
Las empresas metalúrgicas utilizan colectores de neblina en sus máquinas-herramientas para proporcionar aire limpio, a fin de reducir los efectos adversos de la exposición a fluidos metalúrgicos, cumplir con los estándares de calidad del aire en lugares cerrados, reducir los costos de mantenimiento, reducir los costos de limpieza y mantenimiento, y mejorar la calidad de las piezas. Si bien los beneficios de la colección de neblina son muchos, las opciones para los equipos de colección de neblina pueden ser confusas. En este artículo, se examinarán los diferentes tipos de colectores de neblina en función de los principios fundamentales de diseño para separar las gotas de neblina de la corriente de aire. Los temas son los siguientes:
- Definiciones de neblina y humo
- eficiencia Visible
- Características de Rendimiento
- Fundamentos de Funcionamiento de Varios Tipos de Colectores de neblina
- Optimización del filtro
- Cómo medir la eficiencia del colector

Neblina y humo
La neblina puede definirse generalmente como una gota de líquido de 20 micrones de diámetro o más pequeñas. Este artículo se centra principalmente en las aplicaciones que utilizan lubricantes y refrigerantes solubles en agua y a base de aceite. Estos lubricantes y refrigerantes se utilizan en muchas aplicaciones que incluyen corte de metales, formado de metales, pulido y lavado de piezas, entre otras. Por ejemplo, las operaciones de molienda y torneado que utilizan fluidos metalúrgicos solubles en agua producen, por lo general, gotas de neblina que varían de 2 micrones a 20 micrones. Las mismas operaciones que utilizan fluidos a base de aceite producen, por lo general, gotas de neblina que varían de 0.5 micrones a 10 micrones.
El humo es generalmente un material mucho más pequeño, de 0.07 micrones a 1 micrón de diámetro, y puede ser un aerosol líquido o sólido que resulta de una combustión incompleta o de la condensación de un vapor supersaturado¹. Algunas veces se lo denomina "neblina generada por la temperatura" o "humo aceitoso". Las aplicaciones comunes que generan humo son el forjado en frío, el maquinado de metales duros con aceite puro, el uso de depósitos de aceite lubricante en generadores grandes y el tratamiento térmico.
Eficiencia Visible
Algunos fabricantes creen que, si no pueden ver la neblina, no existe. Este punto de vista no reconoce el daño que la neblina submicrónica puede hacerle al entorno de fabricación, en términos de exposición del trabajador, mantenimiento y limpieza, y cumplimiento con los estándares de calidad de aire interno o de emisiones. En realidad, el ojo humano no puede ver gotas individuales más pequeñas que 40 micrones, pero hay una evidencia considerable de que hay gotas de neblina más pequeñas presentes en muchas operaciones metalúrgicas. Es posible que no las pueda ver, pero las puede oler.
Características de rendimiento
Una función principal del colector de neblina es eliminar las gotas de neblina y de humo de la corriente de aire filtrada. Para lograr esto, el colector debe mezclar gotas pequeñas con las más grandes y luego debe drenar el refrigerante recolectado de los filtros antes de que se obstruyan.
El desempeño de un colector de neblina puede caracterizarse por tres propiedades medibles:
- Caída de presión: La caída de presión operativa del colector es importante como parte de la ecuación de costos de energía. Las caídas de presión más altas significan que se requiere más energía para extraer el flujo de aire requerido a través del colector.
- eficiencia: La eficiencia del colector para eliminar las gotas de neblina y de humo de la corriente de aire es importante porque establece el grado de limpieza que tendrá el aire cuando salga desde el colector hacia el entorno interior. Este es el motivo para instalar un colector de neblina: limpiar el aire. La eficiencia es la medida clave para saber el grado de limpieza que tendrá el aire cuando salga del colector.
- Velocidad de flujo: La velocidad de flujo del colector es importante porque establece el grado de limpieza que tendrá el aire. Si el flujo es muy bajo, el aire cargado de neblina o humedad se extraerá a través del colector y no será capturado por el sistema diseñado para ese fin. Si la velocidad de flujo es muy alta, la energía se pierde cuando el exceso de aire se extrae por el colector. También se desea una velocidad de flujo de aire constante para mantener una eficiencia de captura de gotas constante.
