
Fine fiber technology is the manipulation of matter at near-atomic levels, where unique phenomena enable novel applications.¹ One example of fine fiber technology is the use of fine fibers as a performance layer for industrial air filtration applications. To produce a fine fiber layer, an electro-spinning process creates a very fine, continuous, resilient fiber of 0.2 – 0.3 micron in diameter that is then applied to a filtration media substrate material. The fine fibers form a permanent web with very fine interstitial spaces on the surface of the substrate. The web collects dust, dirt and contaminants on the surface of the filter; this offers many benefits over conventional filters built with cellulose, cellulose/synthetic, spunbond, or meltblown commodity filtration media.
Although the cost to purchase premium fine fiber performance layer filters for a dust collector can be higher than commodity media filters, a strong argument can be made that the fine fiber layer filters are well-worth the higher buying price. Following are the top 5 reasons a premium fine fiber performance layer filter is worth it:
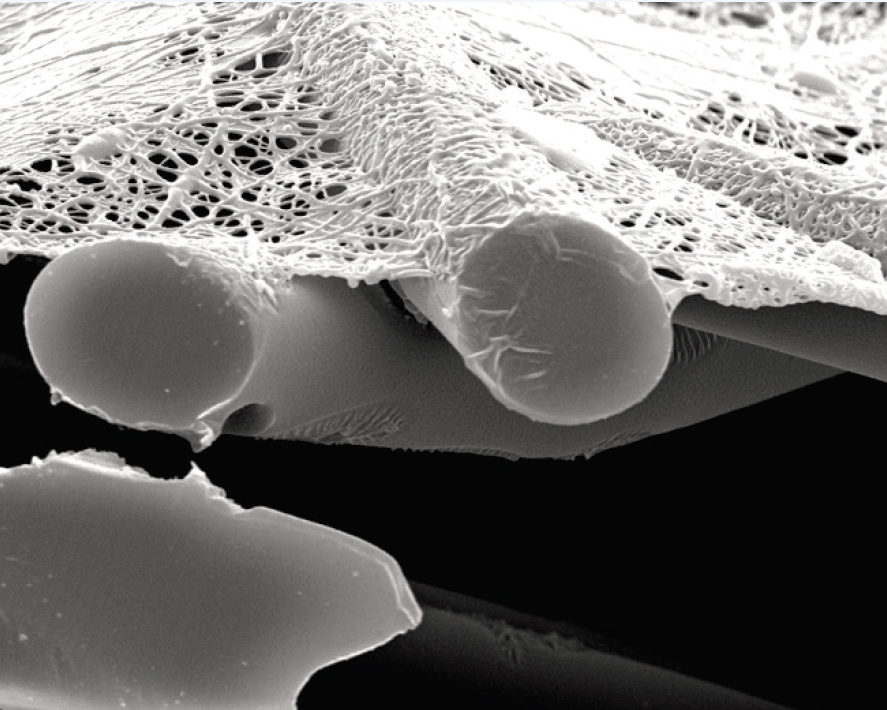
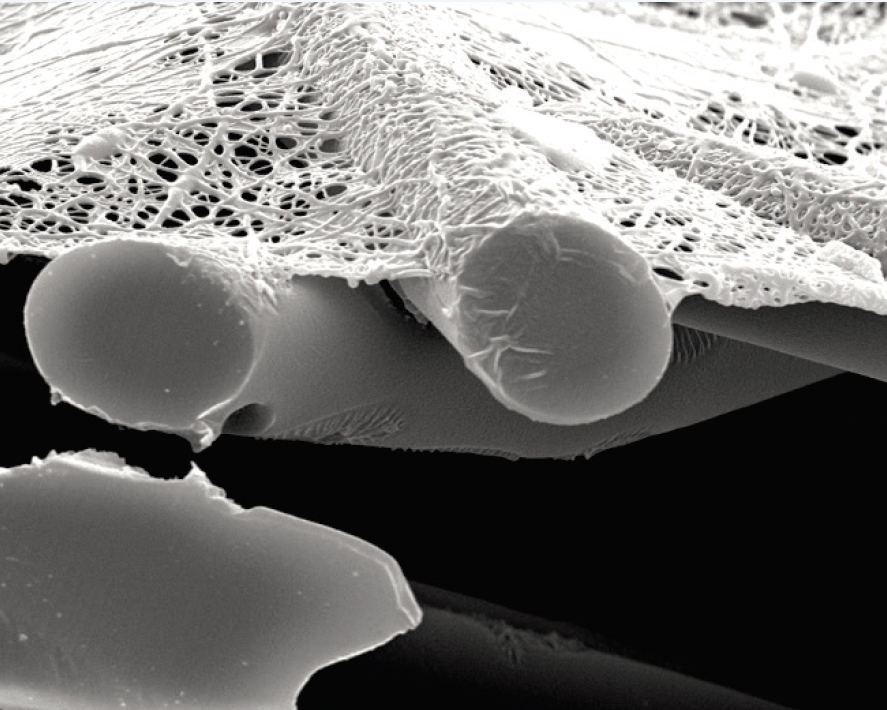
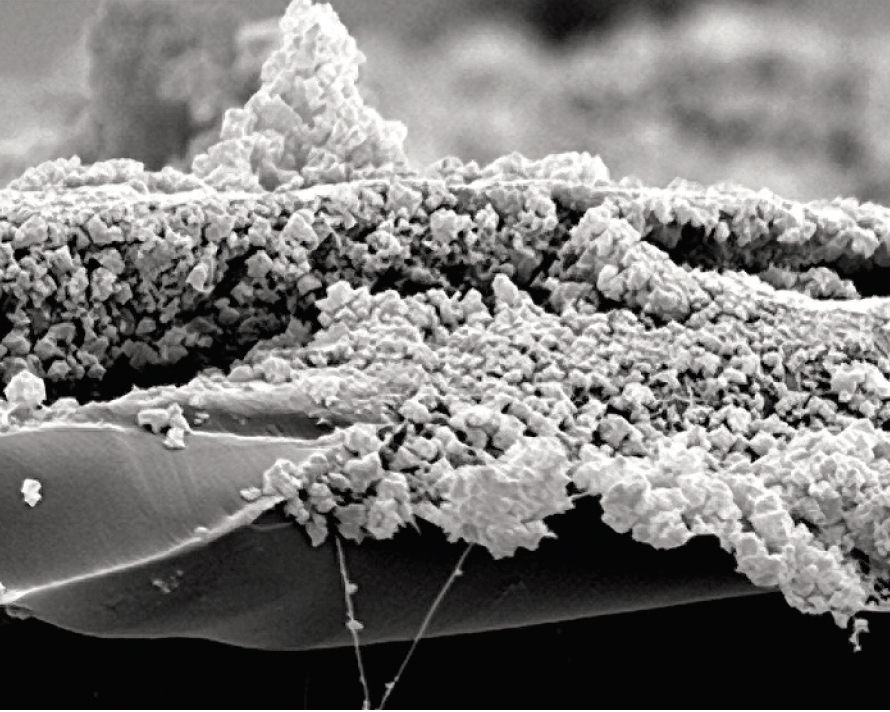
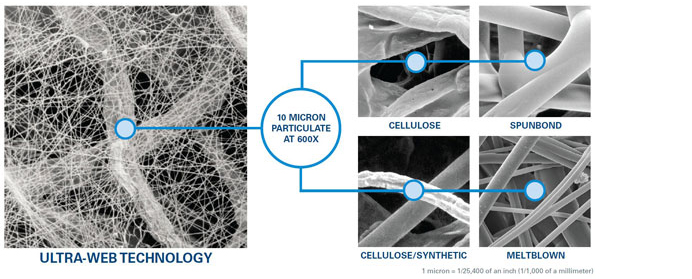 Figure 1 – Magnification of fine fiber layer filtration media compared to cellulose, spunbond, cellulose/synthetic, and meltblown fibers
Figure 1 – Magnification of fine fiber layer filtration media compared to cellulose, spunbond, cellulose/synthetic, and meltblown fibers
1. Higher initial and ongoing efficiency.
A primary function of a dust collector is to control and minimize emissions generated by a manufacturing process. Clean, new filters typically have lower efficiencies (and, therefore, higher emissions) compared to filters with a build-up of dust on them. When clean, a fine fiber layer on the surface of the filtration media captures dust particles better than clean filters without a fine fiber layer, see Figure 1. This performance is made possible through several filtering mechanisms including interception, diffusion and impaction, see Figure 2.
