
Aplicações de corte térmico, tais como corte a plasma e laser, geram níveis consideráveis de fumaça e partículas que podem representar risco à saúde dos operadores e ser prejudiciais às máquinas de corte.
Frequentemente, coletores de pó integrados em sistemas de corte ajudam a reduzir a exposição dos trabalhadores à fumaça e ajudam a proteger máquinas caras. Ao selecionar e projetar um coletor de pó, deve-se considerar que os pós gerados termicamente trazem desafios de filtragem relacionados ao tamanho das partículas, ao carregamento e aos riscos de poeira combustível.
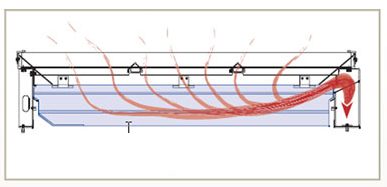 Ilustração da mesa seca de saída de fumaça pelo lado do duto, cortesia da Messer Cutting Systems (Menomonee Falls, WI)
Ilustração da mesa seca de saída de fumaça pelo lado do duto, cortesia da Messer Cutting Systems (Menomonee Falls, WI)
Os benefícios dos elementos filtrantes de carga superficial
As partículas finas geradas pelas aplicações de corte térmico exigem coletores de cartucho de alta eficiência para um bom desempenho. O carregamento superficial, os elementos de fibra fina e os padrões de fluxo de ar descendente aumentam drasticamente o desempenho do coletor. A fibra fina ajuda na remoção das partículas muito finas do fluxo de ar através de vários fenômenos de filtragem, incluindo, interceptação, difusão e impacto. As fibras finas aumentam a eficiência geral do elemento filtrante e forçam o particulado a se acumular na superfície do elemento onde a limpeza por pulso pode ser eficaz. O padrão do fluxo de ar para baixo também é crítico para estabilizar a pressão diferencial em aplicações de corte térmico. Conforme o sistema de limpeza pulsa, o fluxo de ar para baixo auxilia na evacuação de partículas finas e fumaça da superfície do filtro. O elemento do filtro cartucho sem fibras finas frequentemente permite a incorporação de partículas dentro das fibras do elemento, resultando em um fluxo de ar reduzido para a mesa de corte e uma vida útil mais curta do filtro.
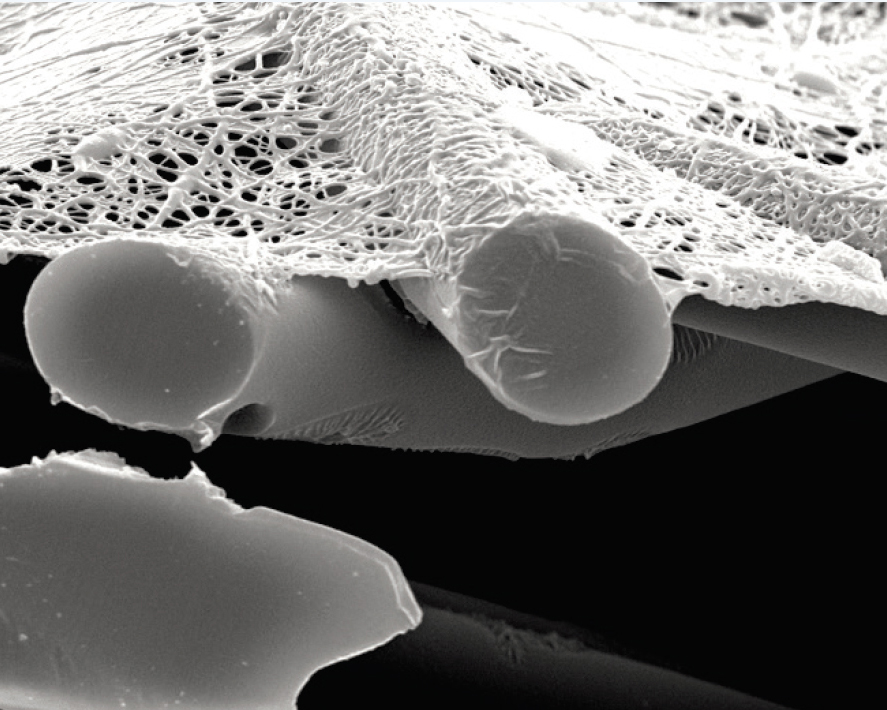 Tecnologia de elemento Ultra-Web®
Tecnologia de elemento Ultra-Web®
Determinação do tamanho do coletor de pó
O tamanho de um coletor de pó depende do fluxo de ar necessário para capturar a fumaça e as partículas. Em geral, quanto maior a mesa de corte, maior o fluxo de ar necessário para capturar o pó e, consequentemente, maior deverá ser o coletor de pó. Outras variáveis também influenciam o fluxo de ar, incluindo o tamanho da mesa, a fração da mesa coberta pela peça de trabalho e o número de zonas abertas dentro de uma mesa durante o processo de corte. As mesas de fluxo descendente são frequentemente divididas (ou setorizadas) para reduzir o fluxo total de ar necessário para capturar o pó de forma eficaz, reduzindo assim o tamanho do coletor. O tamanho do coletor é então adaptado com base em fatores que incluem o número de cabeças de corte, a tecnologia de corte (laser, plasma, oxicombustível, etc.), o material a ser cortado e a velocidade de corte e a tempo de ativação da chama. Para peças de trabalho maiores, várias máquinas de corte podem ser integradas em uma única mesa de fluxo descendente.
