
El corte por plasma y láser son procesos básicos de fabricación de metal flexible. No obstante, producen partículas extremadamente finas que pueden presentar una variedad de riesgos perjudiciales para la maquinaria y los empleados.
Los cortes térmicos crean partículas que deben ser filtradas. El material que se quita durante los cortes produce escoria, humo y partículas finas generadas por la temperatura. La escoria cae típicamente a la parte inferior del suelo de la mesa, mientras que el humo y las partículas finas se elevan sobre las piezas de trabajo, a menos que el flujo de aire descendente adecuado, generado por el sistema de colección de polvo, supere el aumento térmico. Las partículas pueden variar según el tamaño, de submicrones a decenas de micrones, y para controlarlas es necesario seleccionar e instalar correctamente un sistema de filtración.
El diseño de los sistemas de recolección de polvo depende tanto del ambiente de corte como de los parámetros del proceso. Una mesa de plasma grande tiene diferentes requisitos de flujo de aire que una mesa para máquina de láser pequeña. El corte por plasma produce diferentes variedades de tamaño de partículas que el corte por láser. Incluso las funciones relacionadas, como los sistemas automatizados de carga de material, afectan los diseños del sistema debido al aumento del tiempo de corte. Estas influyen en los requisitos de diseño tanto como el tipo de material y el grosor, las anchuras del corte y la anidación de las piezas.
En esencia, un sistema de colección de polvo bien diseñado debería transformar todo el espacio de trabajo de corte en un sistema eficaz de captura de emanaciones.
Diseño para la seguridad
Una adecuada colección de polvo es fundamental por razones ambientales y operativas. En los últimos años, la OSHA redujo considerablemente los límites de exposición aceptables de muchos polvos, incluidos el manganeso y también el cromo hexavalente de cortes de metales ricos en cromo como el acero inoxidable. La EPA continúa concentrándose no solo en la reducción de partículas de 2.5 micrones y más pequeñas, sino también en otros compuestos metálicos que incluyen cadmio, cromo, plomo, manganeso y níquel, todos ellos producidos en una variedad de operaciones de fabricación y acabado de metales.
El aire que se utiliza para el control de los humos y contaminantes del corte térmico puede contener chispas calientes. Si no se eliminan las chispas, pueden ser transportadas al combustible potencial en todo el sistema de colección de polvo. Por lo tanto, el control de las fuentes de ignición es fundamental para evitar el daño y la interrupción que crea el fuego. Además, si el aire filtrado vuelve a la zona de producción, los filtros secundarios pueden confirmar el rendimiento operativo de los filtros primarios, a fin de garantizar que el aire que vuelve sea limpio y seguro.
Los talleres también deben considerar los riesgos de la captura de partículas de diferentes materiales cuando es posible que sean incompatibles. Esto puede incluir, por ejemplo, partículas de diferentes metales en las que los metales y los óxidos metálicos pueden representar el potencial para una reacción aluminotérmica. Los riesgos de combustión influyen en la disposición de los sistemas de filtro y las decisiones relacionadas con el diseño. La Asociación Nacional de Protección contra el Fuego (NFPA) publica varios estándares que se pueden aplicar para ayudar a mitigar los numerosos riesgos asociados con los polvos de metales combustibles.
El extractor
Una colección de polvo eficaz comienza con extractores que capturen y controlen correctamente las partículas. El rendimiento del sistema se limita a lo que puede lograr el extractor. La compra del colector de polvo más costoso y la instalación de filtros de alta eficiencia no aumentarán la eficiencia general más allá del 50% si el extractor captura solo la mitad del polvo y los humos.
Cuando se realiza un corte térmico, la mesa de corte actúa como el extractor primario. El extractor debe mantener un flujo de aire constante para capturar los contaminantes. Si no lo hace, el polvo y los humos se escapan.
Cargas de superficie en comparación con cargas de profundidad
El área de las fibras, no el área de los filtros, es la clave para una filtración eficaz. Por ende, el diseño del filtro debe incluir numerosas fibras pequeñas para incrementar significativamente la superficie de las fibras.
Un medio filtrante convencional, mejorado con una capa de fibras finas, ofrece un rendimiento superior en la captura de partículas finas producidas durante el corte térmico. Esta capa de fibras finas aumenta drásticamente la eficacia del medio filtrante cuando se trabaja con partículas generadas térmicamente. Las fibras finas también impiden que las partículas finas se incrusten profundamente en las fibras del filtro, lo que obliga a las partículas a acumularse en la superficie del medio filtrante (consulte la figura 1). Esto crea un filtro de carga de superficie extremadamente eficaz.