But initial efficiency is only a small part of the whole story. Most industrial dust collectors utilize some method of filter cleaning to manage the build-up of dust on the filter surface over the life of the filter. Each time a filter is cleaned (typically by a reverse-pulse of compressed air), the dust deposited on the filter media is disrupted and an emission-producing event can occur. With a fine fiber performance layer filter, the collected dust accumulates on the surface of the filtration media rather than within the media and is cleaned off with fewer pulses. Fewer pulses results in fewer potential emission-producing events.
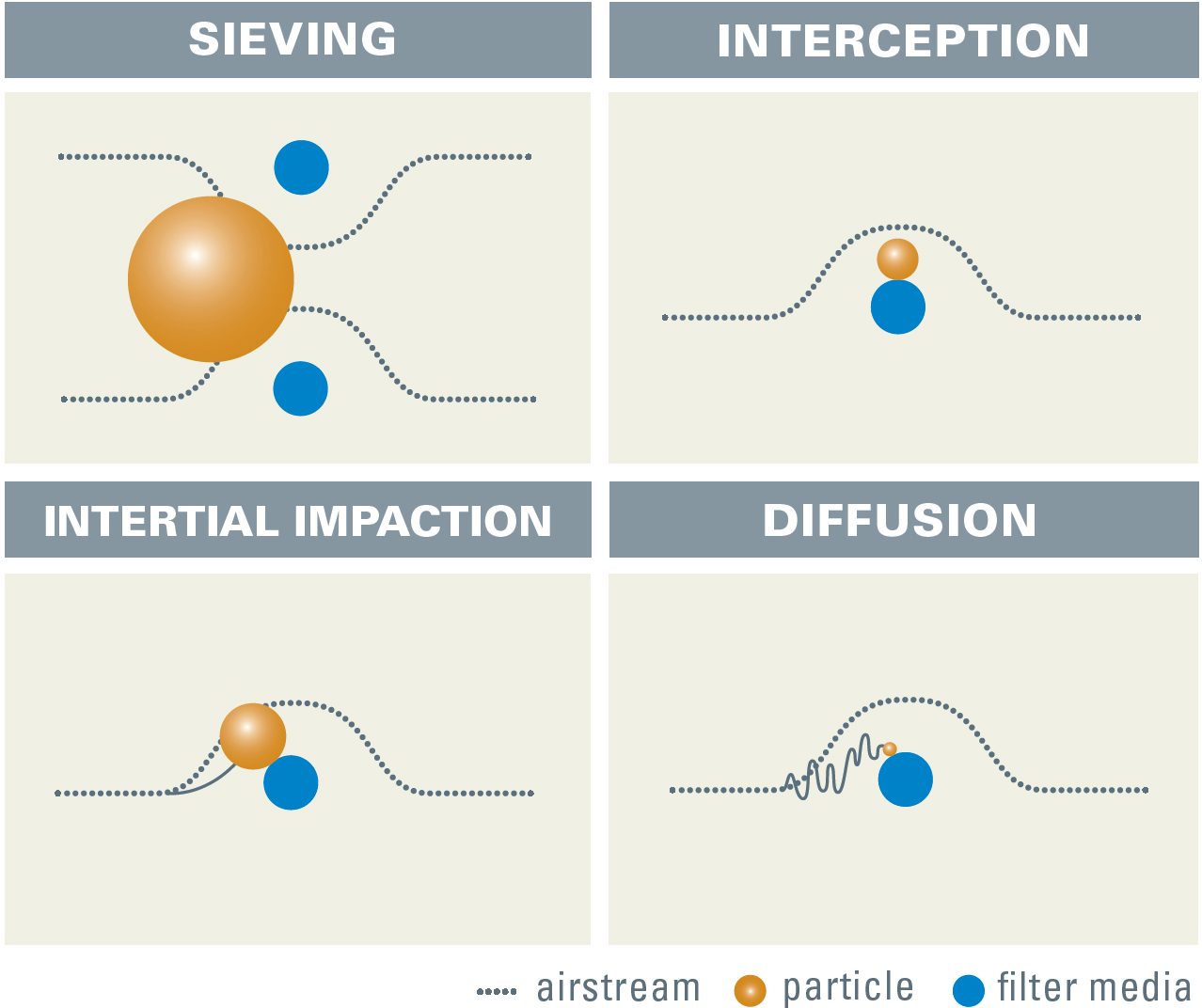 Figure 2 - Mechanisms of filtration
Figure 2 - Mechanisms of filtration
2. Lower pressure drop across the filtration media saves energy.
Most dust collection systems rely on a fan to draw dust-laden air from a contaminant source to a collector and then through the filtration media. The energy (static pressure) required to move the air through the filtration system defines the necessary fan size and, therefore, the effective energy required to operate the system. The restriction created by a filter media and the captured particulate can be a significant contributor to the overall fan energy requirement of a system. In commodity media filters, much of the filtered dust particulate can be driven deep into the media’s pores. This depth-loading of the filtration media cannot be cleaned as well as the surface-loaded particulate with a fine fiber performance layer filtration media, see Figure 3. When the captured dust cannot be cleaned from the media depth, higher stable pressure differentials are created across the filtration media and energy demand goes up. Because the fine fiber layer media captures dust on the surface reducing depth loading, it cleans more completely and operates at a lower pressure differential across the filtration media reducing energy demands. Lower restriction across the filtration media results in lower overall system energy requirements and smaller fan requirements when designing a new system and selecting components. Even greater energy savings are possible if the system fan is configured with a variable frequency drive control system.
 Surface loading
Surface loading
 Depth Loading
Depth Loading
Figure 3 - The effect of a fine fiber layer on a filter
3. Less compressed air consumption required for pulse-jet cleaned dust collection systems.
