Biblioteca de artículos técnicos
Filtrar por
Grupo de productos

Filtración de aire industrial
ISO 16890: La norma mundial para la filtración de aire

Filtración de aire industrial
6 cosas que debe tener en cuenta antes de comprar un colector de humos de soldadura ambiental

Filtración de aire industrial
Cuándo plantearse el paso a IoT industrial

Filtración de aire industrial
Mi colector de polvo tiene una fuga
Filtración de aire industrial
Fabricantes de baterías para vehículos eléctricos y recogida de polvo

Filtración de aire industrial
Más allá de los gastos en capital: dominio del costo total de propiedad del colector de polvo

Filtración de aire industrial
Polvo de metales combustibles: Tres puntos que conviene saber

Filtración de aire industrial
Qué buscar en un sistema de extracción de humos de soldadura

Filtración de aire industrial
Ahorrar dinero en los filtros mediante el mantenimiento de los dispositivos de descarga del colector de polvo

Filtración de aire industrial
¿Puede un colector de polvo solucionar la exposición al sílice?

Filtración de aire industrial
Opinión de las partes interesadas: Esencial para un análisis eficaz de los riesgos del polvo

Filtración de aire industrial
Reduzca las costosas interrupciones de línea con un colector de polvo conectado

Filtración de aire industrial
6 consejos para mantener correctamente su colector de polvo

Filtración de aire industrial
Mitigación de polvo combustible en las industrias alimentaria y agrícola

Filtración de aire industrial
Control eficiente de los colectores de polvo por aspersión térmica

Filtración de aire industrial
Mitigación del polvo combustible en las instalaciones de fabricación de alimentos

Filtración de aire industrial
Libere el potencial de rendimiento de los filtros tipo bolsa: Cinco razones para utilizar filtros tipo bolsa hidroentrelazados

Filtración de aire industrial
Cinco ideas equivocadas sobre el polvo combustible

Filtración de aire industrial
Peligros del polvo metálico: concienciación y seguridad

Filtración de aire industrial
Mejores prácticas en el diseño de campanas de colectores de polvo

Filtración de aire industrial
Cómo medir el tamaño de los ductos para los sistemas de colección de polvo

Filtración de aire industrial
8 consejos para planificar y ejecutar proyectos de captación de polvo

Filtración de aire industrial
3 cosas que un colector de polvo conectado puede decir a los responsables de salud y seguridad medioambientales

Filtración de aire industrial
Mitigación de los riesgos del polvo combustible en el procesamiento de polvos
Filtración de aire industrial
3 maneras de reducir el consumo de energía de su colector de polvo

Filtración de aire industrial
Obtenga un rendimiento óptimo de su colector de humos de soldadura

Filtración de aire industrial
4 prioridades de la fábrica que puede abordar un colector de polvo inteligente

Filtración de aire industrial
Las tres “E” de la administración de rendimiento del control de polvo: Exposición, Eficiencia y Emisiones

Filtración de aire industrial
Control del polvo en elevadores de granos y terminales

Filtración de aire industrial
Dónde empezar: Adopción de IoT industrial en su planta

Filtración de aire industrial
Gestión de riesgos de la neblina de fluidos

Filtración de aire industrial
¿Qué son los extractores de humos de soldadura y cuáles son sus ventajas?

Filtración de aire industrial
Medios filtrantes en bolsas y los cartuchos: Ahorre energía con tecnología avanzada

Filtración de aire industrial
¿Qué es un colector de polvo tipo Baghouse?

Filtración de aire industrial
5 formas de gestionar los costes de los colectores de polvo y de los informes sobre medio ambiente, salud y seguridad

Filtración de aire industrial
¿Qué tamaño de colector de polvo necesito?

Filtración de aire industrial
Recolección de polvo en gigafábricas

Filtración de aire industrial
¿Qué es el Internet de las cosas (IoT) y cómo puede ayudar a la filtración?