Además del diseño básico del colector, existen muchas propiedades de neblina que afectarán el desempeño de un colector de neblina:
- Concentración de neblina: la cantidad de neblina que hay en un volumen de aire varía de manera considerable de una aplicación a otra. En las pruebas del sitio, se han observado concentraciones de neblina medidas de un mínimo de 3 mg/m³ y de un máximo de 37 mg/m³. Es probable que las aplicaciones actuales tengan incluso un rango más grande de concentraciones de neblina. Los límites de la OSHA para los fluidos metalúrgicos suspendidos en el aire varían de 5 mg/m³ (exposición de 8 h) para aceite mineral a 15 mg/m³ (exposición de 8 h) para otros refrigerantes. Los límites recomendados por el NIOSH son inferiores, hasta 0,4 mg/m³.² En un entorno de oficina general, las concentraciones de material particulado tienden a encontrarse en el rango de 0,02 a 0,03 mg/m³, que son considerablemente más bajas que las concentraciones de neblina cerca de operaciones metalúrgicas.
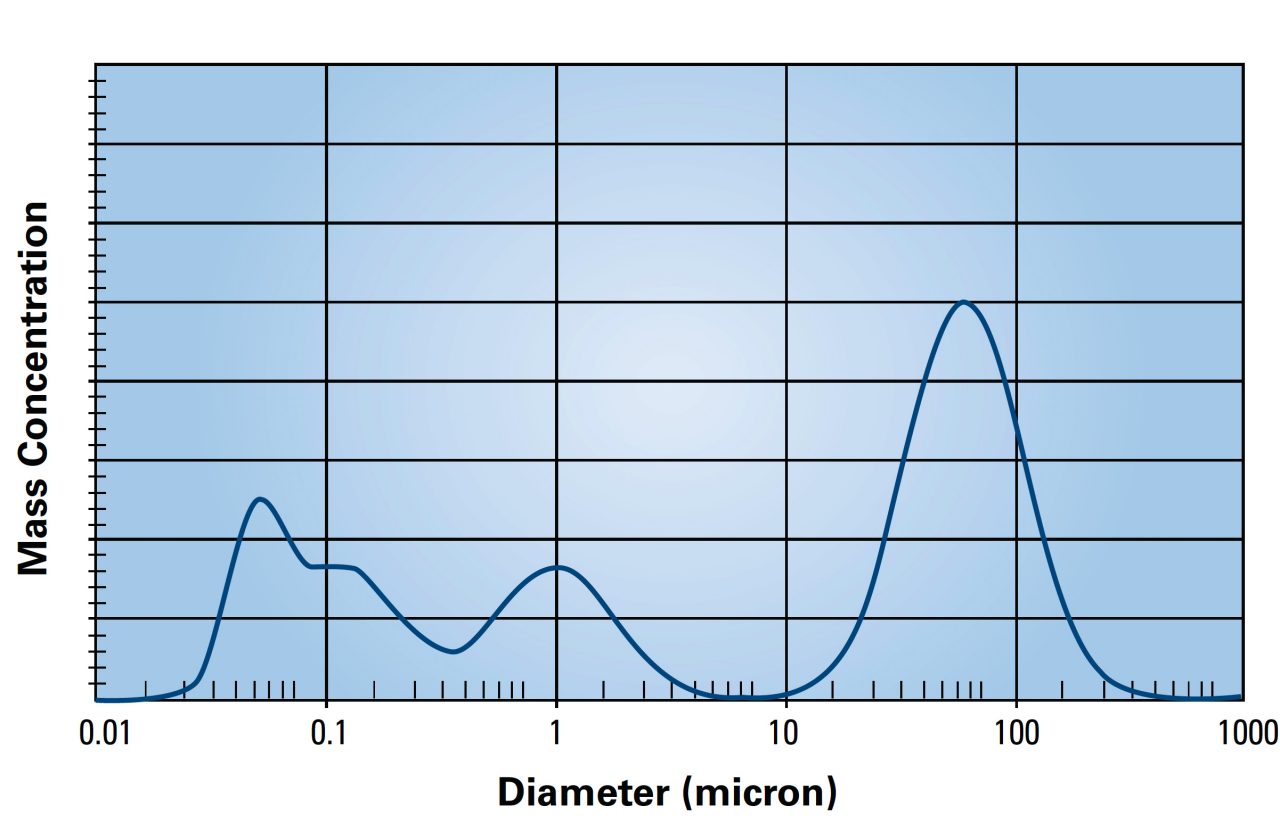 Figura 1. Distribución hipotética del tamaño de las gotas de neblina y humos procedentes de operaciones metalúrgicas.