O fluxo de ar através da mesa de corte deve ser suficiente para gerar uma velocidade descendente capaz de superar a fumaça ascendente. A velocidade do fluxo descendente é a velocidade mínima do ar necessária para evitar que a fumaça e as partículas escapem da mesa de corte e, para aplicações de corte térmico, é tipicamente de 150–250 pés/min, podendo variar conforme o projeto e o tamanho da mesa.
A necessidade de análise de risco
Como em qualquer processo, os clientes devem realizar uma análise de riscos antes de escolher uma estratégia de coleta de pó. Faíscas estão normalmente presentes em qualquer processo de corte térmico, e os pós coletados podem ser combustíveis, apresentando riscos de explosão e/ou incêndio. As estratégias de mitigação de fontes de ignição devem ser consideradas em qualquer sistema de coleta de pó seco. Além disso, devem ser considerados os riscos associados à captura de partículas provenientes de diferentes metais. A National Fire Protection Association (NFPA) publica uma série de normas para ajudar a mitigar os riscos associados aos pós inflamáveis de metais.
Nos últimos anos, a Occupational Safety and Health Administration (OSHA) reduziu significativamente os limites de exposição permitidos (PEL) de muitas poeiras, como o cromo hexavalente. Isso pode ser um problema para aplicações que cortam metais que contêm cromo, como o aço inoxidável, cujo teor de cromo é significativamente maior do que o de outros metais comuns, como o aço carbono ou o alumínio. Um filtro de monitoramento pode ser necessário em instalações que recirculam o ar, a fim de reduzir as emissões provenientes de um processo de corte.
Conte com especialistas.
Considerando os desafios de filtragem colocados pelas aplicações de corte térmico, os fabricantes devem consultar especialistas em filtragem para soluções de coleta de pó que atendam às exigências da agência com jurisdição (AHJ), protejam as máquinas de corte e minimizem a exposição do trabalhador à fumaça nociva e aos particulados gerados por essas aplicações.
Referências
American Conference of Governmental Industrial Hygienists, Industrial Ventilation - A Manual of Recommended Practice, 27ª edição
National Fire Protection Association No. 68, Standard on Explosion Protection by Deflagration Venting
National Fire Protection Association No. 69, Standard on Explosion Prevention Systems
National Fire Protection Association No. 70, National Electrical Code®
National Fire Protection Association No. 484, Standard for Combustible Metals
Occupational Safety and Health Administration, 1910 Subpart Z, Toxic and Hazardous Substances