Filtración de aire industrial
Elaboración de una lista de verificación exhaustiva para sistemas de gestión para el cumplimiento del capítulo 8 de la norma NFPA 652 en los análisis de riesgos de polvo

Filtración de aire industrial
Las 5 métricas del colector de polvo conectado que pueden facilitar su trabajo

Filtración de aire industrial
El caso de los filtros horizontales en los colectores de cartucho de polvo

Filtración de aire industrial
Inicio de un análisis de los peligros del polvo y reducción del riesgo de polvo combustible en el procesamiento químico

Filtración de aire industrial
Prácticas recomendadas de limpieza del colector de neblina

Filtración de aire industrial
Donaldson Torit® fomenta la innovación en filtros a través de la tecnología

Filtración de aire industrial
Aclaramos el misterio del IoT industrial

Filtración de aire industrial
Mantenimiento basado en condiciones: Tres motivos por los cuales utilizar nuestra solución de seguimiento conectado para sus colectores de polvo

Filtración de aire industrial
Mejore su programa de mantenimiento con supervisión y servicio del colector de polvo

Filtración de aire industrial
Haga el mantenimiento del colector de polvo envejecido con la supervisión conectada

Filtración para motores y equipos
La creciente amenaza de la contaminación por partículas duras en los motores diésel modernos

Filtración para motores y equipos
¿Qué hacen realmente los filtros hidráulicos?

Filtración para motores y equipos
La importancia del combustible limpio

Filtración para motores y equipos
Mantenimiento de flotas más inteligente con Filter Minder™ Connect

Filtración para motores y equipos
Mantenga limpio su sistema hidráulico: Consejos útiles para el mantenimiento de mangueras

Filtración para motores y equipos
Filtros enroscables para líquidos de motor: Instalación y mantenimiento sin complicaciones

Filtración para motores y equipos
Reducción del costo total de propiedad para los sectores de minería, agregados y energía

Filtración para motores y equipos
¿Cómo se puede reducir la contaminación del sistema hidráulico?

Filtración para motores y equipos
Superación de los desafíos del agua en el combustible diésel

Filtración para motores y equipos
Obstrucción del filtro de combustible: Cómo detectarlo y qué puede hacer al respecto

Filtración para motores y equipos
Cómo evitar los aditivos de combustible incompatibles y la contaminación con glicerina

Filtración para motores y equipos
Las pequeñas mejoras en la filtración de aire suponen un gran ahorro para su flota.

Filtración para motores y equipos
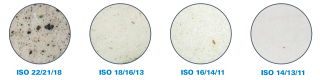
Conozca los códigos de limpieza ISO

Filtración para motores y equipos
Filter Minder™ Connect: dé voz a su flota

Filtración para motores y equipos
Preguntas frecuentes sobre el combustible diésel

Filtración para motores y equipos
Manejo del diésel sucio: Proteger los motores de tiempo de inactividad costoso

Filtración para motores y equipos
Por qué los filtros de seguridad son importantes para la protección del motor

Filtración para motores y equipos
Proteja su combustible diésel y evite costosas fallas de los inyectores

Filtración para motores y equipos
Cómo evitar problemas de calidad del combustible en el almacenamiento de diésel a granel
Filtración para motores y equipos
La amenaza oculta del combustible diésel: la contaminación
Filtración para motores y equipos
Contaminantes comunes del combustible y cómo mantenerlos alejados del motor

Filtración para motores y equipos
Comprensión de la contaminación hidráulica en los equipos modernos

Filtración para motores y equipos
Técnicas de muestreo adecuadas para combustible y aceite

Filtración para motores y equipos
Donaldson® expande el sistema Filter Minder™ Connect para impulsar un mantenimiento más inteligente de las flotas

Filtración para motores y equipos
Bacterias microbianas en el combustible diésel: Qué necesita saber

Filtración para motores y equipos
Cómo mantener el buen funcionamiento de los motores diésel modernos en climas fríos

