
Los ventiladores industriales son esenciales para muchos procesos de fabricación, pero también pueden consumir grandes cantidades de energía. La industria consume el 27 % de la energía eléctrica comercializada en los Estados Unidos, y los ventiladores y bombas industriales representan el 40 % de ese 27 %, siendo los ventiladores industriales la mayor parte de ese 40 %. (Ref. 1, 2) Sin embargo, ¿cuándo fue la última vez que su empresa realizó una auditoría de aire para ver cuánto aire se mueve cada día y la potencia utilizada para hacerlo? La mayoría de las plantas mueven más flujo de aire que el producto generado, y se necesita una cantidad significativa de energía para moverlo. Dado que la energía es dinero, si podemos ahorrar energía al mover el aire, podemos ahorrar dinero y reducir el costo del producto generado. Este artículo explora estrategias eficaces para reducir los costos energéticos asociados a los ventiladores industriales o la ventilación industrial. Al comprender los factores que influyen en el consumo de energía e implementar soluciones prácticas, las empresas pueden reducir significativamente sus gastos operativos y mantener un rendimiento óptimo. El aire tiene peso y, precisamente porque tiene peso, es necesario aplicar un buen criterio de ingeniería al trabajar con sistemas de extracción. Aire estándar se define como un gas que contiene:
- 78,1% de nitrógeno,
- 21% de oxígeno,
- 0.9% de argón y
- cero humedad, a nivel del mar y a una temperatura de 21,1° C (70° F).
En condiciones estándar, el aire pesa 0.075 libras por pie cúbico. Un sistema estándar de extracción de polvo con un conducto de entrada de 30 pulgadas de diámetro hacia un ventilador maneja aproximadamente 17,000 pies cúbicos de aire por minuto (CFM). O, en términos de peso, el ventilador maneja más de 335,000 toneladas de aire cada año en base a una operación de 24 horas por día. Muchas instalaciones tienen sistemas múltiples como este.
¿Cuánto dinero gastamos en el movimiento de aire en una planta? La energía es dinero, por lo que implementar cambios que ahorren energía es como poner dinero en el banco. Este documento se concentrará en el costo de mover el aire a través del sistema; básicamente, el costo de funcionamiento del ventilador, en lugar del costo de calentar, enfriar o humidificar el aire en el área de trabajo.
La potencia necesaria en el eje de un ventilador se conoce comúnmente como la potencia al freno [Bhp] del ventilador. La Bhp se puede calcular con esta fórmula: (Ref. 3)
bhp = (Q x ∆P / 6356 x Nf) x df
Donde
bhp potencia del eje del ventilador
Q flujo de aire en pies cúbicos por minuto (cfm)
∆P caída/subida de presión en el ventilador en columna de agua por pulgada (“wg)
6356 constante
Nf eficiencia del ventilador expresada como decimal
df factor de densidad definido como la densidad real/densidad de aire estándar
Para fines de este documento, se asumirá que el aire está en condiciones estándar, por lo que df = 1.
Las eficiencias típicas de los ventiladores son de 60% a 68% para ventiladores de aspas radiales y de 70% a 80% para diseños de ventiladores inclinados hacia atrás. El tipo de ventilador utilizado en un sistema de ventilación industrial debe ser dictado por sus requisitos de uso y rendimiento. Los diseños de ventilador de aspas radiales se usan normalmente en flujos de aire sucios, y los diseños de ventiladores inclinados hacia atrás se utilizan en flujos de aire relativamente limpios, como en el lado limpio de un colector de polvo. Desafortunadamente, muchos ventiladores antiguos son diseños con aspas radiales ineficientes. Pueden presumir de características de rendimiento sólidas, pero se instalaban con poca o ninguna consideración en cuanto al consumo de energía, porque la energía era barata en el momento de su compra.
Los costos de energía se basan en kilovatios (kW), no Bhp; por lo tanto, la Bhp debe convertirse a kW. Para convertir la Bhp a kW, simplemente multiplique la Bhp por 0.746. Pero para obtener la energía total en el motor, esta energía del eje debe dividirse por la eficiencia del motor, Nm.
