
Le aziende di lavorazione dei metalli utilizzano i collettori di nebbie sulle proprie macchine utensili per contribuire a fornire aria pulita al fine di ridurre gli effetti negativi dell'esposizione ai fluidi nella lavorazione dei metalli, rispettare gli standard di qualità dell'aria interna, abbassare i costi di manutenzione, ridurre i costi di pulizia e migliorare la qualità dei pezzi. Sebbene i vantaggi della raccolta di nebbie siano molti, le scelte relative alle attrezzature specifiche di raccolta possono creare confusione. Il presente articolo esaminerà i diversi tipi di collettori di nebbie in base ai principi di progettazione fondamentali per la separazione delle goccioline di nebbie da un flusso d'aria. I punti da trattare sono i seguenti:
- Definizione di nebbie e fumi
- Efficienza visibile
- Caratteristiche di prestazione
- Funzionamento di base dei diversi tipi di collettori di nebbie
- Ottimizzazione dei filtri
- Misurare l'efficienza del collettore

Nebbie e fumi
La nebbia può generalmente essere definita come una gocciolina liquida pari a 20 micron di diametro o meno. Il presente articolo è principalmente incentrato sulle applicazioni che utilizzano lubrificanti a base di olio e idrosolubili oltre che liquidi di raffreddamento. Tali lubrificanti e liquidi di raffreddamento vengono impiegati in molte applicazioni tra cui il taglio e la formatura dei metalli, la molatura, il lavaggio delle parti e altro ancora. Ad esempio, le operazioni di fresatura e tornitura che utilizzano fluidi idrosolubili di lavorazione dei metalli producono generalmente goccioline di nebbie che vanno da 2 a 20 micron. Le medesime operazioni che utilizzano fluidi a base di olio in genere producono goccioline di nebbie che vanno da 0,5 a 10 micron.
Solitamente, i fumi sono materiali molto più piccoli, da 0,07 a 1 micron di diametro, e possono essere un aerosol solido o liquido che proviene da una combustione incompleta o dalla condensazione di un vapore sovrasaturo¹. Talvolta vengono denominati nebbie termogenerate o fumi oleosi. Le applicazioni comuni che generano fumi sono lo stampaggio a freddo, la lavorazione di metalli duri con olio puro, l'utilizzo di serbatoi di olio lubrificante su generatori di grandi dimensioni e il trattamento termico.
Efficienza visibile
Alcuni produttori credono che se non riescono a vedere le nebbie, queste non siano presenti. Questo punto di vista non tiene conto del danno che le nebbie submicroniche possono arrecare all'ambiente di produzione in termini di esposizione del personale, manutenzione e pulizia e rispetto della qualità dell'aria interna o delle norme sulle emissioni. Infatti l'occhio umano non può percepire le singole goccioline inferiori a 40 micron, ma ci sono prove sostanziali che, in molte operazioni di lavorazione dei metalli, sono presenti goccioline di nebbie più piccole. Potresti non essere in grado di vederle, ma puoi sentirne l'odore!
Caratteristiche di prestazione
La principale funzione di un collettore di nebbie è quella di rimuovere le goccioline di nebbie e fumi dal flusso d'aria filtrato. Per svolgere tale compito, un collettore deve sottoporre a coalescenza le piccole gocce con quelle più grandi e poi scaricare il liquido di raffreddamento raccolto dai filtri prima che si tappino.
Le prestazioni di un collettore di nebbie possono essere caratterizzate da tre proprietà misurabili:
- Caduta di pressione: La caduta di pressione operativa del collettore è importante nel contesto dell'equazione dei costi energetici. Perdite di pressione più elevate comportano più energia per far passare il flusso d'aria richiesto attraverso il collettore.
- Efficienza: L'efficienza del collettore nella rimozione di goccioline di nebbie e fumi dal flusso d'aria è importante poiché determina la purezza dell'aria in uscita dal collettore e viene in genere dispersa nell'ambiente interno. Ecco il motivo per installare un collettore di nebbia: per purificare l'aria. L'efficienza è il parametro principale per conoscere la purezza dell'aria in uscita dal collettore.
- Portata: La portata del collettore è importante poiché determina quanta aria verrà purificata. Se la portata è troppo bassa, allora meno aria carica di nebbie o fumi verrà estratta dal collettore e non verrà catturata dal sistema destinato a tale scopo. Se la portata è troppo elevata, l'energia viene sprecata quando l'aria in eccesso viene aspirata attraverso il collettore. È inoltre auspicabile una portata costante del flusso d'aria per mantenere un'efficienza di cattura uniforme delle goccioline.