Ventajas de la tecnología de venteo

Filtración por membranas
3 factores a tener en cuenta al especificar una solución de venteo

Filtración por membranas
Ventajas del PEM compuesto reforzado con ePTFE en pilas de combustible
Filtración por membranas
Los nuevos respiraderos para baterías de hoy están diseñados para los desafíos del mañana

Filtración por membranas
Mantener las luces al aire libre encendidas con respiraderos de última generación

Filtración por membranas
5 consideraciones de diseño a la hora de seleccionar una solución de venteo de baterías optimizada

Filtración por membranas
Protección de los componentes del tren motriz: Avances en venteo
Gases industriales y filtración de procesos
¿Por qué los filtros de aire estéril se deben clasificar a 0,2 micrones?

Gases industriales y filtración de procesos
Garantía de filtración eficaz y ahorro de energía

Sistemas de ingeniería
Capacidades de prueba y tecnología de filtración

Gases industriales y filtración de procesos
Captura y purificación de CO2: Por qué es importante la filtración

Gases industriales y filtración de procesos
Por qué son importantes el aire y el gas comprimidos purificados en la producción de vidrio

Sistemas de ingeniería
Los sistemas de filtración de transmisión son más que simples filtros

Sistemas de ingeniería
El principal enemigo del combustible es que esté completamente mojado

Gases industriales y filtración de procesos
Planificación de HACCP: guía para gestionar los riesgos de contaminación en servicios públicos

Gases industriales y filtración de procesos
Filtros de vapor: Tres ocasiones en las que el acero inoxidable es mejor opción

Sistemas de ingeniería
¿Preconfigurado o personalizado? Cómo elegir el sistema de admisión de aire adecuado

Gases industriales y filtración de procesos
Filtrado de contaminantes para cumplir la normativa cervecera

Gases industriales y filtración de procesos
El aire seco mantiene los colectores de polvo al máximo rendimiento

Gases industriales y filtración de procesos
Preguntas frecuentes – Filtración de procesos

Filtración para motores y equipos
Amplíe la vida del filtro de aire con el prefiltro adecuado

Sistemas de ingeniería
Los filtros optimizan la función del sistema hidráulico

Gases industriales y filtración de procesos
Tecnología mejorada de filtración de líquidos

Gases industriales y filtración de procesos
Tres consejos para filtrar el aire comprimido

Gases industriales y filtración de procesos
Protección de la materia prima de fermentación en su operación de proteínas alternativas

Gases industriales y filtración de procesos
Proteja su planta de bebidas no alcohólicas de la contaminación

Gases industriales y filtración de procesos
Evite el tiempo de inactividad en la producción de agua embotellada con las soluciones de filtración de Donaldson

Sistemas de ingeniería
Bajo presión: Filtración de flujo cíclico

Gases industriales y filtración de procesos
Intervalos de sustitución de filtros: 4 razones por las que son importantes

Gases industriales y filtración de procesos
Humedad: Un contaminante misterioso – Cómo filtrarla y por qué

Sistemas de ingeniería
5 Steps to Choosing a Standard Air Cleaner

Gases industriales y filtración de procesos
Programa de reemplazo recomendado: Mantenimiento preventivo

Filtración de aire industrial
Adquisición estratégica de Torit por Donaldson: Un catalizador para la tecnología de filtración industrial

Filtración de aire industrial
5 maneras en que el controlador de pulsos Contura simplifica la gestión del colector de polvo
Sistemas de ingeniería
Control de transmisión: Tenemos filtración

Gases industriales y filtración de procesos
Solución de problemas de filtración en cervecerías: Explicación de los fallos de los filtros trampa

Gases industriales y filtración de procesos
Aire comprimido limpio y seco en el punto de uso

Gases industriales y filtración de procesos
Qué filtrar en la producción de alimentos para mascotas