 Figura 1. Esta muestra un medio de filtración de fibras finas que cubre el sustrato. Impide que las partículas penetren profundamente en el filtro y facilitando la limpieza por pulsos para extender la vida útil del filtro.
Figura 1. Esta muestra un medio de filtración de fibras finas que cubre el sustrato. Impide que las partículas penetren profundamente en el filtro y facilitando la limpieza por pulsos para extender la vida útil del filtro.
La carga de superficie muestra sus beneficios cuando realiza una limpieza por pulsos del filtro. La mayoría de los colectores de polvo que se limpian por pulsos incorporan un colector de aire comprimido y la disposición de válvula de diafragma. Cuando se activa una válvula de solenoide piloto, la válvula de diafragma permite que el aire comprimido salga del múltiple como un "pulso", lo que obliga a las partículas a salir de la superficie del filtro. La limpieza por pulsos eficaz desprende el polvo del medio filtrante y lo dirige a un contenedor fuera del medio de filtración y dentro de un contenedor de almacenamiento.
Los filtros de carga de superficie detienen las partículas en la superficie del medio en la que se expulsan fácilmente; de este modo, se extiende la vida útil del filtro y se reduce el consumo de energía (consulte la figura 2). Si las partículas no se detienen en la superficie, los filtros se cargan en profundidad, lo que permite que los humos ingresen a la profundidad del medio. Resulta muy difícil, si no imposible, que la limpieza por pulsos descargue estas partículas cargadas en profundidad. A su vez, esto acorta la vida útil del filtro y aumenta el consumo de energía.
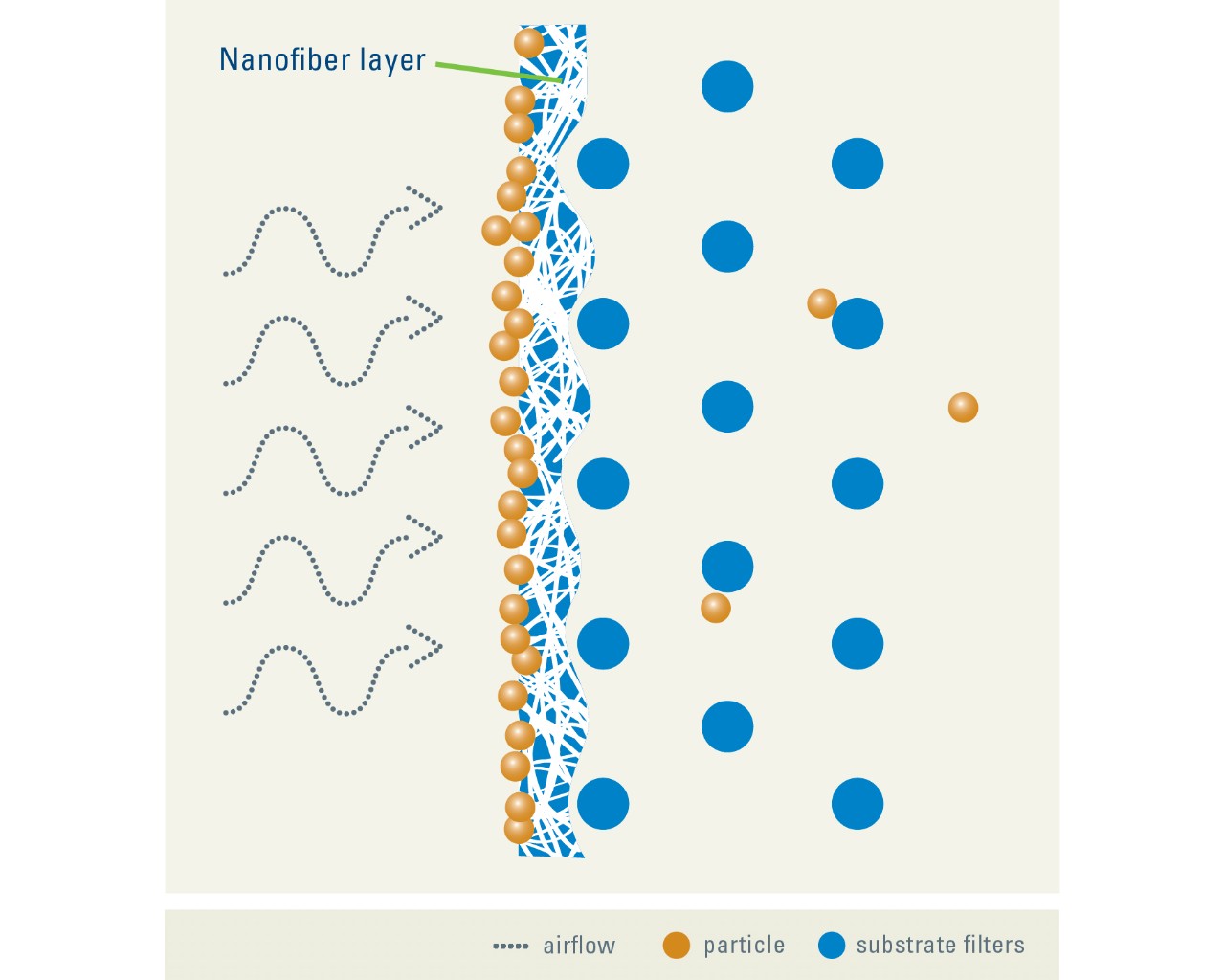 Figura 2. El medio de carga superficial permite realizar una limpieza del filtro más eficaz.