La eficiencia del motor depende de su diseño, no obstante suele rondar el 90 por ciento [0,9]. A menudo hay pérdidas eléctricas adicionales en los arrancadores y pérdidas de transmisión en las tuberías entre el medidor eléctrico y el motor. Estas pérdidas son pequeñas y, a los efectos de considerar ahorros relativos, son lo suficientemente insignificantes como para agruparlas en la eficiencia del motor de 90%. Ahora, multiplique los kW ajustados por las horas de funcionamiento y el costo de la electricidad por kW hora.
Costo anual = (Q x ∆P x 0.746 x H x 52 x C) / (6356 x Nf x Nm)
Donde
52 semanas de funcionamiento por año
H horas de funcionamiento por semana
C costo por kW hora
Sí, el 6356 y el 0.746 se pueden combinar en una sola constante, pero luego la cadena lógica se rompe. Esto responde la pregunta: ¿Qué constituye el costo de energía del aire?
¿Qué partes de la fórmula de costo de energía podemos controlar?
De todos los elementos en esta fórmula, los únicos dos que pueden ser influenciados por los diseñadores y operadores de sistemas de ventilación industrial son el flujo de aire y la caída de presión.
¿Cómo controlamos estas variables?
Si el objetivo es minimizar la energía, entonces el flujo total de aire en el sistema debe reducirse al mínimo y el diseño debe reducir la caída de presión (o la resistencia al flujo) tanto como sea posible durante el mayor tiempo posible.
Ejemplos de cómo lograr estos controles y ahorrar energía
Buenas prácticas de diseño
Una forma de minimizar el volumen de aire y reducir las pérdidas de presión en un sistema de filtración es utilizar buenas prácticas de diseño desde el principio. El diseño es un tema demasiado amplio y extenso como para abarcarlo por completo en este documento, pero existen muchos recursos buenos para prácticas de diseño, como las Conferencias de Ventilación Industrial (http//www.michiganivc.org) y otros. Estas conferencias ofrecen capacitación sobre cómo diseñar sistemas de escape que funcionen con la menor cantidad de volumen de aire total, con una pérdida de estática/resistencia mínima del sistema y un rendimiento máximo del ventilador.
Muchas plantas tienen instalaciones similares a la ilustrada en la figura 1.
En apariencia externa, esta es una instalación muy agradable; pero hay un problema con el codo en la entrada del ventilador. Para que un ventilador funcione con la máxima eficiencia, necesita de tres a cuatro diámetros de ductos rectos en la entrada entre el último codo y la entrada real del ventilador. (Ref 4) Sin ese tramo recto, el aire no llena de manera uniforme la entrada del ventilador, y este funcionará a una velocidad inferior a la publicada y no ofrecerá el flujo de aire de diseño. De hecho, la ubicación del codo en la entrada equivale a una pérdida de presión de 0.9” wg en el sistema.
 Figura 1. Codo en la entrada del ventilador al captador de manga.
Figura 1. Codo en la entrada del ventilador al captador de manga.
Si imaginamos un sistema de 17 000 cfm que funciona las 24 horas al día con un ventilador de una eficiencia del 80 % a 0,09 dólares por kW hora, la instalación consume un total innecesario de 1960 dólares al año en energía. Se incurre en este costo cada año que el sistema esté en funcionamiento. Si la disposición del equipo y el costo de mover el ventilador a una distancia equivalente a cuatro diámetros del codo no resultan prácticos, desmontar el codo y reemplazarlo por otro idéntico que incorpore tres aletas guía internas podría reducir ese sobrecosto anual a tan solo $435, ahorrando aproximadamente $1,525, y el sistema proporcionará un mayor flujo de aire sin costos adicionales de energía.
De acuerdo con un proveedor nacional de componentes de ductos, el costo de instalación de aspas giratorias dentro de un codo de 5 piezas y 30 pulgadas de diámetro en la instalación inicial es de aproximadamente $300. Compare eso con el costo de $1,100 de instalación del codo nuevo como una adaptación dado que para su reemplazo sería necesario que dos hombres trabajaran medio día. (Ref. 5)
Un buen diseño es importante. Un diseño que no sea óptimo genera un costo adicional cada vez que el sistema está en funcionamiento.
Sistemas centrales
Los sistemas convencionales de control de polvo consisten en extractores, ductos, un colector de polvo con una tolva, un dispositivo de eliminación de polvo y un ventilador.