Filtración para motores y equipos
Combinación de datos para una gestión más inteligente y eficiente de flotas

Sistemas de ingeniería
¿Cuál es la función del filtro primario y secundario en su sistema de combustible?
Gases industriales y filtración de procesos
6 razones por las que los secadores desecantes son la opción más inteligente para el tratamiento del aire comprimido

Gases industriales y filtración de procesos
Aire comprimido a dos presiones en la producción de vidrio

Sistemas de ingeniería
La importancia de la filtración de lubricante

Filtración en compresores
El uso de energía en compresores de aire se beneficia de la eficiencia de tres filtros

Sistemas de ingeniería
Nuevas normas de ensayo Alpha para evaluar los filtros hidráulicos

Sistemas de ingeniería
Filtración estratégica de circuitos hidráulicos

Gases industriales y filtración de procesos
Personalice su programa de cambio de filtros

Filtración para turbinas de gas
Los tres pilares de filtración de turbinas a gas: Clasificación de prioridades de rendimiento

Gases industriales y filtración de procesos
Reducir la costosa acumulación de biopelículas en las membranas de ósmosis inversa

Sistemas de ingeniería
La evolución de la filtración de combustible

Gases industriales y filtración de procesos
Cómo cumplir la norma de aire comprimido de SQF

Sistemas de ingeniería
Tecnología de celdas de combustible de hidrógeno

Gases industriales y filtración de procesos
Áreas para Filtrar en un Proceso Farmacéutico

Gases industriales y filtración de procesos
Cómo evitar la degradación del sabor en los productos de agua mineral natural

Gases industriales y filtración de procesos
Aspectos básicos de los filtros para productores de alimentos y de bebidas

Filtración para motores y equipos
6 tipos comunes de contaminación del fluido hidráulico y cómo prevenirlos

Filtración de aire industrial
Aplicación de un Estándar de prueba para Comparar colectores de polvo Industriales

Filtración para motores y equipos
Prácticas recomendadas para el mantenimiento del aceite hidráulico

Filtración para motores y equipos
Comparación entre la filtración de lubricante de flujo total y la filtración de lubricante de derivación
Gases industriales y filtración de procesos
Nuevas oportunidades de mercado para el CO2 de gran pureza

Filtración de aire industrial
Ajustar los reguladores del ventilador del colector de polvo para ahorrar tiempo y dinero

Reemplazo de filtros hidráulicos: Cosas que debe saber

Filtración para motores y equipos
6 cosas que debe saber sobre su fluido hidráulico

Filtración para motores y equipos
¿Cómo evitar que ingrese agua en su sistema de admisión de aire?
Gases industriales y filtración de procesos
El papel de las carcasas y los elementos filtrantes en la filtración fiable de aire comprimido y gases

Sistemas de ingeniería
Un nuevo concepto de depósito hidráulico

Filtración de aire industrial
¿Reparar o sustituir el colector de polvo?

Gases industriales y filtración de procesos
Cómo aprovechar la tecnología de filtración para aumentar el ahorro de energía en su planta
Filtración para motores y equipos
Protección de motores diésel en climas fríos: qué necesita saber

Gases industriales y filtración de procesos
Aire estéril: qué es y cuál es su importancia

Filtración para motores y equipos
La degradación del combustible a lo largo del tiempo

Filtración de aire industrial
Domine el polvo pegajoso: Soluciones eficaces para el control del polvo en la producción de alimentos para mascotas

Filtración para motores y equipos
Diésel sucio: Una amenaza oculta para los motores modernos

Filtración para turbinas de gas
Las investigaciones demuestran que los filtros de turbinas de gas Donaldson siguen superando los estándares de la industria

Filtración de aire industrial
Tecnología de Medio Dura-Life™

Filtración para motores y equipos
Cómo entender las clasificaciones Beta en filtros para líquidos

Gases industriales y filtración de procesos
Proteja su sistema de la humedad este verano

