
Dłuższa żywotność filtra. Oszczędzanie energii. Oszczędzanie pieniędzy.
Optymalizacja sterowania przepływem powietrza w kolektorze pyłu, mgły i dymów zapewnia istotne korzyści, w tym wydłużony okres eksploatacji filtra, większą oszczędność energii i oszczędność kosztów ogólnych. Ponadto w wielu zastosowaniach prawidłowy przepływ powietrza w odpylaczu ma kluczowe znaczenie dla jakości. Zbyt duży przepływ powietrza podczas spawania stali nierdzewnej może odciągać gaz osłonowy od spoin, obniżając jakość spoin, natomiast zbyt mały przepływ powietrza może narazić operatorów na niebezpieczne związki, takie jak sześciowartościowy chrom.
W zastosowaniach związanych z przetwarzaniem materiałów, w których problemem może być palny pył, prawidłowy przepływ powietrza ma szczególne znaczenie, ponieważ zbyt duży przepływ powietrza może wyciągać cenny produkt z procesu do strumienia odpadów, a zbyt mały przepływ powietrza może umożliwiać ucieczkę pyłu z procesu i potencjalnie zwiększać zagrożenia związane z palnym pyłem w obiekcie.
Wpływ przepływu powietrza na żywotność filtra jest często pomijany podczas pracy, ale może być znaczący przy pierwszym montażu filtrów. Pod względem operacyjnym niski ciśnieniowy opór początkowy nowych filtrów może skutkować zwiększonym przepływem przez system, co może nie stanowić problemu podczas pracy, ale może radykalnie skrócić całkowity okres eksploatacji filtrów (często o ponad połowę). Strategia sterowania przepływem powietrza w celu utrzymywania projektowego przepływu powietrza spowoduje przedłużenie całkowitej żywotności filtra.
Oszczędności energii i kosztów ogólnych różnią się w zależności od strategii sterowania przepływem powietrza i zostały przedstawione w kolejnych omówieniach.
Tradycyjnym sposobem sterowania przepływem powietrza jest ręczna regulacja przepustnicy wylotowej wentylatora kolektora. Może to być skuteczny sposób sterowania przepływem powietrza, jeżeli jest wykonywany prawidłowo i często dostosowywany, ponieważ warunki w systemie zmieniają się w czasie. Niestety nie wszyscy operatorzy wiedzą, jak prawidłowo wyregulować przepustnicę wylotową, w związku z czym nie jest niczym niezwykłym, że zakład stwierdza krótszą żywotność filtra, pogorszoną jakość produktu, a tym samym zwiększone koszty utrzymania i eksploatacji.

Alternatywne podejścia do optymalizacji sterowania przepływem powietrza obejmują:
- Zastosowanie łopatkowego tłumika wlotowego
- Modyfikacja wentylatora poprzez wymianę kół pasowych
- Zastosowanie cyfrowego układu sterowania z napędem o zmiennej częstotliwości (VFD)
Poniżej przedstawiono argumenty za i przeciw dla każdego rozwiązania:
Łopatkowy tłumik wlotowy
Łopatkowy tłumik wlotowy może zapewnić oszczędność energii poprzez wstępne zawirowanie powietrza wpływającego do wentylatora, dzięki czemu wentylator nie pracuje tak ciężko. Opcja ta zapewnia pewne oszczędności mocy i energii przy stosunkowo niskim koszcie kapitałowym. Wadą łopatkowego tłumika wlotowego jest stała konieczność ręcznej regulacji, ponieważ warunki w systemie zmieniają się w czasie i występuje potencjalne wymaganie konserwacji tłumika.
Modyfikacja wentylatora poprzez wymianę kół pasowych silnika i/lub wentylatora
Inną opcją sterowania przepływem powietrza jest rzeczywista modyfikacja prędkości obrotowej wentylatora poprzez zamontowanie nowych kół pasowych silnika i/lub wentylatora. Niższa prędkość obrotowa wentylatora zmniejsza moc hamowania, oszczędzając koszty operacyjne. Modyfikacja ta może być opłacalna, jednak regulacja prędkości wentylatora w szerokim zakresie warunków nie jest łatwa. Ponadto zazwyczaj wiąże się to z ciągłym używaniem przepustnicy w celu dokładnego dostrajania przepływu powietrza, ponieważ warunki w systemie zmieniają się w czasie.
