
O corte a plasma e a laser são processos fundamentais da fabricação flexível de metais. No entanto, eles produzem partículas extremamente finas que podem apresentar diversos riscos tanto para as máquinas quanto para os funcionários.
O corte térmico gera partículas que precisam ser filtradas. O material removido durante o corte gera escória, fumaça e partículas finas produzidas termicamente. A escória normalmente cai no fundo da mesa, enquanto a fumaça e as partículas finas sobem acima da peça, a menos que o fluxo de ar descendente adequado — gerado pelo sistema de coleta de pó — consiga contrariar a ascensão térmica. As partículas podem variar de tamanhos submicrométricos a dezenas de micrômetros, e controlá-las adequadamente requer um sistema de filtragem corretamente selecionado e instalado.
Os projetos dos sistemas de coleta de pó dependem do ambiente de corte e dos parâmetros do processo. Uma mesa de plasma grande tem requisitos de fluxo de ar diferentes dos de uma mesa de corte a laser menor. O corte a plasma produz faixas de tamanho de partículas diferentes das geradas pelo corte a laser. Até mesmo funções relacionadas, como sistemas automatizados de carregamento de material, afetam o projeto dos sistemas devido ao aumento do tempo de corte. Esses fatores influenciam os requisitos de projeto tanto quanto o tipo e a espessura do material, a largura do corte (kerf) e o agrupamento das peças.
Em essência, um sistema de coleta de pó bem projetado transforma toda a área de trabalho de corte em um sistema eficaz de captura de fumaça.
Projeto para a segurança
A coleta correta do pó é essencial tanto por razões ambientais quanto operacionais. Nos últimos anos, a OSHA reduziu significativamente os limites de exposição permitidos para várias poeiras, incluindo manganês e cromo hexavalente provenientes do corte de metais ricos em cromo, como o aço inoxidável. A EPA continua concentrando seus esforços não apenas na redução de partículas de 2,5 micrômetros e menores, mas também em outros compostos metálicos, incluindo cádmio, cromo, chumbo, manganês e níquel, todos presentes em diversas operações de fabricação e acabamento de metais.
O ar utilizado no controle de fumos de corte térmico e contaminantes pode conter faíscas quentes. Se as faíscas não forem eliminadas, elas podem ser transportadas até material combustível por meio do sistema de coleta de pó. O controle das fontes de ignição é, portanto, fundamental para evitar os danos e a interrupção criados pelos incêndios. Além disso, se o ar filtrado for devolvido à área de produção, os filtros secundários podem validar o desempenho operacional dos filtros primários, garantindo que o ar retornado esteja limpo e seguro.
As oficinas também devem considerar os riscos associados à captura de partículas de diferentes materiais quando esses materiais forem incompatíveis entre si. Isso pode incluir, por exemplo, partículas de metais dessemelhantes, em que os metais e seus óxidos podem representar potencial para uma reação de termita. Os riscos de combustão afetam a configuração dos sistemas de filtragem e as decisões de projeto. A National Fire Protection Association (NFPA) publica várias normas que podem ser aplicadas para ajudar a mitigar os riscos associados às poeiras metálicas combustíveis.
Coifa de captura
A coleta efetiva do pó começa com coifas que capturam e controlam as partículas de forma eficiente. O desempenho do sistema é limitado ao que a coifa pode realizar. Comprar o coletor de pó mais caro e instalar filtros de alta eficiência não aumentará a eficiência geral para além de 50% se a coifa capturar apenas metade do pó e da fumaça.
No corte térmico, a mesa de corte é a coifa de captura. Caso contrário, o pó e a fumaça irão escapar. Caso contrário, o pó e a fumaça escapam para o ambiente.
Carga de superfície vs. carga de profundidade
A área de fibra, não a área do filtro, é a chave para uma filtragem eficaz. Portanto, o projeto de um filtro deve incluir muitas fibras pequenas, para aumentar a área de superfície disponível das fibras em várias ordens de magnitude.