Leyes de ventiladores o leyes de sistemas
Siempre hay presión sobre la instalación para obtener más toneladas de producción y, con el tiempo, aumentan las velocidades de la cinta transportadora, se mejoran los accionamientos de los elevadores de cuchara, etc. Pronto, el sistema de escape ya no es adecuado porque los flujos de aire nunca se aumentaron para adaptarse a la mayor producción. ¿Cuál es la respuesta? La respuesta clásica es acelerar el ventilador, y eso mejorará el flujo. Pero, paga una multa, una multa importante. Las leyes de la ciencia física rigen lo que sucede. Estas leyes se conocen como Leyes de Ventiladores o Leyes de Sistemas y se muestran en estas ecuaciones: (Ref. 3)
cfm (nuevo) = cfm (anterior) x [rpm (nuevo) / rpm (anterior) ]
El cambio en el flujo es directamente proporcional al cambio en la velocidad. Si se desea un aumento de 20 % en el flujo, la velocidad del ventilador debe aumentarse en un 20 %.
SP (nuevo) = SP (anterior) x [rpm (nuevo) / rpm (anterior) ]2
Un aumento de 20% en la velocidad del ventilador da como resultado un aumento de 40% en la presión estática (SP). Esto se debe a que un aumento del 20 % en el flujo de aire a través de un sistema de conductos fijos da como resultado un aumento de 40 % en la resistencia del sistema.
HP (nuevo) = HP (anterior) x [rpm (nuevo) / rpm (anterior) ]3
El requisito de potencia, y por lo tanto, el requisito de energía, es una función de cubo del cambio en la velocidad del ventilador para que el aumento de 20% en el flujo (y por lo tanto, la velocidad) aumente el requisito de energía aproximadamente 73%, mucho dinero por solo 20% más de flujo.
Si no se arranca todo el sistema y se reemplaza a un costo mayor, ¿qué debe hacer un ingeniero de planta?
Considere tomar uno o más de los puntos de colección del sistema de ductos central e instálelos con colectores de polvo dedicados individuales. El aire se redistribuirá a través de los puntos de colección restantes, aumentando el flujo a través de los extractores restantes. Este nuevo colector dedicado será una versión más pequeña del colector central autónomo con un ventilador y dispositivo de descarga de polvo más pequeños. Si la aplicación lo permite, el colector dedicado puede ser lo suficientemente pequeño para integrarse en el gabinete del extractor como se muestra en las figuras 3 y 4, eliminando el ducto y reduciendo aún más las pérdidas de estática.
Estos pequeños colectores de polvo dedicados o integrales son tan confiables como los colectores tipo bolsa centrales más grandes y requieren mucha menos energía. En la figura 3, un colector dedicado ubicado cerca de la fuente de polvo solo requeriría aproximadamente un 20% más de energía en comparación con el 74% requerido para un colector con una mayor velocidad del ventilador. La versión integral de un colector dedicado tiene la ventaja adicional de no requerir ningún conducto, ni dispositivo de descarga de polvo, e incluso tiene menores costos de energía ya que se eliminan todas las pérdidas de conductos.
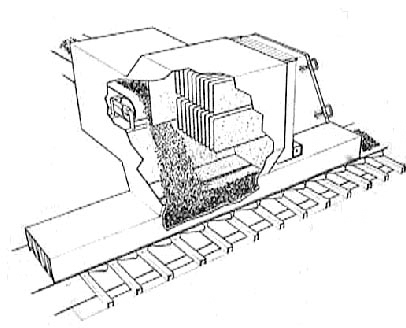 Figura 3. Colector de Polvo en la Transferencia de la Cinta
Figura 3. Colector de Polvo en la Transferencia de la Cinta
 Figura 4. Colector de Polvo en el Elevador de Cuchara
Figura 4. Colector de Polvo en el Elevador de Cuchara
Para maximizar el impacto, busque oportunidades para ubicar unidades dedicadas:
- En los puntos de generación de polvo más alejados del colector de polvo central, o
- En los puntos de generación de polvo donde el equipo de escape no está siempre en uso. Luego, el colector dedicado se puede apagar cuando el equipo de producción al cual se le está extrayendo polvo no está en uso ni produciendo polvo. (Nada ahorra más energía que un botón de APAGADO debidamente pulsado).