Strategia wymiany kół pasowych nie jest niczym niezwykłym, ponieważ zwykle przy projektowaniu układu stosuje się czynniki zachowawcze umożliwiające utrzymywanie prędkości w systemie. Określenie i usunięcie zachowawczych szacunków projektowych może zapewnić pewne oszczędności energii. Projektanci często uwzględniają dodatkowy cal lub dwa wydajności statycznej wentylatora w celu pokonywania nieoczekiwanych oporów w budowie kanałów.
Przykładem zachowawczej praktyki projektowej może być przemysł zbożowy, w którym wielu projektantów jako minimalną prędkość przenoszenia stosuje 4500 stóp na minutę, ponieważ warunki statyczne systemu zmieniają się (w miarę gromadzenia się pyłu na filtrach). Operatorzy nie mogą regulować przepustnicy wylotowej (zakładając, że ją zastosowano), aby uniknąć gromadzenia się w kanale pyłu, który stwarza zagrożenie ze względu na palność i ciężar. Projektanci systemów często stosują zachowawcze, wyższe niż wymagane prędkości, aby kompensować nieoczekiwane spadki przepływu powietrza.
Cyfrowe układy sterowania z napędem o zmiennej częstotliwości (VFD)
Najskuteczniejszym sposobem optymalizacji przepływu powietrza w kolektorze jest sterowanie cyfrowe za pomocą napędu o zmiennej częstotliwości (VFD).1 Sposób ten monitoruje parametr systemu, taki jak ciśnienie prędkości w kanale lub ciśnienie statyczne na wlocie kolektora — oba te parametry można bezpośrednio powiązać z pożądanym parametrem roboczym, takim jak objętościowy poziom przepływu. Cyfrowy układ sterowania z VFD może monitorować stan systemu i automatycznie dostosowywać przepływ powietrza, gdy warunki w systemie zmieniają się w czasie.
Podstawową zaletą sterowanego cyfrowo VFD jest automatyczne utrzymywanie projektowego przepływu powietrza, gdy zmieniają się warunki w systemie. Projektowy przepływ powietrza zostaje ustalony, a sterownik cyfrowy ustawiony dla zmiennej sterującej przez technika podczas pierwszego uruchomienia. Eliminuje to późniejszą potrzebę ręcznej regulacji przepustnicy przez operatora, gdy zmieniają się warunki w systemie (tj. spadek ciśnienia rośnie, w miarę osadzania się pyłu na filtrach). Cyfrowo sterowany system przepływu powietrza VFD pomaga utrzymywać odpowiednie wychwytywanie w okapach, utrzymując wysoką wydajność, pozostawiając produkt tam, gdzie powinien być w trakcie procesu, i pomagając zapewnić jakość powietrza w strefie oddychania pracowników. Sterowany cyfrowo system VFD zapewnia również stałą prędkość przenoszenia, co zmniejsza nagromadzenie materiału w kanałach, minimalizując konserwację i potencjalne ryzyka, takie jak pożary w kanałach.
Sterowany cyfrowo system VFD zapewnia również oszczędności energii podobne do łagodnego rozruchu silnika poprzez zmniejszenie obciążeń podczas zapotrzebowania szczytowego. Kolejną zaletą korzystania ze sterowanego cyfrowo systemu VFD jest obniżenie poziomu hałasu. Unikanie nadmiernej objętości powietrza i związanej z tym prędkości znacznie obniża poziom hałasu w porównaniu do korzystania z przepustnicy wylotowej. Klient prowadzący warsztat natrysku termicznego stwierdził, że po zamontowaniu odpylacza z systemem tego typu hałas został tak radykalnie ograniczony, że planuje on doposażyć wszystkie swoje odpylacze w cyfrowo sterowane systemy VFD.
