
La mayoría de las operaciones de aspersión térmica requiere algún tipo de ventilación para extraer el exceso de compuestos del área de aspersión térmica. Incluso los procesos de aspersión térmica que están bien diseñados tienden a ser ineficientes respecto a la cantidad de material aplicado que realmente se deposita en el objetivo. Se considera adecuado un 50% de eficiencia.
Un área de avance es la intención de duplicar los recubrimientos más complicados (y más caros) de plasma y procesos HVOF (Termo-rociado de Alta Velocidad que utiliza Oxígeno como Combustible) con sistemas más rentables de arco eléctrico. Los procesos de arco generan partículas muy finas y livianas que son muy difíciles de eliminar del flujo de gas de escape. Existen sistemas de colección de polvo muy probados que pueden manejar el polvo producido por la aspersión térmica. Desafortunadamente, la mayoría de estos sistemas funcionan con controles de manejo de flujo de aire relativamente primitivos. Este artículo se enfoca en las ganancias operativas y los ahorros de costos que se pueden alcanzar si se usa una tecnología más inteligente para la expulsión de los restos de aspersión térmica.
Diseño del sistema adecuado
Las grandes operaciones de aspersión térmica incluyen generalmente un espacio cerrado en el que se realiza la aspersión. Los componentes de la aspersión no utilizados se ventilan luego de la cabina mientras que allí ingresa aire fresco. Dependiendo del diseño de la cabina y de la forma del objeto que está siendo recubierto, se puede determinar el volumen de aire óptimo para el adecuado control de las partículas perjudiciales. Por ejemplo, una cabina puede necesitar 10 000 pies cúbicos por minuto (cfm) para un control adecuado del polvo. Más sería un desperdicio y menos sería insuficiente.
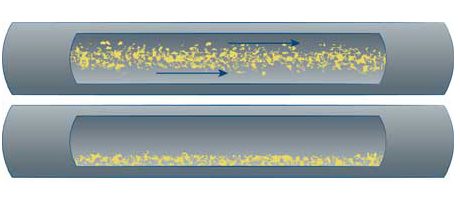 Parte superior: Las partículas de polvo quedan suspendidas cuando la velocidad del aire es mayor a 3500 pies por minuto. Parte inferior: Las partículas de polvo pueden acumularse cuando la velocidad del aire es inferior a 3500 pies por minuto.
Parte superior: Las partículas de polvo quedan suspendidas cuando la velocidad del aire es mayor a 3500 pies por minuto. Parte inferior: Las partículas de polvo pueden acumularse cuando la velocidad del aire es inferior a 3500 pies por minuto.
A partir de este punto, se puede diseñar un sistema de colección de polvo adecuado. Esto generalmente incluye un ducto para transportar el polvo, un filtro para eliminar el polvo del aire y un ventilador para proporcionar la energía que genera el flujo de aire. El ventilador de escape para un sistema de 10 000 cfm puede requerir una potencia de 30-40 hp. El requisito de flujo de aire es generalmente fijo y no debería cambiar a menos que cambie el diseño de la cabina. Se acepta en general que una velocidad de 64 a 73 km/h (de 3500 a 4000 fpm) es óptima para transportar el polvo en un ducto redondo1. Mover el aire más lentamente permitirá el depósito de partículas en la parte inferior del ducto, lo que crearía un peligro de incendio y un potencial bloqueo del ducto. Mover el aire más rápidamente desperdicia energía de ventilación y crea un desgaste y desperfectos innecesarios en los ductos. En nuestro ejemplo, mover 10 000 pies cúbicos por minuto a una velocidad de 3500 a 4000 pies por minuto requiere de un ducto redondo de 22" de diámetro. Esta selección tiene un área transversal de 2.6398 pies cuadrados, lo que genera una velocidad de 3788 pies por minuto.