Oltre alla progettazione di base del collettore, esistono diverse proprietà relative alle nebbie che influiscono sulle prestazioni di un collettore di nebbie:
- Concentrazione delle nebbie: la quantità di nebbia contenuta in un volume d'aria varia ampiamente da un'applicazione all'altra. Nei test sul campo, si sono riscontrate concentrazioni di nebbia misurate a partire da appena 3 mg/m³ e fino a un massimo di 37 mg/m³. È probabile che le applicazioni reali abbiano una gamma ancora più ampia di concentrazioni di nebbia. I limiti OSHA per i fluidi dalla lavorazione dei metalli aerodispersi variano, da 5 mg/m³ (esposizione di 8 ore) per l'olio minerale, a 15 mg/m³ (esposizione di 8 ore) per altri liquidi di raffreddamento. I limiti raccomandati dal NIOSH sono inferiori, fino a 0,4 mg/m³.² In un ambiente di lavoro generico, le concentrazioni di particelle tendono generalmente a stabilirsi tra 0,02 e 0,03 mg/m³, quindi considerevolmente inferiori rispetto alle concentrazioni di nebbie in prossimità delle operazioni di lavorazione dei metalli.
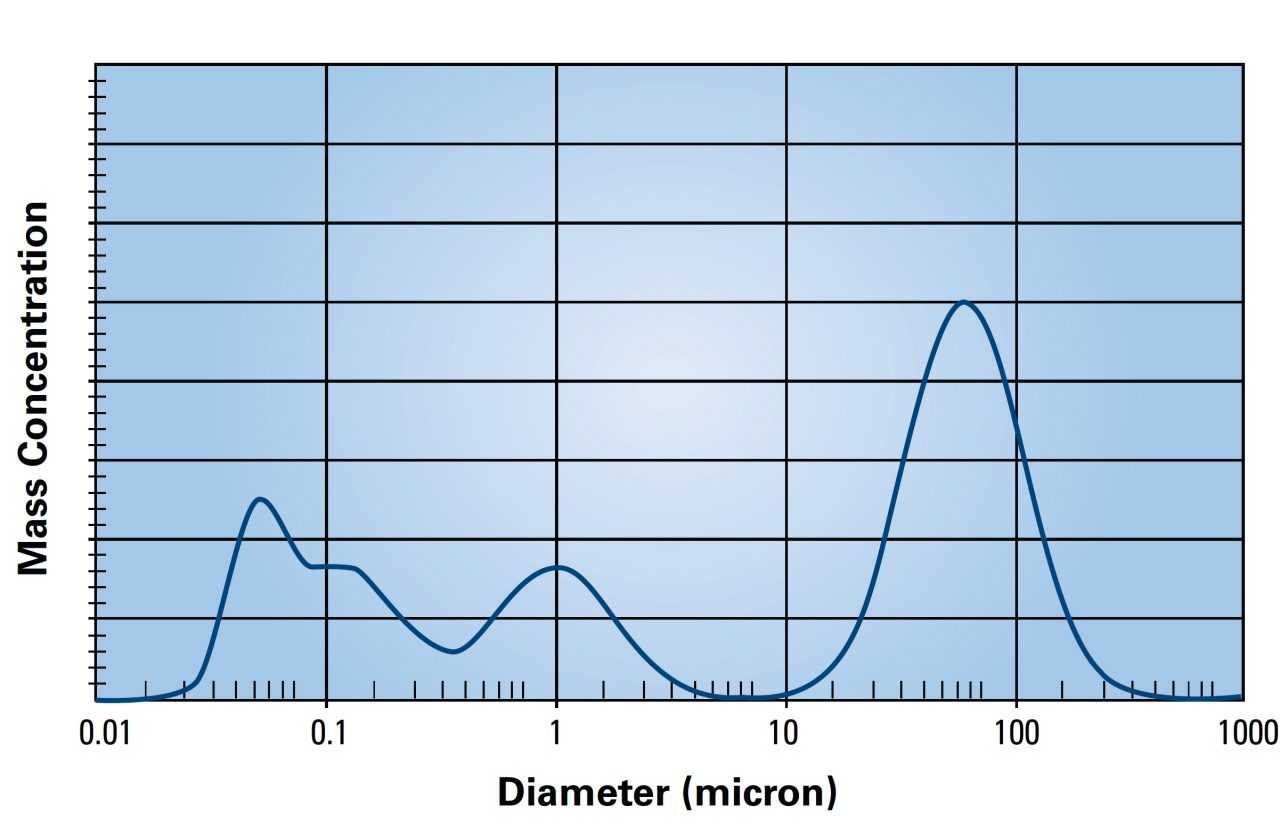 Figura 1 - Distribuzione ipotetica delle dimensioni delle goccioline di fumi e nebbie raccolte dalle operazioni di lavorazione dei metalli.
