manufacturers should consult filtration experts for dust collection solutions that meet the requirements of the agency having jurisdiction (AHJ), protect cutting machinery, and minimize worker exposure to the harmful fumes and particulate these applications generate.
References
American Conference of Governmental Industrial Hygienists, Industrial Ventilation - A Manual of Recommended Practice, 27th Edition
National Fire Protection Association No. 68, Standard on Explosion Protection by Deflagration Venting
National Fire Protection Association No. 69, Standard on Explosion Prevention Systems
National Fire Protection Association No. 70, National Electrical Code®
National Fire Protection Association No. 484, Standard for Combustible Metals
Occupational Safety and Health Administration, 1910 Subpart Z, Toxic and Hazardous Substances