Figura 1. Distribución hipotética del tamaño de las gotas de neblina y humos procedentes de operaciones metalúrgicas.
- Temperatura de la neblina: la condensación puede ocurrir cuando la neblina de temperatura alta se enfría, lo que puede afectar el tamaño de las gotas y el medio filtrante de recolección. Para los refrigerantes a base de agua, el agua se evaporará a temperaturas más altas y a niveles de humedad relativa más bajos, por lo que se generarán gotas más pequeñas. Los límites de temperatura operativa del medio de filtración también deben tenerse en cuenta a la hora de seleccionar una tecnología de colección de neblina o humo.
- Tipo de neblina: diferentes tipos de gotas de neblina tendrán diferentes propiedades de viscosidad y tensión de superficie, que afectarán la capacidad del colector de neblina para mezclarla y purgarla.
- Distribución de los tamaños de las gotas de neblina: en general, es más fácil capturar gotas más grandes, pero estas también pueden contribuir de manera significativa a la masa de líquido general que se encuentra en la neblina, que finalmente debe drenarse del colector. En la figura 1, se muestra una distribución hipotética de los tamaños de gotas de neblina y humo.
- Inclusiones: si la neblina está limpia, no contiene partículas secas y solo debemos preocuparnos de mezclar y drenar el líquido. Sin embargo, la neblina sucia también contendrá una fracción de partículas secas (limadura metálica) que también deben separarse de la corriente de aire.
Fundamentos de funcionamiento de varios tipos de colectores de neblina
Las gotas de neblina pueden capturarse de diversas formas.
Precipitación electrostática
Los precipitadores electrostáticos alejan el aire cargado de neblina mediante un ionizador que le da a cada gota una carga positiva o una negativa. Luego, las gotas cargadas son capturadas por las celdas de colección que utilizan y alternan el voltaje alto y las placas con puesta a tierra para expulsar/extraer las gotas cargadas en la placa. Las gotas se mezclan en las placas y se drenan hacia afuera del colector. Los precipitadores electrostáticos tienen una gran cantidad de ventajas; por ejemplo, no requieren el reemplazo de filtros, tienen un consumo de energía relativamente bajo y son muy eficientes cuando son nuevos y están completamente limpios. Sin embargo, actualmente están en desuso debido a los requisitos de mantenimiento muy rigurosos y frecuentes. Las piezas dentro del precipitador electrostático deben limpiarse de una manera meticulosa a fin de mantener la eficiencia para cargar y capturar las gotas. Incluso con un mantenimiento regular, se pueden presentar dificultades adicionales. Cualquier daño que se produzca en las placas cargadas de la celda de colección puede provocar arcos eléctricos. De forma similar, las aplicaciones en las que se recolecta polvo de metal, chispas o limadura metálica junto con las gotas de neblina pueden provocar arcos eléctricos dentro del precipitador electrostático. Por último, los precipitadores electrostáticos generan ozono, que no solo es un contaminante de aire interno, sino también un conocido irritante.
Separación por inercia
Los colectores que dependen principalmente de la separación por inercia funcionan de la siguiente manera para separar las gotas que se transportan en una corriente de aire. Como la corriente de aire se desvía sobre una superficie, las gotas tienen velocidad y continúan su trayecto, impactan en la superficie y, por último, se mezclan con otras gotas y se drenan. Si bien hay muchos estilos y tipos diferentes de separación por inercia, todos los separadores por inercia tienen algunas características en común. Primero, pueden funcionar sin un mecanismo de filtración de barrera: por lo general, no tienen filtros principales que se deban cambiar. Sin embargo, normalmente requieren un mantenimiento bastante regular para limpiar los componentes de cualquier contaminación. Además, la separación por inercia funciona mejor en las gotas grandes, dado que la captura de las gotas depende de que ellas NO sigan la corriente de aire. Las gotas más grandes tienen mayor masa, más velocidad y una tendencia en aumento a impactar en la superficie de captura. Los separadores por inercia tienden a tener una mala eficiencia para las gotas más pequeñas de 1 o 2 micrones de diámetro. Por último, para los separadores por inercia impulsados y giratorios, los materiales sólidos pueden recolectarse y pegarse en las piezas giratorias, que finalmente generarán una condición de desequilibrio que transmite vibración a la máquina-herramienta y puede afectar las tolerancias en las piezas mecanizadas.