Figura 1 - Distribuzione ipotetica delle dimensioni delle goccioline di fumi e nebbie raccolte dalle operazioni di lavorazione dei metalli.
- Temperatura della nebbia: la condensa può verificarsi quando la nebbia ad alta temperatura si raffredda, il che può influire sulla dimensione delle goccioline e sui mezzi di raccolta. Per i liquidi di raffreddamento a base d'acqua, l'acqua evapora a temperature più elevate e a livelli di umidità relativa inferiori, creando così goccioline più piccole. I limiti di temperatura operativa dei setti filtranti sono altrettanto importanti da considerare quando si seleziona una tecnologia di raccolta di nebbie o fumi.
- Tipo di nebbia: diversi tipi di goccioline di nebbia avranno proprietà superficiali di tensione e viscosità diverse che influiscono sulla capacità di un collettore di nebbie di sottoporre a coalescenza e drenare la nebbia.
- Distribuzione della dimensione delle goccioline di nebbia: in generale è più facile catturare goccioline di dimensioni maggiori, ma anche queste ultime possono contribuire in modo significativo alla massa complessiva del liquido contenuto nelle nebbie che alla fine deve essere drenato dal collettore. La Figura 1 mostra un'ipotetica distribuzione delle dimensioni delle goccioline di nebbie e fumi.
- Inclusioni: se la nebbia è pulita, non contiene particelle secche e dobbiamo solo preoccuparci della coalescenza e del drenaggio del liquido. Tuttavia, una nebbia sporca conterrà anche una frazione di particelle secche (trucioli) che devono essere separate dal flusso d'aria.
Funzionamento di base dei diversi tipi di collettori di nebbie
Le goccioline di nebbia possono essere catturate in diversi modi.
Precipitazione elettrostatica
I precipitatori elettrostatici funzionano aspirando l'aria carica di nebbia attraverso uno ionizzatore che conferisce a ciascuna gocciolina una carica positiva o negativa. Le goccioline vengono quindi catturate da celle di raccolta che utilizzano un'alta tensione alternata e piastre a terra per spingere/tirare le goccioline cariche sulla piastra. Le goccioline vengono sottoposte a coalescenza sulle piastre e vengono drenate dal collettore. Quando sono nuovi e completamente puliti, i precipitatori elettrostatici presentano numerosi vantaggi, tra cui l'assenza di filtri da sostituire, un consumo di energia relativamente ridotto e un'alta efficienza. Tuttavia, tali strumenti vengono utilizzati poco a causa dei loro requisiti di manutenzione molto difficoltosi e frequenti. Le parti all'interno di un precipitatore elettrostatico devono essere mantenute meticolosamente pulite per assicurare l'efficienza della carica e della cattura delle goccioline. Anche con una manutenzione regolare, possono presentarsi ulteriori difficoltà. Qualsiasi danno alle piastre caricate nella cella di raccolta può provocare archi elettrici. Analogamente, le applicazioni in cui vi sono polveri metalliche, frammenti o trucioli raccolti insieme alle goccioline di nebbia possono provocare archi elettrici all'interno del precipitatore elettrostatico. Infine, i precipitatori elettrostatici generano ozono, che è un inquinante dell'aria interna e un noto elemento irritante.