Ventiladores y presión estática
Los ventiladores industriales crean un vacío parcial que atrae el aire a través del sistema. Este vacío parcial se conoce como presión estática y, en general, se mide en "pulgadas de columna de agua". Quienes diseñan el sistema usan diferentes modelos matemáticos para calcular la presión estática necesaria para lograr el flujo de aire deseado. Entre los factores de un sistema que afectan la presión estática requerida se encuentran los siguientes:
- tamaño y geometría del gabinete de aspersión térmica,
- la cantidad y el radio de codos (o curvas) del ducto,
- longitud total de los ductos en el sistema,
- diámetro del ducto usado y velocidad del aire,
- selección del colector de polvo, y
- elementos de filtros secundarios (como filtro HEPA o silenciador de escape).
Muchos de estos factores no alteran el curso operativo del sistema. Las excepciones son los filtros del colector de polvo y los filtros HEPA. A medida que el polvo se acumula en los filtros, la caída de presión o la resistencia a través de los filtros aumenta. El sistema requiere una presión estática adicional para superar la acumulación de polvo en la superficie de los filtros.
Los ventiladores se seleccionan generalmente para asegurar el flujo de aire adecuado a lo largo de la vida útil de los filtros, incluyendo la suficiente presión estática para mantener el flujo de aire cuando los filtros alcanzan el fin de su vida útil. Los filtros que se aproximan al final de su vida útil presentarán una caída de presión más elevada que los filtros nuevos. Para prolongar la vida útil de los filtros del colector de polvo en la aspersión térmica, se diseñan para limpiarse en línea, mientras funciona el sistema. La acumulación repetida de polvo, seguida de un ciclo de autolimpieza del colector de polvo, causa una menor fluctuación del requerimiento de presión estática del sistema. Si esto no es atendido, el sistema puede experimentar aumentos y disminuciones del flujo de aire con los problemas asociados de asentamiento de polvo en el ducto o dentro de la cabina de aspersión térmica.
Un flujo de aire excesivo en la cabina de aspersión térmica puede afectar la calidad del recubrimiento porque aleja el material proyectado hacia la pieza a recubrir. Para evitar estos problemas potenciales, se debe controlar el volumen de aire. El dispositivo más común para controlar el ventilador es el regulador, que crea una carga artificial en el ventilador para "sintonizar" el flujo de aire deseado. Para mantener el flujo de aire, se debería poder abrir y cerrar el regulador según la necesidad para mantener la velocidad deseada en el ducto2. Esto rara vez se realiza con la precisión necesaria para lograr constantemente el flujo de aire indicado a través del sistema, y si fuera realizado de manera manual, requeriría una supervisión constante de una persona calificada. Esto sería costoso y difícil, lo que explica por qué la mayoría de las empresas de aspersión térmica optan por una mentalidad de "instalar y olvidar" (es decir, sin supervisión posterior) para el control del ventilador.
Controladores de frecuencia variable y sistemas de control del flujo de aire
Una mejor forma de controlar el ventilador y de mantener el flujo de aire de manera constante en el sistema es mediante un controlador de frecuencia variable (VFD). Un VFD controla el motor del ventilador a una velocidad de revoluciones específica basada en la regulación de la frecuencia hertz. Mientras que la corriente trifásica normal en los EE. UU. generalmente funciona en una frecuencia de 60 HZ, un VFD permite al operador seleccionar una frecuencia específica para acelerar o desacelerar la velocidad de rotación del ventilador. En un sistema ideal, el sistema funcionaría a plena velocidad solo cuando la carga de la presión estática de los filtros sucios lo requiera. El resto del tiempo el ventilador funcionaría a una velocidad menor para generar exactamente la misma cantidad de presión estática requerida. Este método de funcionamiento ofrece beneficios en ahorro de costos. Comparado con los operadores que usan el enfoque de "instalar y olvidar", donde siempre hacen funcionar sus sistemas de colección de polvo con velocidades más rápidas de lo necesario (para asegurar la completa ventilación de la cabina de aspersión térmica), el enfoque VFD usa un sistema inteligente que funciona con la exacta velocidad de flujo de aire requerida para ahorrar energía.