Medio filtrante
Los colectores que utilizan un medio filtrante fibroso dependen de cuatro mecanismos de filtración para eliminar las gotas de niebla y humo de una corriente de aire (consulte la figura 2):
El tamizado es el mecanismo de filtración predominante que recolecta gotas más grandes, de un diámetro de más de 10 micrones. El tamizado ocurre cuando la gota es físicamente muy grande para pasar entre dos o más fibras. El tamizado es lo que evita que un insecto volador pase por una rejilla. Cuando la gota entra en contacto con una fibra, se adhiere a la superficie, se mezcla con otras gotas y se drena del colector.
El impacto inercial es el mecanismo de filtración que recolecta principalmente gotas micrónicas y más grandes. El impacto inercial ocurre cuando la corriente de aire se desplaza de la fibra del medio, mientras que la gota continúa su trayecto principal debido a su masa.
La intercepción es el mecanismo de filtración que recolecta principalmente gotas de 0,1 a 1 micrón. La intercepción ocurre cuando una gota sigue una corriente de aire, pero de todos modos se coloca lo suficientemente cerca de una fibra como para adherirse.
La difusión es el mecanismo de filtración que recolecta principalmente gotas muy finas, de un tamaño inferior a 0,1 micrón. Como las gotas son tan pequeñas, son influenciadas por fuerzas moleculares dentro de la corriente de aire para que se muevan en la misma dirección general que la corriente de aire, pero que continúen su trayecto.
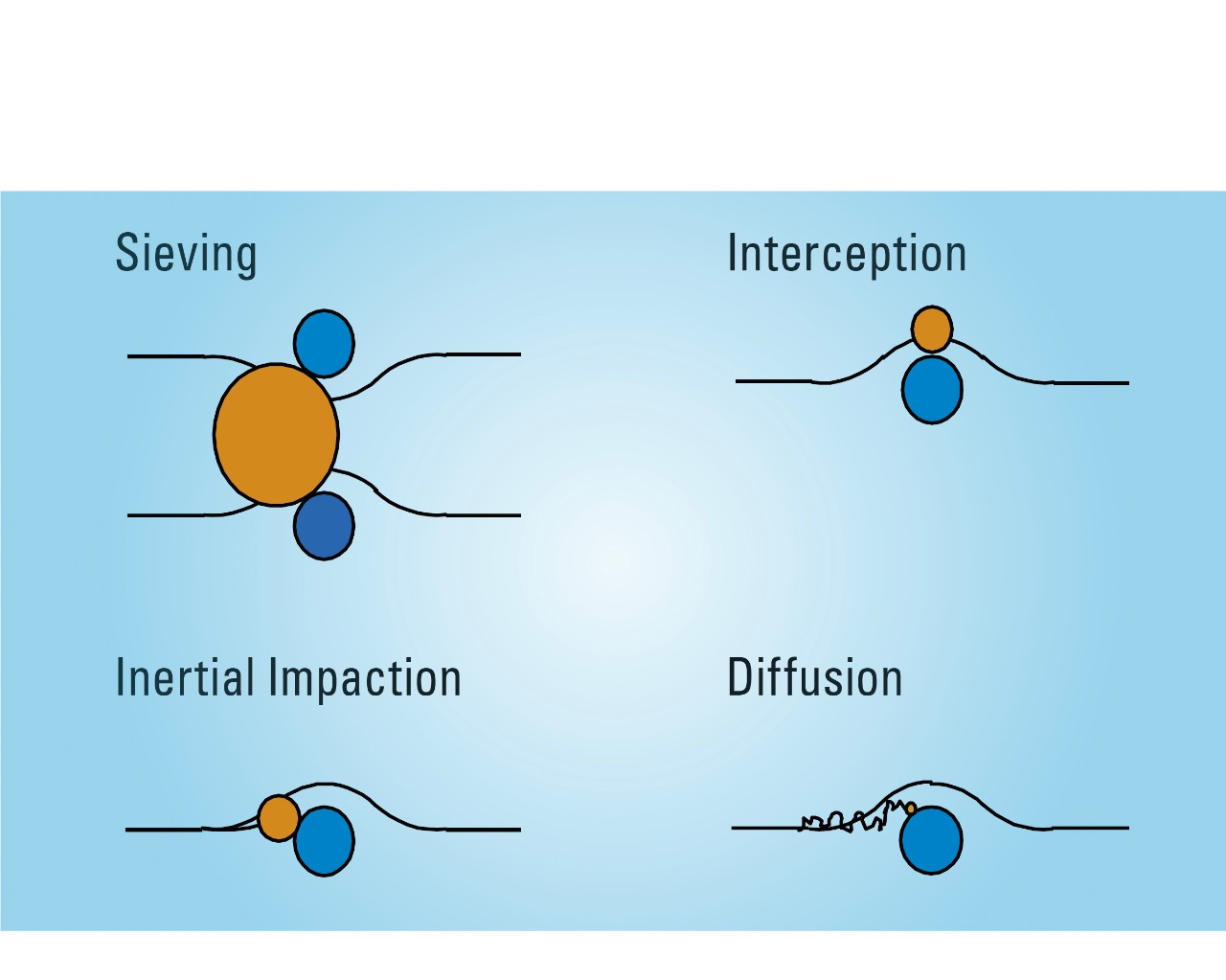 Figura 2. Mecanismos de Filtro
Figura 2. Mecanismos de Filtro