Wadą sterowanych cyfrowo systemów VFD są ich koszty kapitałowe. Rozważając system sterowania VFD, należy poszukać rabatów na stronach takich jak DSIRE™ (baza danych zachęt państwowych dla odnawialnych źródeł energii i wydajności) oraz lokalnych firm energetycznych i gazowych. Zachęty te mogą często być znaczące, kompensując większość kosztów kapitałowych sterowanego cyfrowo systemu VFD. Ważne jest, aby pamiętać, że niektóre instytucje wymagają złożenia wniosku (a nawet uzyskania zatwierdzenia) przed złożeniem zamówienia na zakup sprzętu.
Oszczędzanie energii dzięki elektrycznemu systemowi sterowania i VFD
Sterowany cyfrowo system VFD może oszczędzać energię, minimalizując prędkość (obr./min) wentylatora w celu sterowania przepływem powietrza. Działa to dobrze, ponieważ zasady obowiązujące dla wentylatorów obejmują sześcienną zależność między prędkością wentylatora a mocą hamowania lub energią zużywaną przez wentylator. Wzór przedstawiono po prawej stronie.
 Na przykład wentylator o wielkości zapewniającej 25 000 stóp sześciennych na minutę (CFM) przy ciśnieniu statycznym wynoszącym 10 cali słupa wody (10” wg), użyłby 49,8 KM mocy hamowania (BHP) przy prędkości 1853 obrotów na minutę (obr./min).
Na przykład wentylator o wielkości zapewniającej 25 000 stóp sześciennych na minutę (CFM) przy ciśnieniu statycznym wynoszącym 10 cali słupa wody (10” wg), użyłby 49,8 KM mocy hamowania (BHP) przy prędkości 1853 obrotów na minutę (obr./min).
Roczny koszt eksploatacji tego wentylatora w wysokości 0,07 USD za kilowatogodzinę (kWh) działającego przez 24 godziny na dobę przez 7 dni w tygodni wynosi 17 000 USD. (Zaleca się sprawdzenie w Internecie wysokości stawek za energię elektryczną na danym obszarze).
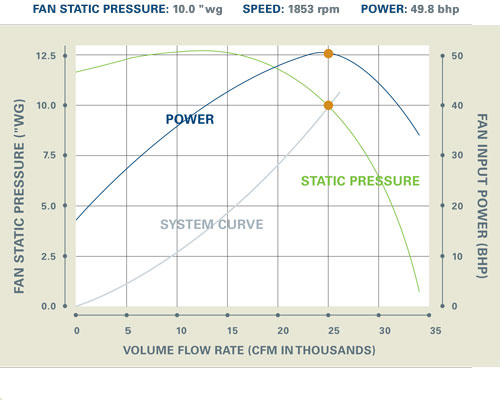 Krzywe wentylatora dzięki uprzejmości New York Blower Company
Krzywe wentylatora dzięki uprzejmości New York Blower Company
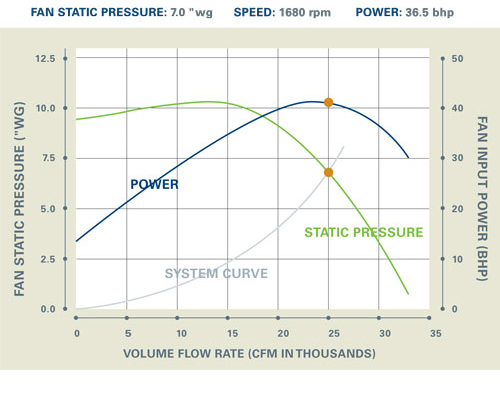
Jeżeli średnie obciążenie statyczne systemu wynosi średnio 7”, a nie 10” słupa wody wymagane, gdy filtry zbliżają się do końca okresu eksploatacji, średnią prędkość wentylatora (z zastosowaniem VFD) można zmniejszyć do 1680 obr./min. W tym momencie roczne koszty operacyjne byłyby tylko niższe.