Figura 2. El medio de carga superficial permite realizar una limpieza del filtro más eficaz.

Carga de polvo
La cantidad de polvo producido por una aplicación o su carga de polvo influye en el tamaño del colector necesario a medida que una carga de polvo más elevada aumenta la carga de trabajo de un colector de polvo. Durante un período de tiempo determinado, el corte por láser puede producir menor cantidad de polvo que el corte por plasma. Si bien el flujo de aire necesario para capturar los humos de un corte por láser y el proceso de plasma pueden ser idénticos, es posible que los tamaños de los colectores de polvo difieran debido a las diferentes cargas de polvo.
Una carga de polvo más baja de un corte por láser podría sugerir menos carga de trabajo del colector, pero el tamaño de las partículas también cumple una función. Las partículas de polvo del filtro que son más pequeñas tienden a endurecerse conjuntamente con espacios vacíos más pequeños entre las partículas, lo que a su vez aumenta la presión necesaria para extraer el aire a través de la capa de polvo. Si esto no se tiene en cuenta, un colector de polvo puede consumir más energía y necesitar limpieza con mayor frecuencia.
Carga térmica
Todos los sistemas de colección de polvo tienen límites de temperatura, y cualquier aumento de la carga térmica puede requerir una construcción diferente. En algunas circunstancias, es posible que el aire más frío deba purgarse dentro del sistema para mantener la temperatura total del aire dentro de los límites de funcionamiento del colector.
La carga térmica y el diseño del extractor también difieren entre los procesos. El oxicorte, por ejemplo, genera cargas de polvo relativamente bajas, pero produce calor significativo. Se debe tener en cuenta esta carga térmica adicional al seleccionar los materiales de construcción del colector de polvo, particularmente los filtros. Por lo general, los cortes por plasma y láser generan una carga térmica más baja, pero producen cargas de polvo más pesadas.
El diseño de la mesa también puede afectar la carga térmica. Por ejemplo, las líneas de corte estructurales pueden usar un soplete de plasma para cortar vigas o placas, con chispas y metal fundido que se evacúan a través de una ranura estrecha debajo de la zona de corte. Esto generará cargas térmicas mayores que las mesas tradicionales de corte de corriente de aire descendente del área abierta.
Factores de automatización
La automatización también cambia las consideraciones sobre el tamaño del colector. En los cortes manuales, los operadores sacan las piezas de una mesa y luego cargan hojas nuevas. Durante este tiempo de inactividad, un colector de polvo puede "ponerse al día" con la limpieza por pulsos bajo condiciones de carga pesadas.
El manejo automatizado de materiales cambia las hojas terminadas en minutos, por lo que el corte y la eliminación de las piezas ocurren al mismo tiempo. Esta función aumenta la productividad del taller, pero hace que la colección de polvo sea más desafiante, ya que el colector está expuesto a un tiempo de corte más prolongado y tiene menos tiempo para "recuperarse". Dicha automatización a menudo conduce a mayores cargas de polvo y de emanaciones, por lo que un colector de polvo debería tener el tamaño adecuado para adaptarse a esas cargas.
Estabilización de la presión
Para capturar eficazmente emanaciones o humos y polvo de un proceso de corte, un ventilador hace pasar el aire más allá de la pieza de trabajo descendente a través de la mesa de corte para crear un patrón de flujo de aire (consulte la Figura 3). El ventilador proporciona la energía para superar la turbulencia y las pérdidas por fricción a medida que el aire se mueve desde la zona de corte, a través de los ductos, el colector, el medio de filtración y a través de la pasta de polvo.
Un sistema de colección de polvo correctamente diseñado debe mantener constantemente el volumen de aire necesario (pie cúbico por minuto o CFM). Demasiado aire acortará la vida útil del filtro, y muy poco aire reducirá la eficiencia de captura del sistema. La energía necesaria para superar la resistencia en el sistema o la presión estática cambia con el tiempo a medida que los filtros se ensucian.