Medio de filtración de rendimiento
Recuerde que el ahorro de energía se obtiene al minimizar el flujo de aire y reducir la caída de presión, al mismo tiempo que se satisfacen los requisitos de la aplicación. Una forma de reducir la caída de presión es actualizar los medios de filtración en los colectores de polvo tipo tela y tipo cartucho a medios de rendimiento más nuevos. Los medios de rendimiento se dividen en cuatro categorías generales.
- Medios de filtración con tratamientos en la superficie,
- Medios de bolsa plisada,
- Medios de tecnología avanzada y
- Innovadora tecnología de configuración de medios de filtración.
Medios de filtración con tratamientos en la superficie
Los tratamientos en la superficie pueden mejorar el rendimiento de muchas formas: mayor eficiencia, disminución de la caída de presión del filtro, mayor resistencia a la humedad y la química, mejor liberación de la pasta de polvo y reducción de aglomeración, por nombrar algunos.
Existen muchos tratamientos en la superficie, algunos son mecánicos, otros son modificaciones químicas o una combinación de cada uno. El objetivo principal de los tratamientos en la superficie es retener y liberar la mayoría de las partículas en y desde la superficie de los medios. Hacerlo mantendrá el filtro limpio más tiempo, lo que dará lugar a una menor caída de presión. Estos tratamientos también se pueden usar para aumentar la resistencia a la humedad y los productos químicos y reducir los puenteos. Algunas de las superficies de medios de filtración más comunes son:
- Las bolsas de filtro estándar simples tienen un acabado de fieltro simple con una suavidad natural que se atribuye a las fibras abiertas. Estas fibras ayudan en la captura de partículas finas y mantienen la pasta de polvo. Un problema específico del polvo como proteína, almidón y cal hidratada, es que estos tipos de polvo se aglomeran fácilmente y forman una pasta de polvo dura en presencia de alta humedad.
- El acabado flameado (singed) se obtiene fundiendo las fibras de la superficie con una llama de gas para reducir la tendencia de las partículas de polvo a adherirse a la superficie. El acabado flameado por lo general ofrece una mejor liberación de la pasta de polvo y por ende, una menor caída de presión.
- El acabado glazed, también conocido como eggshell , consiste en fundir y alisar una capa microscópica de las fibras del medio de filtración para crear una superficie lisa que facilite la liberación de la capa de polvo. Esto proporciona una mejora para la liberación de la pasta de polvo y da como resultado una menor caída de presión operativa para algunos polvos muy tenaces.
- Los tratamientos con silicona ayudan a la acumulación inicial de la pasta de polvo y reducen la absorción de humedad en las fibras, lo que permite una mejor decantación del polvo sensible a la humedad y menos pérdida de presión operativa.
- Acabado químico oleofóbico, hidrofóbico y universal son todos términos que describen el fieltro que se ha sumergido en un baño de fluorocarbono, apretado y luego termofijado en fieltro. El fluorocarbono reduce la absorción de humedad y ácidos en las fibras y proporciona una superficie lisa para la liberación de la pasta de polvo. Puede aumentar la resistencia de la fibra a la hidrólisis de la humedad y el calor y aumenta la resistencia a la descomposición por ácido.
- PTFE expandido, una membrana, puede adherirse térmicamente a la superficie de los fieltros punzonados convencionales o telas tejidas. Esta membrana proporciona altas eficiencias, una mejor liberación de la pasta de polvo y un flujo de aire mejorado, todo a un costo.
Hay disponibles otros tratamientos en la superficie como la espuma acrílica, que se han desarrollado para adaptarse a los requisitos únicos de industrias y aplicaciones específicas.
Bolsas plisadas: La necesidad de poner cada vez más medios en un filtro de mangas para proporcionar un mayor flujo de aire, más el deseo de mejorar el rendimiento de eficiencia de los colectores de tubos redondos convencionales existentes, generó la invención del filtro tipo bolsa plisada. Poner filtros tipo bolsa plisada en un colector de polvo existente también puede reducir la caída de presión y, por lo tanto, ahorrar energía. El filtro tipo bolsa plisada puede ser de forma ovalada o redonda, como una bolsa convencional de 6 o 6.25 pulgadas de diámetro, excepto que el medio está plegado para proporcionar más superficie de filtración total por pie lineal de longitud de filtro.