Existen modelos matemáticos que ayudan a demostrar esto; usan algunos supuestos simples y algunas variables del sistema. Generalmente, una actualización al VFD y al sistema de control del flujo de aire se pagan a sí mismos en menos de dos años, y más importante aún, el sistema de colección de polvo funcionará con la velocidad justa. Esto puede ahorrar el desgaste y evitar los desperfectos del sistema, especialmente en los filtros de carga de superficie de alta calidad requeridos para la aspersión térmica. Cualquier decisión que se tome para la actualización al VFD y al sistema de control del flujo de aire debería incluir los siguientes ahorros como factores:
- Costos de los filtros
- Costos de mano de obra
- Costos de eliminación
- Costos de inventario
- Costos de envío (para los filtros nuevos y la eliminación de los filtros antiguos)
- Proceso de calidad
- Estabilidad de funcionamiento del sistema y mantenimiento adecuado del flujo de aire en el sistema
Control del VFD
Una vez que se tomó la decisión de usar un VFD, el siguiente paso consiste en determinar el método para proporcionar la entrada continua. El objetivo es mantener el flujo de aire deseado sin importar las fluctuaciones del sistema de presión estática. Con el uso de un dispositivo para medir el flujo de aire instalado en el sistema de ductos, el controlador puede regular la velocidad del ventilador para corregir los cambios. Estos instrumentos son indicados para limpiar el aire ambiente y, por lo tanto, están generalmente instalados en el ducto y ubicados después de que el aire ha sido filtrado. Este podría ser un ducto en la salida del ventilador con la longitud necesaria para proporcionar una indicación suave y confiable del flujo de aire total que se desplaza por el sistema.
Un método alternativo es medir la presión estática del sistema, en lugar del flujo de aire real, en un punto del sistema de ductos justo antes de que el aire ingrese en el colector de polvo. A un flujo de aire indicado, la cantidad de estática necesaria es una función de factores que deberían permanecer inalterados mientras que el sistema no se cambie mecánicamente. Los filtros se ensuciarán y luego se limpiarán, pero la presión estática en la entrada del colector de polvo continuará siendo la misma como si el sistema funcionara con el flujo de aire indicado. Un controlador que mantiene esa estática es la manera más simple para controlar de forma efectiva un VFD en un sistema de colección de polvo. A medida que los filtros acumulan resistencia, el flujo de aire que suministra el ventilador cae. Esta reducción del flujo de aire requiere una presión estática menor en el ducto frente al colector; de esta manera, el controlador indicará al VFD que aumente la potencia para mantener la presión estática. En sentido contrario, cuando se limpian los filtros por pulsos, la resistencia en el sistema cae y el VFD disminuirá la potencia para mantener el mismo nivel de presión estática. El resultado es un flujo de aire suave con los beneficios asociados y los ahorros que produce.
Consideraciones
Existen situaciones en las que el uso del VFD y del sistema de control del flujo de aire tienen ventajas limitadas. Cuando un colector de polvo individual (y un solo ventilador) se usa para asistir de manera intermitente sólo una o dos celdas por vez en un sistema de celdas de aspersión térmica múltiple, no existe una forma simple para utilizar la potencia variable del ventilador de manera eficiente. Esta es una limitación del sistema de ductos, no una limitación del VFD.
Conclusión
La tecnología de aspersión térmica está evolucionando y los nuevos enfoques a menudo crean mayores desafíos para los componentes asociados, como los sistemas de escape. Como alternativa, los avances en los subcomponentes pueden ayudar a refinar las operaciones de aspersión térmica en general y casi todos los sistemas de colección de polvo de aspersión térmica que existen se pueden beneficiar con el uso de controladores de frecuencia variable. Es cada vez más evidente que es importante el control preciso del flujo de aire y que los ahorros de energía se pueden incorporar como beneficio.
¹ Industrial Ventilation: A Manual of Recommended Practice (Ventilación industrial: manual de prácticas recomendadas), 24.ª edición, Conferencia Estadounidense de Higienistas Industriales Gubernamentales (ACGIH), páginas 3-18, tablas 3-2.
² Es casi como presionar el pedal del acelerador del automóvil. A medida que se necesita más velocidad, el regulador agrega más potencia del motor. Cuando se desea reducir la velocidad, la potencia del motor disminuye.