Przez większość okresu eksploatacji filtrów wentylator kosztowałby 12 500 USD, co stanowi różnicę 4500 USD rocznie, co stanowi oszczędności. Odpowiada to 1500 USD za każdy cal ciśnienia statycznego zaoszczędzonego w tym systemie dla tego wentylatora, a oszczędności są kontynuowane z roku na rok.
Ten sam scenariusz przy 0,20 USD za kWh generuje oszczędności w wysokości 18 000 USD lub 6 000 USD na cal zaoszczędzonego ciśnienia statycznego każdego roku.
Nawet krzywa wentylatora dokładnie dopasowana do przepływu powietrza w danym kolektorze będzie obejmować jeden lub dwa cale dodatkowego ciśnienia statycznego, aby skompensować nieoczekiwane przeszkody i zmiany stanu filtra. Dzięki systemowi automatycznie utrzymującemu projektowy przepływ powietrza zmniejsza się ryzyko opadania materiału ze strumienia powietrza w kanale i można wybrać mniej zachowawczą prędkość przenoszenia.
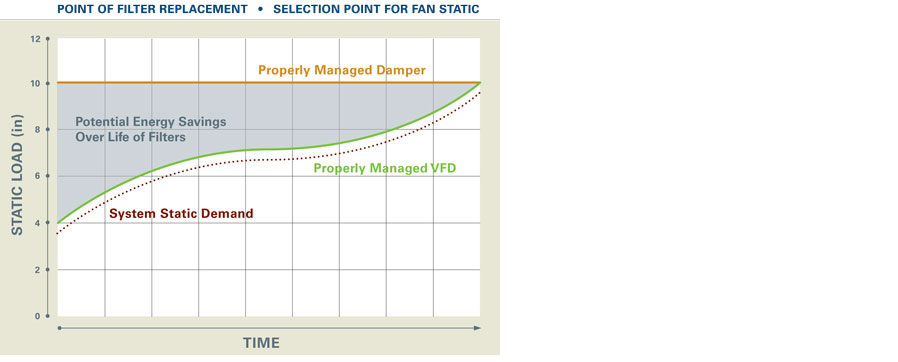 Projektowanie statyki systemu
Projektowanie statyki systemu
Oszczędności sumują się
System ze sterownikiem przepływu powietrza VFD kosztuje początkowo więcej, ale zwrot z inwestycji (ROI) na podstawie samych oszczędności energii jest zwykle krótszy niż dwa lata i nie obejmuje żadnych dodatkowych oszczędności wynikających z dłuższej żywotności filtra i lepszego sterowania procesem.
Sposoby dalszej optymalizacji systemu i korzystania z oszczędności energii:
- Używaj wysokiej jakości mediów filtracyjnych, które pozwalają na obciążanie pyłem powierzchni, zamiast osadzania się w ich głębokości. Zwiększa to możliwości czyszczenia, obniża spadek ciśnienia i wydłuża żywotność filtra. Pamiętaj, że każdy cal ciśnienia statycznego kosztuje, a użycie mediów obciążanych powierzchniowo może często przynieść oszczędność od jednego do dwóch cali średniego ciśnienia statycznego w porównaniu z mediami towarowymi.
- Wykonaj następujące poprawki w systemie, aby zwiększyć oszczędność energii:
- Usuń niepotrzebne kolana, aby wyprostować kanały,
- Zamień wszystkie kolana bezpośrednio przed wentylatorem na dobrze zaprojektowaną skrzynkę wlotową,
- Wymień dowolne trójniki na klasyczne 30-stopniowe odgałęzienia i przeprojektuj lub wymień nieefektywne i/lub uszkodzone okapy.
Optymalizując przepływ powietrza w kolektorze pyłu, dymu lub mgły, sterownik przepływu powietrza VFD okazał się najbardziej niezawodną opcją, ponieważ zapewnia wydłużony okres eksploatacji filtra, oszczędza energię i ostatecznie oszczędza pieniądze.