Os elementos filtrantes tradicionais básicos melhorados com uma camada de fibra fina proporcionarão o melhor desempenho de filtragem na captura de partículas finas do corte térmico. Essa camada de fibra fina aumenta drasticamente a eficiência do elemento filtrante quando se está trabalhando com partículas geradas termicamente. A fibra fina também evita que partículas se incrustem profundamente no meio filtrante, forçando o acúmulo de partículas na superfície do elemento (ver Figura 1). Isso resulta em um filtro de carga de superfície extremamente eficaz.
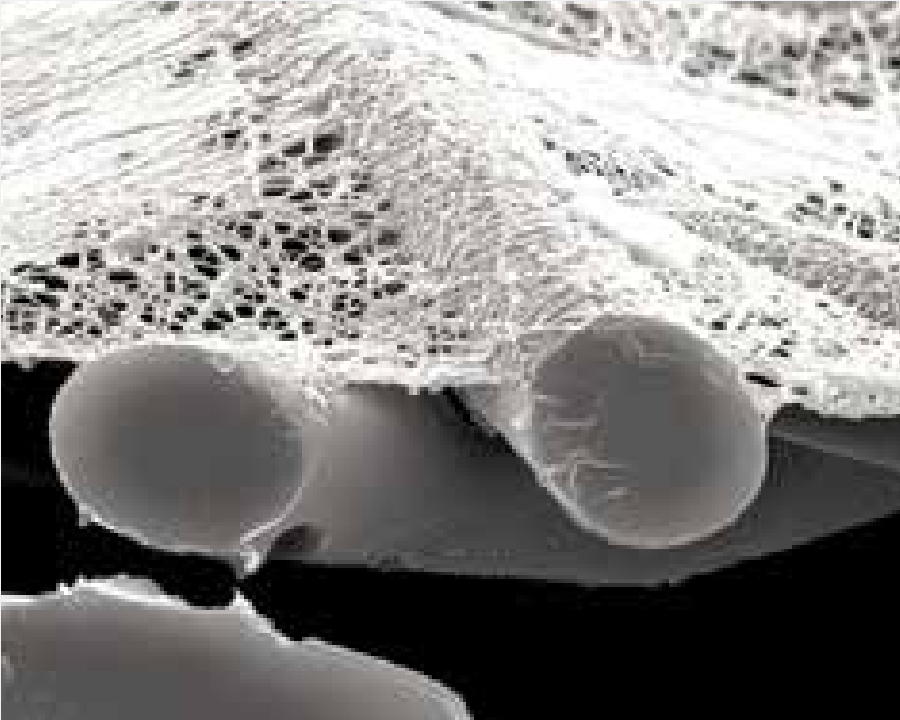 Figura 1 - A imagem mostra o elemento de fibra fina de um filtro que reveste o substrato. Isso evita que as partículas sejam carregadas nas profundidades do filtro e torna a limpeza por pulso eficaz para ajudar a prolongar a vida útil do filtro.
Figura 1 - A imagem mostra o elemento de fibra fina de um filtro que reveste o substrato. Isso evita que as partículas sejam carregadas nas profundidades do filtro e torna a limpeza por pulso eficaz para ajudar a prolongar a vida útil do filtro.
Correção: A carga de superfície demonstra seus benefícios durante a limpeza por pulso do filtro. A maioria dos coletores de pó limpos por pulso incorporam um manifold de ar comprimido e um arranjo de válvula de diafragma. Quando uma válvula solenoide piloto é energizada, a válvula de diafragma permite que o ar comprimido saia do manifold como um “pulso”, o que força as partículas para fora da superfície do filtro. A limpeza por pulso efetiva remove o pó do elemento filtrante e o conduz para dentro de um recipiente de armazenamento.