Los valores de la presión estática a menudo se expresan en pulgadas de columna de agua, las cuales son meras fracciones de una libra por pulgada cuadrada: alrededor de 27.7 pulgadas de agua equivalen aproximadamente a 1 PSI. Un filtro nuevo y limpio comienza con muy poca resistencia de flujo de aire, a menudo menos de una pulgada, pero con el tiempo la acumulación de polvo en los filtros aumenta la resistencia a varias pulgadas. Los filtros deben reemplazarse a medida que la resistencia comienza a superar un punto determinado. En muchos casos, este punto puede ser de cinco o seis pulgadas, pero en otros casos se considera que los filtros no están tapados hasta que su resistencia alcanza niveles mucho más altos.
Para extender la vida operativa del medio de filtración, un colector de polvo moderno usa filtros que se limpian por pulsos. Este reacondicionamiento periódico les permite a estos sistemas funcionar continuamente sin el reemplazo continuo de los filtros.
Volumen de aire y diseño del sistema
Durante un funcionamiento normal, un colector de polvo logra una condición estabilizada en la que los filtros tienen una resistencia relativamente uniforme de unas pulgadas más que cuando son nuevos, debido a una "torta de filtración" que se forma en la superficie del medio. Con el tiempo, cierto grado de carga de profundidad y otras acciones taparán gradualmente el medio aumentando lentamente la resistencia. Finalmente, resultará más rentable reemplazar los filtros que intentar un funcionamiento continuado a energías más altas del ventilador.
Para asegurar un rendimiento eficaz en toda la vida útil de los filtros, los ventiladores generalmente tienen el tamaño correspondiente para brindar el volumen de aire deseado en la caída de presión "obstruida" de los filtros, es decir, la condición de caída de presión más alta o "terminal".
A fin de asegurar una vida operativa óptima de los filtros, un colector de polvo debe tener un volumen de aire controlado para evita extraer aire en exceso a través del sistema. Por lo tanto, los sistemas de colección de polvo a menudo incorporan un regulador al ventilador para ajustar los cambios de resistencia en los filtros a medida que se tapan. El cierre parcial del regulador garantiza que el ventilador solo tire el volumen de aire deseado cuando los filtros tienen relativamente poca resistencia. Sin embargo, los reguladores no son la única manera de controlar el flujo de aire, los motores de velocidad ajustable permiten que la velocidad del ventilador y, por lo tanto, el rendimiento, se ajusten no solo para controlar el flujo de aire sino también para permitir ahorros de energía.
Cuanto mayor sea el volumen de aire necesario para controlar el polvo y los humos del corte, más grande será el sistema de colección de polvo. Como consecuencia, muchos sistemas de corte grandes se compartimentarán o zonificarán. Este enfoque requiere flujo de aire solo en el espacio debajo del lecho de corte, lo que genera un volumen de aire más pequeño y, por ende, un sistema de recolección de polvo más compacto.
En otras situaciones, la pieza que se corta puede tener aberturas existentes que creen la necesidad de extraer el aire adicional, y los colectores de polvo deben diseñarse teniendo en cuenta este requisito de capacidad adicional. El aumento de la capacidad del colector en este caso garantiza que el sistema mantenga la velocidad necesaria de corriente de aire descendente en todas las aberturas para una eficaz evacuación del polvo.
Por último, el ventilador del colector debe generar flujo de aire suficiente a través de la mesa de corte para crear las velocidades de corriente de aire descendente necesarias para la captura de las crecientes emanaciones. La velocidad del aire típicamente necesita alcanzar de 150 a 250 CFM para controlar los humos eficazmente, pero este requisito puede aumentar según el diseño y el tamaño de la mesa y el proceso de corte.
Desempeño del sistema
Muchas variables influyen en el desempeño del sistema de control de polvo durante el corte térmico, y un sistema bien diseñado, incluidos los ductos, el ventilador y el medio de filtración, debe tener en cuenta todas las variables y todos los elementos. Cuando está bien diseñado, el sistema debe mantener una velocidad constante de flujo de aire descendente para evacuar eficazmente el polvo a través de una variedad de condiciones de corte operativo y de filtro.
El resultado final:
Diseñar e integrar un sistema de colección de polvo eficaz para corte térmico no es un ejercicio universal. Tener en cuenta todos los factores mencionados ayudará a garantizar que un taller obtenga el máximo provecho de su sistema de recolección de polvo.
Este artículo apareció por primera vez en The Fabricator, en abril de 2012.