Una vez que las gotas se adhieren a las fibras en el medio de filtración, se mezclan con otras gotas en las fibras. Cuando la gota mezclada es lo suficientemente grande, la fuerza de gravedad hace que la gota se deslice por la fibra en la que se drenará. Una de las grandes disyuntivas en la filtración de neblina es equilibrar la necesidad de las gotas que se deben drenar con la necesidad de lograr una alta eficiencia. Las mayores eficiencias de filtración pueden lograrse mediante el uso de fibras más pequeñas. Sin embargo, las fibras más pequeñas requieren resinas para lograr que los medios se mantengan juntos, y las resinas evitan que el líquido mezclado se drene eficazmente (consulte la figura 3). El medio filtrante fabricado con fibras pequeñas tiende a bloquearse con facilidad con el líquido capturado, como si se utilizara un filtro HEPA sin ninguna separación previa (figura 4). Cuando el medio filtrante está fabricado con fibras grandes, las características de purga son mucho mejores, pero la capacidad del medio de capturar las gotas de neblina (en especial las más pequeñas) se ve gravemente afectada.
 Figura 3. Imagen SEM del medio de filtración de poliéster/vidrio (ampliada 500 veces) que muestra una "malla" de resina entre las fibras.
Figura 3. Imagen SEM del medio de filtración de poliéster/vidrio (ampliada 500 veces) que muestra una "malla" de resina entre las fibras.
Algunos colectores de medio fibroso utilizan medios recubiertos en filtros tipo bolsa. Estos filtros no contienen una gran cantidad de resina, por lo que drenan eficientemente y tienen un muy buen desempeño. Sin embargo, su estructura no es muy estable. Con el tiempo, las fibras del medio colapsarán juntas, lo que provocará un aumento en la caída de presión, una reducción en el flujo de aire y una menor eficiencia de filtración.