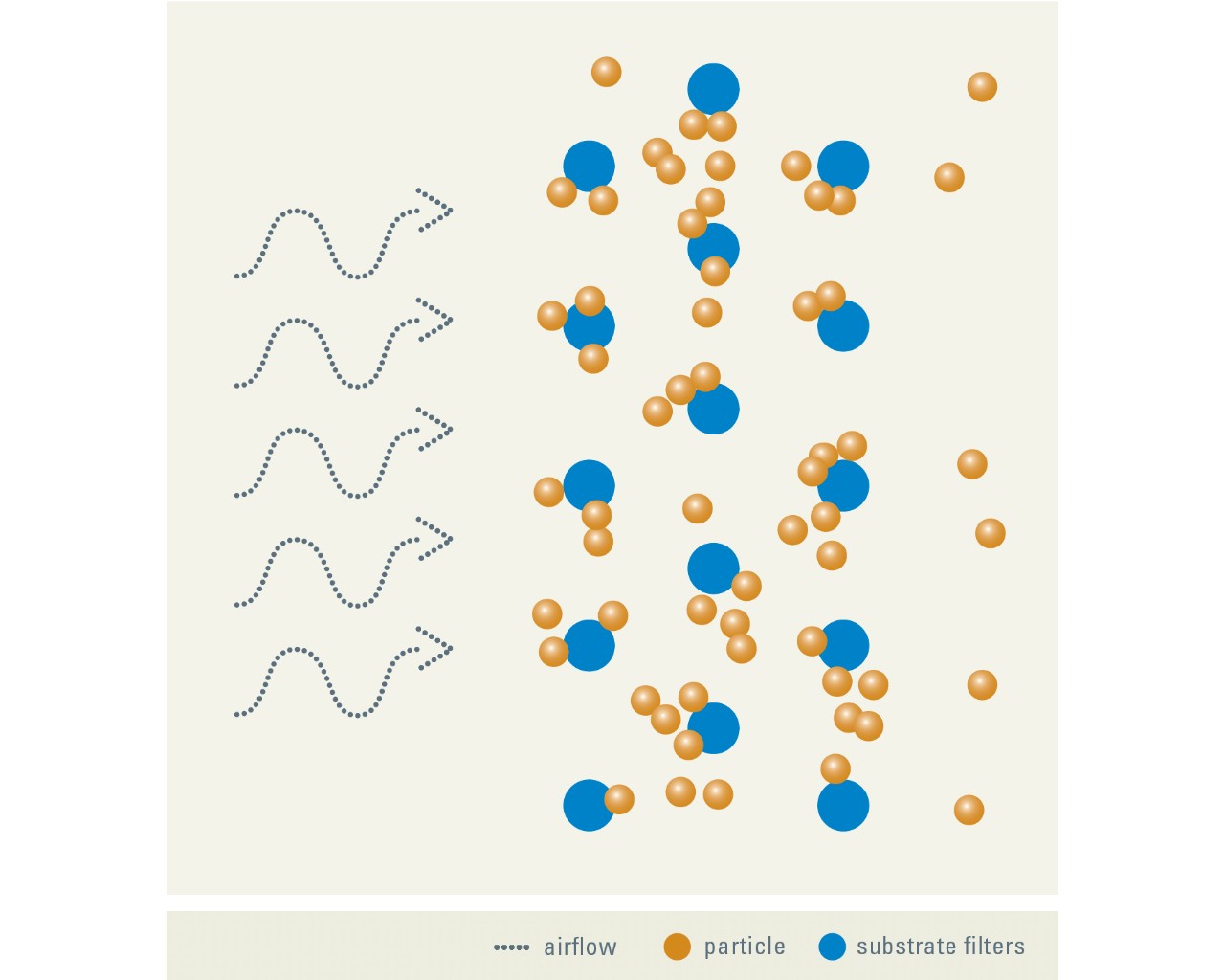
Os filtros de carga de superfície retêm as partículas na superfície do elemento, onde elas são facilmente removidas por pulso, prolongando a vida útil do filtro e reduzindo o consumo de energia (ver Figura 2). Se as partículas não forem retidas na superfície, os filtros passam a operar como carga de profundidade, o que permite que os fumos entrem na profundidade do elemento. É muito difícil, senão impossível, que a limpeza por pulso libere essas partículas carregadas em profundidade. Esse processo, por sua vez, reduz a vida útil do filtro e aumenta o consumo de energia.