Separazione inerziale
I collettori che si affidano principalmente alla separazione inerziale operano nel seguente modo per separare le goccioline trasportate in un flusso d'aria. Man mano che il flusso d'aria viene deviato attorno a una superficie, le goccioline sono in movimento e proseguono la loro traiettoria incidendo sulla superficie e infine si uniscono ad altre goccioline, finendo per essere drenate. Sebbene esistano molti tipi e stili diversi di separazione inerziale, presentano tutti degli elementi in comune. Innanzitutto, i separatori inerziali possono funzionare senza un meccanismo di filtrazione a barriera e, in genere, non hanno filtri primari eventualmente da cambiare. Tuttavia, in genere richiedono una manutenzione abbastanza regolare per eliminare qualsiasi contaminazione dai componenti. Inoltre, la separazione inerziale è più efficace sulle gocce grandi poiché la cattura delle goccioline dipende dal fatto che queste ultime NON seguano il flusso d'aria. Le gocce più grandi hanno più massa, sono più dinamiche e hanno una maggiore tendenza a colpire la superficie di cattura. I separatori inerziali sono tendenzialmente poco efficaci per goccioline di diametro inferiore a 1-2 micron. Infine, per i separatori inerziali elettrici a rotazione, la materia solida può accumularsi e rimanere bloccata nelle parti rotanti, il che alla fine porterà a una condizione di sbilanciamento che trasmette vibrazioni alla macchina utensile e che può influenzare le tolleranze sulle parti lavorate.
Setto filtrante
I collettori che utilizzano setti filtranti fibrosi si basano su quattro meccanismi filtranti per rimuovere le goccioline di nebbie e fumi da un flusso d'aria (vedi figura 2):
La vagliatura è il meccanismo di filtrazione predominante che raccoglie goccioline più grandi, superiori a 10 micron. Tale processo si verifica quando la gocciolina è fisicamente troppo grande per passare tra due o più fibre. La vagliatura è ciò che impedisce a un insetto volante di passare attraverso la zanzariera di una finestra. Quando la gocciolina entra in contatto con una fibra, aderisce alla superficie, viene sottoposta a coalescenza insieme ad altre goccioline e viene drenata dal collettore.