Los filtros tipo bolsa plisada a menudo pueden duplicar, o incluso triplicar, el área total del filtro de un colector de polvo existente. Esto no significa que la capacidad del flujo de aire del colector puede triplicarse. Las bolsas plisadas normalmente funcionan a velocidades de filtración mucho más bajas que las bolsas de tela que reemplazan. Cuán menor será la velocidad de filtración depende de las características del polvo y el diseño de la carcasa del colector. El reacondicionamiento de los colectores filtro de manga existentes con bolsas plisadas ofrece una forma potencialmente rentable de reducir la caída de presión en el colector, ya que una mayor área de filtro significa una menor resistencia al flujo de aire. Los filtros de bolsas plisadas están disponibles en una amplia gama de medios. Los medios Spunbond con un tratamiento de superficie de fibras finas de alta eficiencia son bastante comunes.fib La tecnología de fibras finas mantiene el polvo en la superficie de los medios plisados, donde se expulsa fácilmente durante el ciclo de limpieza del captador. Los resultados son una menor caída de presión y menos emisiones que los medios Spunbond convencionales sin recubrimiento. Este medio está actualmente disponible tanto para bolsas redondas ovaladas como para filtros tipo cartucho convencionales.
Medios de tecnología avanzada: Estos incluyen medios de denier graduado, compuestos, hidroentrelazados y de fibras finas electrohilados. La mayoría de esta tecnología de medios no existía hace 10 años y, a menudo, se introdujeron mucho después de que se compraran, instalaran y especificaran los medios de filtración existentes. La actualización de los colectores mediante la instalación de medios de mayor rendimiento en un cambio de filtro programado puede disminuir significativamente la caída de presión operativa, aumentar la eficiencia y aumentar la vida útil del filtro.
Los medios de denier graduado están construidos con una capa de fibras de mayor diámetro en el lado del aire limpio y una capa de fibras más finas en el lado del aire sucio. Esto mejora la filtración de la superficie al tiempo que permite una menor caída de presión y una mejor limpieza por pulsos que un fieltro de fibras finas.
Los medios compuestos están construidos con dos tipos de fibra diferentes para aprovechar las características inherentes de cada uno. Uno de los materiales compuestos más comunes es una fina capa de fibras P84® en la superficie de un fieltro sintético menos costoso. P84® tiene una excelente eficiencia, liberación de la pasta de polvo y características de mayor resistencia al calor (es decir, una menor caída de presión), pero es costoso. El poliéster es una fibra económica, pero resistente. Una tela solo de P84® podría tener un costo prohibitivo si se compra solo para reducir la pérdida de presión, pero combinarla con una base de poliéster puede proporcionar una respuesta rentable para algunos problemas complejos de pérdida de presión y de calor.
El medio de fieltro hidroentrelazado es un proceso de fabricación de fieltro que utiliza chorros de agua a alta presión controlados por computadora en lugar de agujas. Los procesos de fabricación típicos para medios de filtración incorporan un proceso de punzonado que tira, entrelaza y enreda las fibras para formar un fieltro grueso. La desventaja de este proceso de punzonado mecánico es la incoherencia del espacio y tamaño de los poros de la fibra. Esta incoherencia afecta la eficiencia de filtración y la pérdida de presión permitiendo que el polvo migre a través de la estructura de poros y que las partículas de polvo se carguen en profundidad (o se alojen dentro de la profundidad del fieltro), y bloqueen el flujo de aire, causando así una pérdida de presión excesiva a través de los filtros. El fieltro hidroentrelazado tiene poros de un tamaño mucho más uniforme, lo que tiene como resultado poros más pequeños. Esto significa una reducción en la carga de profundidad y una disminución en la caída de presión.
El electrohilado es el proceso utilizado para producir medios de fibras finas, que es una capa elástica muy fina, continua y resistente de 0.2 a 0.3 micras de espesor. Los medios de fibras finas forman una red permanente en la superficie del medio que atrapa polvo, lo que permite que el medio sea más eficiente para filtrar partículas submicrónicas, y proporciona una mayor vida útil del filtro al aumentar la eficiencia de limpieza por pulsos y asegurar una menor caída de presión durante un período operativo prolongado.