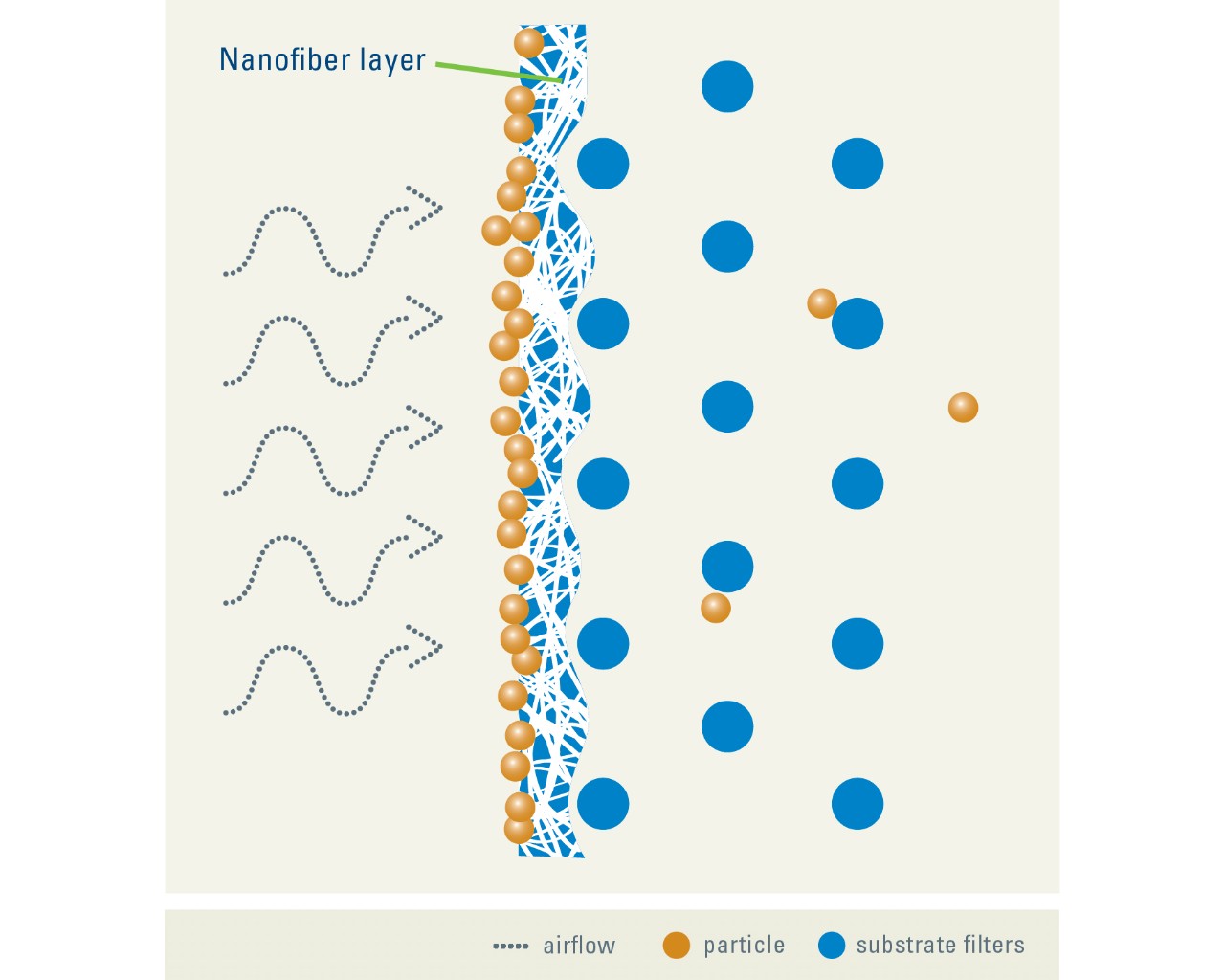 Figura 2 - Os meios de carga de superfície permitem uma limpeza mais eficaz do filtro.
Figura 2 - Os meios de carga de superfície permitem uma limpeza mais eficaz do filtro.