L'impatto inerziale è il meccanismo di filtrazione che raccoglie goccioline che misurano un micron e oltre. Tale processo si verifica quando il flusso d'aria viene spostato dalla fibra del setto filtrante mentre la gocciolina prosegue sulla sua traiettoria originale in virtù della sua massa.
L'intercettazione è il meccanismo di filtrazione che raccoglie prevalentemente goccioline da 0,1 a 1 micron. Tale fenomeno si verifica quando una gocciolina segue un flusso d'aria ma si avvicina comunque abbastanza a una fibra per aderirvi.
La diffusione è il meccanismo di filtrazione che raccoglie prevalentemente goccioline molto sottili, di dimensioni inferiori a 0,1 micron. Poiché le goccioline sono così piccole, vengono influenzate da forze molecolari presenti nel flusso d'aria, che causano il movimento delle goccioline nella stessa direzione generale del flusso d'aria, pur muovendosi indipendentemente da quest'ultimo.
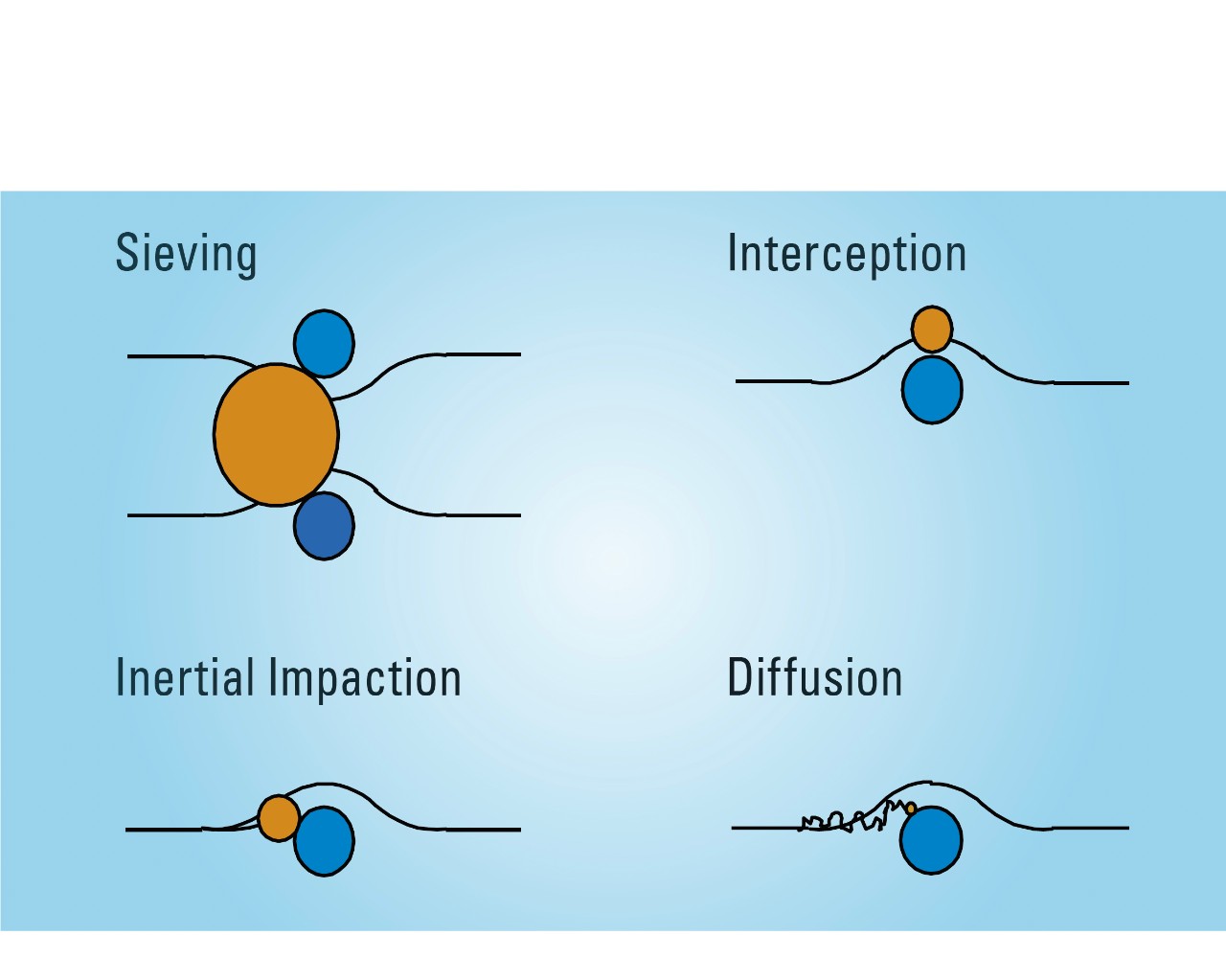 Figura 2 - Meccanismi di filtrazione
Figura 2 - Meccanismi di filtrazione
Una volta che le goccioline aderiscono alle fibre nel setto filtrante, vengono sottoposte a coalescenza insieme ad altre goccioline sulle fibre. Quando la gocciolina sottoposta a coalescenza è abbastanza grande, la forza di gravità la spingerà verso il basso lungo la fibra dove viene drenata. Uno dei maggiori compromessi nella filtrazione delle nebbie è bilanciare la necessità di drenare le goccioline con quella di ottenere un'efficienza elevata. Maggiori efficienze di filtrazione possono essere ottenute attraverso l'uso di fibre più piccole. Tuttavia, le fibre più piccole richiedono resine per preservare la coesione dei setti e tali resine impediscono al liquido sottoposto a coalescenza di drenare efficacemente (vedi figura 3). I setti filtranti costituiti da fibre piccole tendono a tapparsi facilmente con il liquido catturato, ad esempio utilizzando un filtro HEPA senza alcuna pre-separazione (Figura 4). Quando i setti filtranti sono realizzati con fibre di grandi dimensioni, le caratteristiche di drenaggio vengono notevolmente migliorate, ma la capacità dei setti filtranti di catturare le goccioline di nebbie (specialmente quelle più piccole) viene gravemente compromessa.