Score another advantage for a surface-loading fine fiber layer media! As mentioned above, when dust is captured on the surface of a filtration media, it requires much fewer compressed air pulses to clean than a depth-loaded media, see Figure 4. Fewer pulses of compressed air results in lower overall compressed air consumption, which in turn, reduces the energy demands on the compressor and the costs for compressor operation.
 Clean Fine Fiber Layer Filter
Clean Fine Fiber Layer Filter
 Surface-Loaded Fine Fiber Layer Filter
Surface-Loaded Fine Fiber Layer Filter
Figure 4 - Fine fiber media is loaded with ISO fine dust. Dust particles collect on the surface of the media and clean off easily while the substrate stays clean. A depth-loading filter would allow dust particles to penetrate deeply into the substrate where they build up and choke off the airflow
4. Longer filter life.
Most dust collector filters reach an end of life when the filtration media is fully depth-loaded and can no longer be cleaned to an acceptable degree to allow design airflow with the available fan in the system. Because of the fine fiber efficiency layer and surface loading characteristics, fine fiber layer filters last significantly longer than traditional commodity filter elements. Longer filter life means buying new filters less frequently, saving considerable money over time. Additionally, longer filter life reduces the frequency of costly operation downtime for filter change maintenance activities.
5. Flexibility in filter configuration to help solve problems.
Fine fiber performance layer media can be produced on a variety of substrate materials and built into many different filter configurations. A fine fiber layer can be applied on cellulose, synthetic, and spunbond media substrates improving the performance of each of these media. The substrates can be selected for their unique anti-static, temperature, or moisture-resistant properties while still obtaining the advantages of the fine fiber performance layer. Fine fiber performance layer filters have been available as cartridge filters for years, but manufacturers are now offering these media in pleated bag and fluted filter configurations.
The expansion of filter configurations and the availability of premium fine fiber performance layer filters for a broader variety of applications means more dust collector operators can make the switch from commodity filters, reducing their emissions, saving energy, and improving their bottom line.
1 National Nanotechnology Initiative (www.nano.gov)