Carga de pó
A quantidade de pó gerada por uma aplicação — ou sua carga de pó — influencia o tamanho do coletor necessário, pois uma carga maior aumenta o trabalho exigido do coletor. Durante um determinado período, o corte a laser pode produzir menos pó do que o corte a plasma. Embora o fluxo de ar necessário para capturar as fumaças de um processo de corte a laser e plasma possa ser idêntico, os tamanhos dos coletores podem diferir devido às diferentes cargas de pó.
A menor carga de pó do corte a laser pode sugerir uma menor carga de trabalho do coletor, mas o tamanho das partículas também tem um papel. Partículas de pó menores no filtro tendem a se aglomerar, com espaços vazios menores entre as partículas, o que, por sua vez, aumenta a pressão necessária para puxar o ar para dentro ou através da camada de pó. Se isso não for considerado, um coletor de pó poderá consumir mais energia e exigir limpeza com mais frequência.
Carga de calor
Todos os sistemas de coleta de pó têm limites de temperatura, e qualquer aumento na carga térmica pode exigir um projeto ou especificação de construção diferente. Em algumas circunstâncias, ar mais frio pode precisar ser admitido no sistema para manter a temperatura total do ar dentro dos limites operacionais do coletor.
A carga térmica e o projeto da coifa também variam entre diferentes processos. O corte por oxicorte, por exemplo, gera cargas de pó relativamente baixas, mas produz calor significativo. Esta carga térmica adicional deve ser considerada ao selecionar os materiais de construção do coletor de pó, especialmente os filtros. O corte a plasma e o corte a laser geralmente geram uma carga térmica menor, mas produzem cargas de pó mais elevadas.
O design da mesa também pode afetar a carga térmica. Por exemplo, linhas de corte estrutural podem utilizar uma tocha de plasma para cortar vigas ou chapas, com fagulhas e metal fundido sendo evacuados por uma fenda estreita abaixo da zona de corte. Isso gerará maiores cargas de calor do que as mesas de corte de área aberta em fluxo descendente tradicionais.
Fatores de automação
A automação também muda as considerações sobre o dimensionamento de coletores. No corte manual, os operadores retiram as peças da mesa e depois colocam novas chapas. Durante este tempo de inatividade, um coletor de pó pode recuperar a limpeza por pulso sob condições de carga pesada.
O manuseio automatizado do material muda as chapas acabadas em minutos, de modo que o corte e a remoção da peça ocorrem ao mesmo tempo. Esta característica aumenta a produtividade da oficina, mas torna a coleta de pó mais desafiadora, pois o coletor fica exposto a mais tempo de corte e a menos tempo para se recuperar. Tal automação frequentemente gera maiores cargas de pó e de fumos, e o coletor de pó deve ser dimensionado para suportar essas cargas.
Pressão estabilizadora
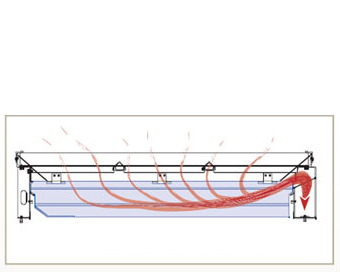
Para capturar efetivamente a fumaça e o pó de um processo de corte, um ventilador puxa o ar para baixo, passando pela peça sobre a mesa de corte, para criar um padrão de fluxo de ar (ver Figura 3). O ventilador fornece a energia necessária para superar turbulências e perdas por atrito à medida que o ar se desloca da zona de corte, através dos dutos, do coletor, do elemento filtrante e da camada de aglutinação de pó.
Um sistema de coleta de pó devidamente projetado deve movimentar continuamente o volume de ar necessário (pé cúbico por minuto, ou CFM, na sigla em inglês). Muito ar encurtará a vida útil do filtro, e muito pouco ar reduzirá a eficiência de captação do sistema. A energia necessária para superar a resistência no sistema — ou seja, a pressão estática — muda com o tempo à medida que os filtros ficam sujos.