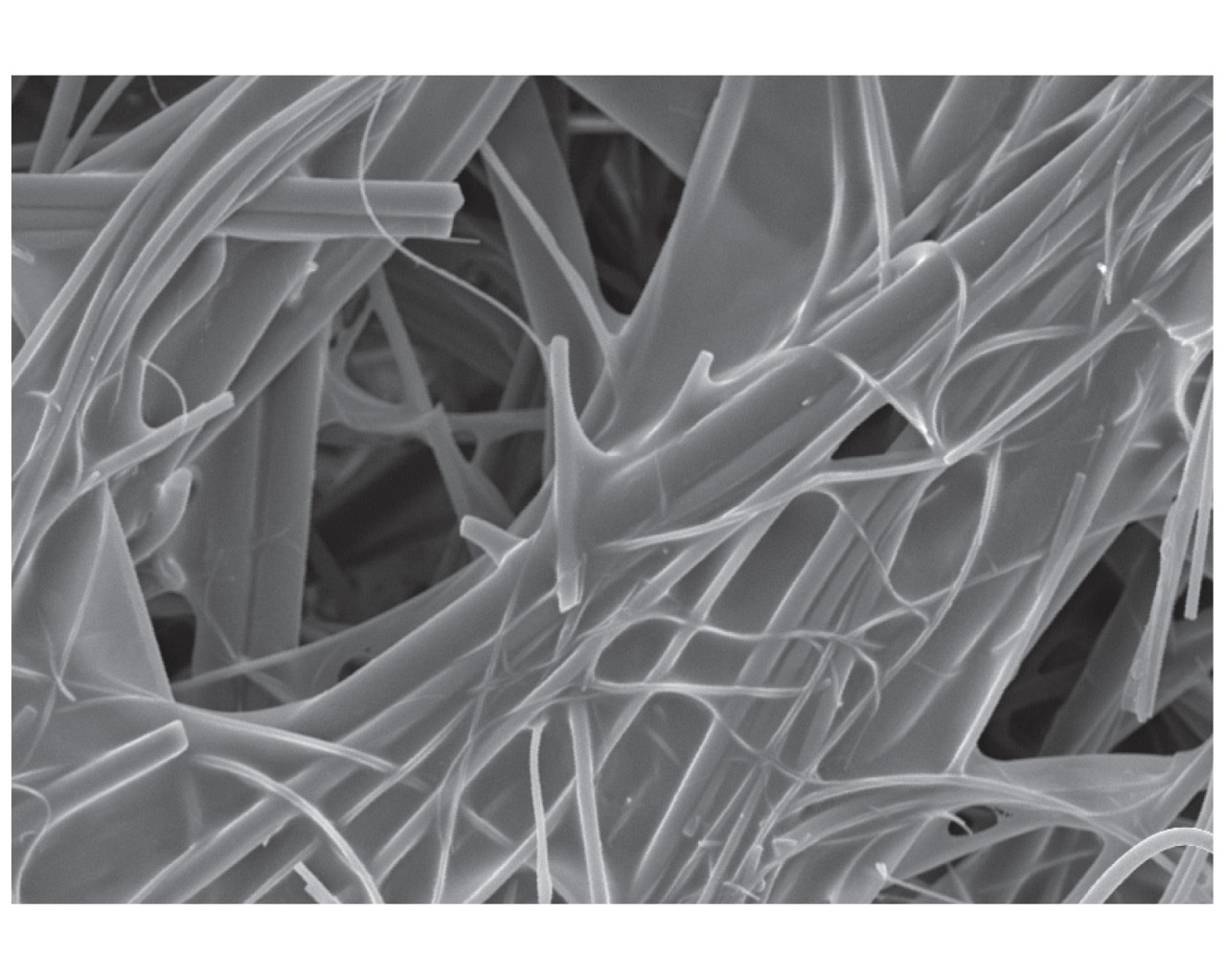 Figura 3 - L'immagine SEM del setto filtrante in poliestere/vetro ingrandita 500 volte mostra una "trama" di resina tra le fibre.
Figura 3 - L'immagine SEM del setto filtrante in poliestere/vetro ingrandita 500 volte mostra una "trama" di resina tra le fibre.
Alcuni collettori con setti filtranti fibrosi utilizzano supporti polivalenti nei filtri a maniche. Questi filtri non contengono molta resina, quindi drenano efficacemente e presentano un'efficienza abbastanza buona. Tuttavia, la loro struttura non è molto stabile. Nel tempo, le fibre nel setto filtrante collasseranno tra loro, portando a un aumento nella caduta di pressione, a una riduzione del flusso d'aria e a una riduzione dell'efficienza di filtrazione.