El proceso de electrohilado crea un material de filtro con una mayor proporción de fibras finas y un tamaño de poro más pequeño y consistente. Esta consistencia y uniformidad crean un material de medio de filtración que carga el polvo de manera más efectiva en la superficie, lo que permite una limpieza por pulsos más eficaz y una menor caída de presión. Además, el menor tamaño de los poros:
Retarda la carga de profundidad para promover una limpieza más eficiente del filtro y
Disminuye las pérdidas de presión, lo que permite un mayor flujo de aire, mayor vida útil del filtro y menos emisiones.
Innovadora tecnología de configuración de medios
La tecnología de diseño de filtros más reciente combina las ventajas de la tecnología de fibras finas con la primera configuración de medios de este tipo. Utiliza canales ranurados en comparación con los filtros tipo bolsa o medios tipo cartucho plegados convencionales. Este diseño mejora considerablemente la eficiencia de la limpieza del filtro, y una mejor limpieza por pulsos reduce la caída de presión operativa, lo que aumenta el ahorro de energía.
Cómo obtener los ahorros con medios de rendimiento
El solo hecho de colocar el colector de polvo con medios de filtración de alto rendimiento no significará en un ahorro de energía de inmediato. ¿Por qué no? Porque la menor caída de presión proporcionada por el medio da como resultado una menor presión en la entrada del ventilador, y a menos que ajuste el rendimiento del ventilador, el ventilador simplemente moverá más aire y usará más potencia (no menos). Para comprender el potencial de ahorro de energía en los medios de rendimiento, la velocidad del ventilador debe reducirse de manera que el flujo de aire se mantenga en el flujo de diseño original.
La Figura 7 es una curva de rendimiento del ventilador que muestra la curva de presión estática (SP) y la curva de potencia al freno (bhp). Impuesta sobre estas curvas de rendimiento se encuentra una curva del sistema, que representa la resistencia de todos los componentes en el sistema de colección (extractores, ductos, colector, etc.) menos la eventual caída de presión incrementada a través del medio de filtración.
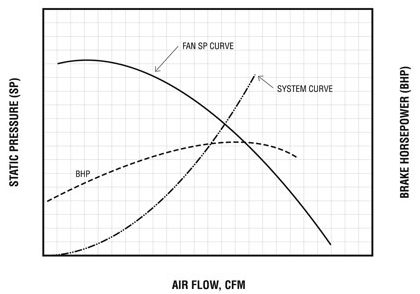 Figura 7. La diferencia entre la curva de SP del ventilador y la curva del sistema es la presión disponible para la resistencia en las mangas (∆P).
Figura 7. La diferencia entre la curva de SP del ventilador y la curva del sistema es la presión disponible para la resistencia en las mangas (∆P).
Si el flujo de aire de diseño es Q1 con un diseño ∆P1 y se instalan mangas de filtro de alto rendimiento que funcionan a una menor caída de presión ∆P2, la presión estática en la entrada del ventilador se reduce a SP1, lo que se traduce en un mayor flujo Q2 y un aumento en la potencia bhp2 en la Figura 8. Se requiere un cambio mecánico en el sistema del ventilador para devolver el flujo al flujo de diseño Q1.
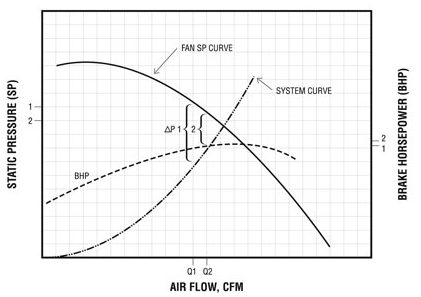 Figura 8. Cómo las mangas de alto rendimiento pueden afectar al rendimiento del sistema.
Figura 8. Cómo las mangas de alto rendimiento pueden afectar al rendimiento del sistema.
Una forma de reducir el flujo de aire al valor Q2 original es simplemente cerrar un regulador para reemplazar la resistencia estática, como se ilustra en la Figura 9. Eso reduce el flujo de aire al nivel original, pero también devuelve la bhp al nivel original. En efecto, el regulador está creando una nueva curva del sistema como se muestra en la Figura 10. Esto no logra el objetivo de reducir la energía.