Os valores da pressão estática são frequentemente expressos em polegadas de coluna de água, que são meras frações de uma libra por polegada quadrada — cerca de 27,7 polegadas de água equivale aproximadamente a uma PSI. Um novo filtro limpo começa com muito pouca resistência ao fluxo de ar, muitas vezes com menos de uma polegada, mas com o tempo o acúmulo de pó nos filtros aumenta a resistência a vários centímetros. Os filtros devem ser substituídos à medida que a resistência começa a ultrapassar um determinado ponto. Em muitos casos, isso pode ser cinco ou seis polegadas, mas em alguns casos os filtros não são considerados conectados até que sua resistência atinja níveis muito mais altos.
Para prolongar a vida operacional do elemento filtrante, um coletor de pó moderno utiliza filtros de limpeza por pulso. Este recondicionamento periódico permite que estes sistemas funcionem continuamente sem substituição contínua do filtro.
Volume de ar e projeto do sistema
Sob operação normal, um coletor de pó atinge uma condição estável ou “curada”, na qual os filtros têm uma resistência relativamente uniforme, algumas polegadas maior do que quando novos, por causa de um “bolo de pó” que se forma na superfície do elemento filtrante. Com o passar do tempo, algum grau de carga de profundidade e outras ações irão gradualmente obstruir o meio filtrante, aumentando a resistência lentamente. Eventualmente, será mais rentável substituir os filtros do que tentar continuar operando com energias mais altas de ventilador.
Para garantir um desempenho eficaz durante toda a vida útil efetiva dos filtros, os ventiladores são geralmente dimensionados para fornecer o volume de ar desejado na queda de pressão “saturada” dos filtros, ou seja, a condição de queda de pressão mais alta ou “terminal”.
Para garantir a vida operacional ótima dos filtros, um coletor de pó deve ter um volume de ar controlado para evitar puxar o excesso de ar através do sistema. Os sistemas de coleta de pó, portanto, muitas vezes incorporam uma válvula de controle no ventilador para ajustar as mudanças de resistência nos filtros à medida que ficam saturados. O fechamento parcial da válvula de controle garante que o ventilador puxe apenas o volume de ar desejado quando os filtros tiverem relativamente pouca resistência. As válvulas de controle, entretanto, não são a única maneira de controlar o fluxo de ar; os motores de velocidade ajustável permitem que a velocidade do ventilador — e, portanto, a performance — sejam ajustadas não apenas para controlar o fluxo de ar, mas para permitir economia de energia.
Quanto maior o volume de ar necessário para controlar o pó e a fumaça do corte, maior é o sistema de coleta de pó. Como consequência, muitos grandes sistemas de corte serão compartimentados, ou zoneados. Essa abordagem requer fluxo de ar apenas no espaço abaixo da superfície da mesa de corte, o que resulta em um volume de ar menor e, portanto, um sistema de coleta de pó de menor porte.
Em outras situações, o material a ser cortado pode ter aberturas existentes que criam a necessidade de puxar ar adicional, e os coletores de pó devem ser projetados tendo em mente esse requisito de capacidade extra. O aumento da capacidade do coletor neste caso garante que o sistema mantenha a velocidade necessária de fluxo descendente em todas as aberturas para uma evacuação eficaz do pó.
Finalmente, um ventilador coletor gerará fluxo de ar suficiente através da mesa de corte para criar as velocidades de fluxo descendente necessárias para capturar a fumaça ascendente. A velocidade do ar normalmente precisa atingir 150 a 250 CFM para controlar a fumaça de forma eficaz, mas esse requisito pode aumentar dependendo do projeto, do tamanho e do processo de corte da mesa.
Desempenho do sistema
Muitas variáveis influenciam o desempenho do sistema de controle de pó durante o corte térmico, e um sistema bem projetado, incluindo os dutos, ventilador e elementos de filtragem, deve levar em conta todas as variáveis e elementos. Quando bem projetado, o sistema mantém uma velocidade de fluxo de ar para baixo consistente para evacuar efetivamente o pó através de uma série de condições operacionais de filtro e de corte.
Conclusão:
Projetar e integrar um sistema eficiente de coleta de pó para corte térmico não é um exercício com uma solução universal. Considerar todos os fatores mencionados ajudará a garantir que uma oficina aproveite ao máximo seu sistema de coleta de pó.
Esse artigo foi publicado pela primeira vez no The Fabricator, em abril de 2012. .