Ottimizzazione dei filtri
Un modo per aiutare a raggiungere i livelli di efficienza elevata desiderati e di drenaggio efficace è quello di utilizzare una struttura a strati. Molti collettori di nebbie hanno uno strato di prefiltro, che comprende fibre, reti o vagli generalmente di grandi dimensioni che catturano le goccioline più grandi e consentono di drenarle facilmente. Uno strato primario o secondario cattura la maggior parte delle goccioline rimanenti con un setto filtrante ad alta efficienza, ma mantiene comunque buone caratteristiche di drenaggio. Un filtro finale è generalmente classificato come filtro HEPA (efficienza del 99,97% su particelle da 0,3 micron) o DOP (efficienza al 95% su particelle da 0,3 micron). Tali filtri hanno un'alta efficienza e quindi rimuovono la stragrande maggioranza delle goccioline che li raggiungono; tuttavia, drenano male e hanno la tendenza a ostruire un collettore mal progettato. In un collettore ben progettato, il prefiltro cattura la grande massa di grandi goccioline e le drena efficacemente. Dopodiché, il filtro primario cattura la maggior parte delle goccioline rimanenti ma sperimenta un minor carico poiché il prefiltro ha già catturato buona parte della massa totale. Infine, il filtro finale subirà un carico di goccioline molto basso ma avrà un'alta efficienza. Se uno di questi strati funziona male, l'intero collettore non funzionerà bene.
Un modo più coerente per raggiungere un'elevata efficienza e un drenaggio necessario è attraverso l'uso di una tecnologia dei filtri specificamente progettata per affrontare le problematiche di filtrazione nella raccolta delle nebbie.
Il setto filtrante Donaldson Synteq XP™ è una miscela ingegnerizzata di fibre piccole e grandi con un sistema di legame brevettato privo di resina. La progettazione di tale setto filtrante consente al filtro primario di funzionare al suo massimo potenziale. Il setto filtrante Synteq XP offre prestazioni di livello superiore grazie al sistema di legame brevettato che fonde termicamente la superficie delle fibre leganti con le fibre circostanti in micro-vetro. Questo tipo di legame assicura una struttura porosa stabile per prestazioni ottimali e una durata di vita utile prolungata poiché nessuna resina ostruisce i pori. Successivamente le fibre di piccole dimensioni possono aumentare l'efficienza senza necessitare di un sistema di resina che comprometterebbe un buon drenaggio. Le fibre di grandi dimensioni possono comunque fornire il supporto complessivo alla struttura preservando le proprietà dei canali di drenaggio per ottenere prestazioni superiori.
Misurare l'efficienza del collettore
Un altro punto interessante in merito alla raccolta di nebbie con setti filtranti è che le caratteristiche della caduta di pressione sono molto diverse rispetto ai collettori di particelle secche. Le particelle secche contenute in un collettore statico (non pulente) vengono catturate sui filtri, causando un sostanziale aumento della caduta di pressione che aumenta man mano che il collettore è in funzionamento. In sostanza, le nuove particelle secche devono passare attraverso una torta di particelle secche precedentemente catturate. La polvere catturata serve ad aumentare l'efficienza delle particelle del collettore.
Nella filtrazione delle nebbie, la caduta di pressione aumenterà modestamente man mano che il materiale diventerà saturo di liquido. Tuttavia, in genere l'efficienza subisce un lieve calo mentre il collettore continua a funzionare. Il motivo alla base di tale calo di efficienza è la struttura dei pori creata dai setti filtranti fibrosi in un filtro per nebbie. Quando il liquido viene catturato e sottoposto a coalescenza, i piccoli pori si riempiono o si ostruiscono con il liquido. Ai restanti pori più grandi spetta tutto il processo di filtrazione, il che provoca due fenomeni:
- un aumento della velocità dell'aria attraverso i pori restanti e un conseguente aumento della caduta di pressione, e
- un aumento della velocità dell'aria attraverso i pori più grandi rimanenti, che sono meno efficienti nel catturare goccioline submicroniche. Si osserva quindi un'evidente riduzione dell'efficienza del filtro.
Che cosa implica ciò per l'acquirente di un collettore di nebbie? Se l'efficienza del collettore dichiarata viene fornita per un nuovo filtro, sarà maggiore dell'efficienza raggiunta nell'applicazione effettiva. L'unica efficienza effettiva e rappresentativa è quella misurata con delle nebbie per un periodo di tempo.
Conclusione
La selezione di una tecnologia di raccolta delle nebbie può essere un compito complicato. Tuttavia, comprendendo le differenze e i compromessi tra le tecnologie fondamentali di raccolta di nebbie e fumi e abbinando le caratteristiche e gli obiettivi del vostro impianto, è possibile trovare una soluzione adeguata.
1 Aerosol Measurement, 2a edizione, Baron & Willeke, 2001.
2 Fluidi di lavorazione dei metalli