Optimización del filtro
Una forma de ayudar a lograr tanto la mayor eficiencia como el drenado eficiente es mediante el uso de capas. La mayoría de los colectores de neblina tienen una capa de prefiltro, que consta de fibras generalmente grandes, mallas o cribadoras que capturan gotas más grandes y permiten que se drenen con facilidad. La primera o segunda capa captura la mayoría de las gotas restantes con un medio de eficiencia mayor, pero sigue manteniendo buenas características de drenado. Un filtro final generalmente se clasifica como filtro HEPA (99.97% de eficiencia en partículas de 0.3 micrones) o DOP (95% de eficiencia en partículas de 0.3 micrones). Estos filtros tienen una alta eficiencia y, por lo tanto, eliminan la gran mayoría de las gotas que absorben, pero drenan de una manera deficiente y tienden a obstruirse en un colector mal diseñado. Sin embargo, en un colector bien diseñado, el prefiltro captura la mayor cantidad de gotas grandes y las drena eficientemente. Luego, el filtro principal captura la mayor parte de las gotas restantes, pero experimenta menos carga porque el prefiltro ya ha capturado una parte sustancial de la masa total. Finalmente, el filtro final experimentará una carga muy baja de gotas, pero tendrá alta eficiencia. Si alguna de estas capas no funciona correctamente, todo el colector funcionará de una manera deficiente.
Una forma más uniforme de lograr las características necesarias de alta eficiencia y drenado es mediante el uso de una tecnología de medio específicamente diseñada para tratar los problemas de filtración en la colección de neblina.
El medio Synteq XP™ de Donaldson es una mezcla de fibras pequeñas y grandes diseñado con un sistema de unión patentado libre de resina. El diseño de este medio permite que el filtro principal logre su máxima ventaja. El medio Synteq XP ofrece niveles de desempeño superiores gracias al sistema de unión propietario, en el que el calor fusiona la superficie de las fibras de unión con las fibras de microvidrio circundantes. Este tipo de unión permite que la estructura de poros estable logre un desempeño óptimo y una vida útil más prolongada porque las resinas no bloquean los poros. Ahora las fibras pequeñas pueden aumentar la eficiencia sin un sistema de resinas que pueda comprometer la característica de un buen drenado. Las fibras grandes aún pueden ofrecer el soporte estructural general, a la vez que mantienen la limpieza de los canales de drenado para lograr un mejor desempeño.
Cómo medir la eficiencia del colector
Otro punto interesante sobre los sistemas de colección de neblina que utilizan filtros de medios es que las características de caída de presión son muy diferentes respecto de los colectores de partículas secas. Los filtros capturan las partículas secas en un colector estático (no de limpieza), lo que provoca que la caída de presión aumente de una manera considerable y que la eficiencia aumente cuando funcione el colector. Básicamente, las nuevas partículas secas tienen que pasar por una pasta de partículas secas que se hayan capturado recientemente. El polvo que se captura sirve para aumentar la eficiencia de las partículas del colector.
En la filtración de neblina, la caída de presión aumentará moderadamente a medida que el medio se sature con líquido. Sin embargo, la eficiencia generalmente sufre una pequeña disminución a medida que el colector continúa funcionando. La razón subyacente de la disminución de la eficiencia es la estructura de los poros creada por el medio fibroso en un filtro de neblina. A medida que se captura y combina el líquido, los poros pequeños se llenan o tapan con el líquido. Los poros más grandes restantes se dejan para hacer todo el filtrado, lo que conduce a dos cosas:
- un aumento de la velocidad del aire a través de los poros restantes y una mayor caída de presión de acompañamiento, y
- un aumento de la velocidad del aire a través de los poros más grandes restantes, que son menos eficientes para capturar gotas submicrónicas, por lo que hay una reducción aparente en la eficiencia del filtro.
¿Qué significa esto para el comprador de un colector de neblina? Si se proporciona la eficiencia del colector expuesta para un nuevo filtro, será mayor que la eficiencia obtenida en la aplicación real. La única eficiencia verdadera y representativa es aquella que se mide, utilizando un colector de neblina, durante un período de tiempo.
Conclusión
La selección de la tecnología de un colector de neblina puede ser una tarea desalentadora. Sin embargo, se puede encontrar una buena solución si se comprenden las diferencias y las compensaciones entre las tecnologías de colección de neblina y humo fundamentales y si se hacen coincidir las características y los objetivos de su taller.
1 Aerosol Measurement (Medición de aerosoles), 2.ª edición, Baron & Willeke, 2001.
2 Metal Working Fluids (Fluidos metalúrgicos)