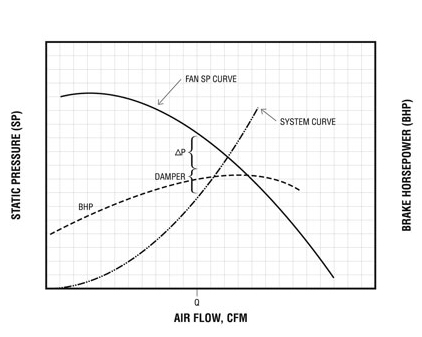 Figura 9. Efecto en la resistencia del regulador
Figura 9. Efecto en la resistencia del regulador
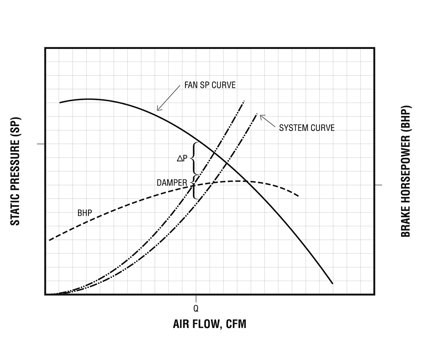 Figura 10. El regulador crea una nueva curva del sistema.
Figura 10. El regulador crea una nueva curva del sistema.
Para obtener el ahorro potencial de energía, el requisito de bhp debe reducirse, y esto requiere un cambio en la velocidad de rotación del ventilador. Las dos formas de cambiar la velocidad del ventilador son cambios en los motores de velocidad variable y cambios simples en las correas y poleas.
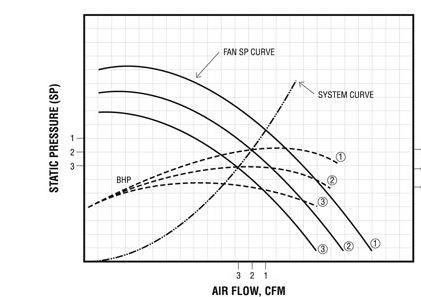 Figura 11. El efecto de la transmisión de frecuencia variable (VFD) en el ventilador.
Figura 11. El efecto de la transmisión de frecuencia variable (VFD) en el ventilador.
Si el sistema no se ha medido, no habrá disponible una curva del ventilador o el flujo del sistema es variable, probablemente la solución más eficaz sea una transmisión de frecuencia variable (VFD). Un VFD puede proporcionar un número infinito de curvas SP del ventilador y curvas de bhp correspondientes, como se muestra en la Figura 11. Con solo sintonizar la velocidad que provee el flujo deseado, puede obtener los beneficios de los cambios en la potencia al freno.
Recordemos la tercera Ley de Ventiladores: Para un sistema fijo, la bhp disminuye varía proporcionalmente con el cubo del cambio en velocidad.
- Una disminución de 5 % en la velocidad tiene como resultado un ahorro de energía de 14 % 0.953 = 0.86
- Una disminución de 10 % en la velocidad tiene como resultado un ahorro de energía de 27 % 0.903 = 0.73
- Una disminución de 12 % en la velocidad tiene como resultado un ahorro de energía de 32 % 0.883 = 0.68
La desventaja es que los VFD tienen un costo más alto que un simple cambio de correas y poleas. Para un sistema de 40 hp, un VFD autónomo puede costar entre $5,000 y $5,500 y para su instalación se requiere que dos electricistas trabajen medio día, una cantidad que aún puede lograr un retorno satisfactorio en muchas situaciones.
Para un sistema fijo sin requisitos de variación en el flujo de aire, basta con un simple cambio de correa y polea en el motor del ventilador. El cambio en la velocidad devuelve el flujo al valor Q1 original y reduce el requisito de potencia de bhp 1 a bhp 2, como se muestra en la Figura 12. El cambio de la velocidad fija proporciona un 100% de recuperación de energía y es económico. Para el sistema de ejemplo con un motor de 40 hp, el costo es de aproximadamente $300 y requerirá que dos hombres de mantenimiento trabajen aproximadamente medio día en su instalación.