Filtración para turbinas de gas
Sistema de retención de filtros Quick Lock Yoke: elimina la derivación de las turbinas de gas y proporciona más potencia

Filtración de aire industrial
Conozca los riesgos de los humos de soldadura

Gases industriales y filtración de procesos
Lista de comprobación de aire estéril para procesadores de fermentación

Filtración de aire industrial
Cinco cosas que debe tener en cuenta al comprar un colector tipo baghouse

Gases industriales y filtración de procesos
Cómo evitar la descomposición de productos almacenados

Filtración de aire industrial
Mantén Estéril el Sistema de Recuperación de tu Producto

Gases industriales y filtración de procesos
Cómo cumplir la normativa 3-A para la producción de vapor culinario

Gases industriales y filtración de procesos
Tres factores de filtración en plantas de procesamiento libres de lactosa

Gases industriales y filtración de procesos
Hidrógeno verde: Cómo contribuyen las soluciones eficientes de filtración a la producción de energía limpia

Filtración por membranas
Protección de conjuntos de batería con venteo de doble etapa

Gases industriales y filtración de procesos
Una Tecnología de Filtración que Ahorra Energía

Gases industriales y filtración de procesos
Requisitos sanitarios 3-A – ¿Mi filtro cumple con la norma?

Gases industriales y filtración de procesos
La importancia de la experiencia en el procesamiento de alimentos y bebidas

Gases industriales y filtración de procesos
Purificación certificada del aire respirable para aplicaciones industriales y médicas

Gases industriales y filtración de procesos
Mejoras en la calidad del aire comprimido

Filtración por membranas
Elementos, ingeniería y experiencia: Los tres conceptos clave para ventilar correctamente un módulo de accionamiento eléctrico

Filtración para motores y equipos
Prácticas recomendadas para mantener limpio el combustible diésel: proteja el combustible, los equipos y tus ganancias.

Filtración de aire industrial
Ventajas y desventajas de los cartuchos de filtro plisados con recubrimiento previo

Filtración de aire industrial
Ventajas de cambiar todos los filtros de colectores de polvo

Filtración de aire industrial
Recolección de polvos de la industria farmacéutica

Filtración de aire industrial
Ventajas económicas de la captación de polvo en el punto de uso en aplicaciones de pozos de descarga

Filtración de aire industrial
Estrategias rentables para la ubicación del colector de polvo

Filtración de aire industrial
Reducir los costos energéticos asociados a los ventiladores industriales

Filtración de aire industrial
Presión diferencial: Qué Es y Por Qué Debe Tenerlo en Cuenta

Filtración de aire industrial
Mantenimiento preventivo del sistema de recolección de polvo Cinco consejos para que su proceso funcione sin problemas

Filtración de aire industrial
Aire de escape del colector de polvo: 3 Razones para Prestar Atención

Filtración de aire industrial
Cómo elegir el colector de polvo correcto para sistemas que manejan carbón

Filtración para motores y equipos
Cinco datos sobre la calidad del combustible y la filtración

Filtración para motores y equipos
El agua es el enemigo oculto de los motores diésel

Gases industriales y filtración de procesos
Diseño de filtración para cumplimiento normativo del aire comprimido estéril y el vapor culinario

Gases industriales y filtración de procesos
Prevención de contaminación de aire húmedo en el procesamiento de alimentos y bebidas

Gases industriales y filtración de procesos
Filtración para Proteínas Vegetales Fermentadas
Filtración de aire industrial
colección de neblina: Principios y Aplicaciones

Filtración de aire industrial
Tipos de filtros de colector de polvo industriales

Filtración de aire industrial
Tecnología de Medio de Filtración Ultra-Web®
Filtración de aire industrial
Optimización de la tecnología de limpieza de filtro del colector de polvo

Filtración de aire industrial
Aplicaciones láser y plasma: Selección de un sistema de recolección de polvo