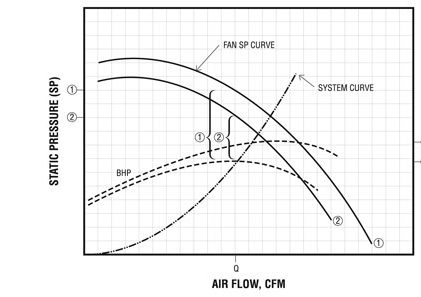 Figura 12. Efecto del cambio de correas y poleas.
Figura 12. Efecto del cambio de correas y poleas.
Historial de caso
Una planta grande de manejo de granos y procesamiento de semillas para aceite, en el sur de EE. UU., tenía 35 colectores de polvo con filtro tipo bolsa, equipados con filtros de tela. Bajo presión para reducir el costo de la energía, y después de extensas investigaciones sobre los medios de filtración de rendimiento, se tomó la decisión de adaptar un colector con medios de filtración hidroentrelazados. La intención era que los nuevos medios redujeran la pérdida de presión en todo el colector en 2” wg, y el ahorro de energía resultante con los 35 colectores equipados con estos medios sería significativo.
La Figura 13 muestra los datos del análisis. El flujo de aire se estableció en 12,900 cfm. La caída de presión del fieltro punzonado fue de 5 pulgadas wg y las mangas de filtro hidroentrelazadas se estabilizaron a 3 pulgadas wg. El ventilador era un ventilador con aspas radiales con una eficiencia de 63%. Se utilizó una eficiencia de transmisión/motor eléctrico de 90%. La planta funciona las 24 horas del día, los 7 días de la semana, 51 semanas al año. Su coste eléctrico era de 0,09 dólares por kW hora.
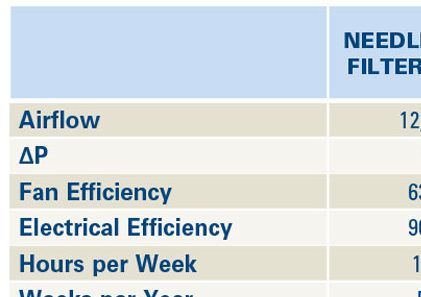 Figura 13. Datos de pruebas in situ de Dura-Life.
Figura 13. Datos de pruebas in situ de Dura-Life.
Además de estabilizarse a una menor caída de presión, los elementos de filtro hidroentrelazados también tenían el doble de vida útil. Cuando el gerente de planta calculó todo (los ahorros de mano de obra por menos cambios de filtros, el costo incremental del cambio del motor y el aumento en los costos de las mangas de filtro), el tiempo de amortización fue solo de 3.8 meses.
Simplemente al comprar e instalar los filtros tipo bolsa hidroentrelazados e instalar nuevas poleas para una menor velocidad, la planta determinó que podrían ahorrar más de $77,000 al año si los 35 colectores de polvo se reacondicionaban.
Resumen
El aire tiene peso, y se usa una cantidad considerable de energía para mover el aire dentro de los sistemas de ventilación industrial. Para minimizar el costo de la energía y, por lo tanto, reducir el costo del producto, se debe ejercer un buen criterio de ingeniería al diseñar nuevos sistemas y sistemas alternativos. Para los sistemas existentes, busque productos alternativos como bolsas con acabados de filtros mejorados, medios de rendimiento avanzados y/o una configuración de medios de filtración innovadores con el objetivo de reducir la pérdida de presión en el sistema. Todas estas posibles soluciones pueden representar un costo inicial más alto, pero cuando se considera el ahorro de energía, cualquiera puede proporcionar ahorros generales a largo plazo.
¹ Energy Information Administration, DOE/EIA - 0384, June 2007, The National Energy to Electricity Balance for 2006 (Administración de Información Energética, DOE/EIA-0384, junio del 2007, Balance nacional de energía a electricidad para el 2006).
² Orador, Bart van de Velde, Rockwell Automation, Presentación en la Donaldson International Technical Conference (Conferencia técnica internacional de Donaldson), noviembre del 2007, Lovaina, Bélgica.
³ Buffalo Forge Co., Fan Engineering, 8ª Edición, 1983.
⁴ Air Movement and Controls Association, Inc., Publicación de AMCA 201-90, Ventiladores y sistemas.
5 Costo de conductos, Brian McAlpine, Nordfab Co Inc.