Filtración de aire industrial
Flujo de aire insuficiente en las campanas

Filtración de aire industrial
Cómo Usar las Clasificaciones de MERV para determinar la eficacia de los colectores de polvo Industriales

Filtración de aire industrial
Reducción de los tiempos de inactividad y pérdida de producción en operaciones con filtros de mangas

Filtración de aire industrial
Piense Dos Veces Antes de Limpiar en Húmedo o en Seco sus Filtros de Colectores de Polvo

Filtración de aire industrial
Optimización del flujo de aire en sistemas de captación de polvo, neblina y humo

Filtración de aire industrial
Bolsas plisadas: Una Solución para la colección de Polvo con filtros tipo bolsa

Filtración de aire industrial
El núcleo de la recogida de polvo: Comprender el diseño de los ventiladores

Filtración de aire industrial
Filtros de Bolsa Plisada: Soluciones de Problemas para las Industrias de Grano, Alimentos y Semillas

Filtración de aire industrial
Optimización de la colección de Polvo en la industria alimentaria

Filtración de aire industrial
Reducción de la acumulación de polvo en las Tolvas del colector de polvo

Filtración de aire industrial
Conocer las velocidades de transporte para ahorrar en recolección de polvo

Filtración de aire industrial
Solución de problemas de sistemas de limpieza bajo demanda de los colectores de polvo

Filtración de aire industrial
Gestión del aire comprimido para colectores de polvo Industriales

Filtración de aire industrial
Cromo hexavalente: qué necesita saber

Sistemas de ingeniería
Estrategias de filtración de lubricante

Sistemas de ingeniería
Diseño, prueba y fabricación de sistemas de escape y emisiones

Filtración de aire industrial
Cinco motivos por los que vale la pena adquirir un filtro de capa de rendimiento de fibras finas

Sistemas de ingeniería
Los diseños de los sistemas de postratamiento evolucionarán para cumplir los requisitos de los clientes y de emisiones

Gases industriales y filtración de procesos
Prolongue la vida útil del filtro final con la experiencia en filtración de Donaldson para bodegas

Gases industriales y filtración de procesos
Soluciones de filtración para la producción de hard seltzer

Filtración de aire industrial
Seis Cosas que Debe Tener en Cuenta Cuando Vaya a Comprar un Colector de Polvo

Filtración de aire industrial
5 cosas que debe saber sobre los medios filtrantes para la captación de polvo

Gases industriales y filtración de procesos
6 factores que no se tienen en cuenta al elegir un secador de aire comprimido

Filtración de aire industrial
Tecnología de Medios Filtrantes PowerCore®

Filtración de aire industrial
Cómo abordar la complejidad de la resolución de problemas en colectores de polvo industriales

Filtración de aire industrial
Recolección de polvo de corte térmico: equilibrio de las variables

Filtración de aire industrial
Maquinado húmedo: Control de la calidad del aire mediante la colección eficiente del humo

Filtración de aire industrial
Diseño de extractor para recolección de polvo por aspersión térmica

Gases industriales y filtración de procesos
Hoja de ruta de eficiencia operativa en la fabricación de bebidas

Filtración de aire industrial
Diseño del sistema de colección de neblina

Gases industriales y filtración de procesos
Soluciones avanzadas para aire y gas comprimidos sin aceite

Gases industriales y filtración de procesos
Aire comprimido limpio y fiable: Comprender las etapas clave de la filtración

Gases industriales y filtración de procesos
ISO 8573-1: ¿Cumple la norma o sólo la adivina?

3 razones para reemplazar su secador de aire

Filtración para motores y equipos
Válvulas Vacuator™: Una pieza pequeña con un impacto enorme

Filtración para motores y equipos
¿Cuándo cambiar el filtro de aire?: Por qué la restricción es más importante que la apariencia

Filtración de aire industrial
colección en fuente y ambiente: Soluciones para la captura de humos de soldadura
