
Como fabricante de alimentos o bebidas, se encuentra bajo la presión de cumplir con la ley federal de Modernización de la Inocuidad de los Alimentos (FSMA), para lo cual debe desarrollar un plan de análisis de riesgos y punto de control crítico (HACCP) o un plan de Análisis de peligros y controles preventivos basado en riesgos (HARPC). Tal vez se encuentre en medio del proceso de implementar actualizaciones en su planta. No existe un mejor momento para revisar el diseño de su sistema de filtración, que ocupa un lugar central en la seguridad de los alimentos.
Cuando examine su proceso y su instalación, preste atención a dos áreas principales donde se requiere filtración:
- Los puntos donde se generan o introducen contaminantes por primera vez.
- Puntos donde el proceso presenta una mayor exposición a riesgos.
En primer lugar, examine las fuentes de donde provienen sus servicios y los lugares donde se genera o almacena vapor, gases como el nitrógeno y aire comprimido. Esta área es una ubicación perfecta para contaminantes como aceite, humedad, residuos y bacterias, más aún si obtiene su aire o agua de suministros con calidad cuestionable.
Planifique instalar un prefiltro en este lugar. Los elementos de aproximadamente 10 micrones capturan partículas de mayor tamaño y el 95 a 98 % de los contaminantes; un nivel aceptable para aplicaciones industriales como lavado, limpieza y esterilización de equipos en el lugar (CIP/SIP). La prefiltración aguas arriba ayuda a minimizar los costos de reemplazo y las interrupciones, ya que protege los filtros de fibra fina más costosos de su línea de proceso. El agua de pozo o de río que arrastra una gran cantidad de residuos puede necesitar una serie de prefiltros de 50, 20 y 10 micrones y el aire contaminado puede necesitar más de un prefiltro de aire comprimido, especialmente si se usa en aplicaciones que entran en contacto con alimentos.
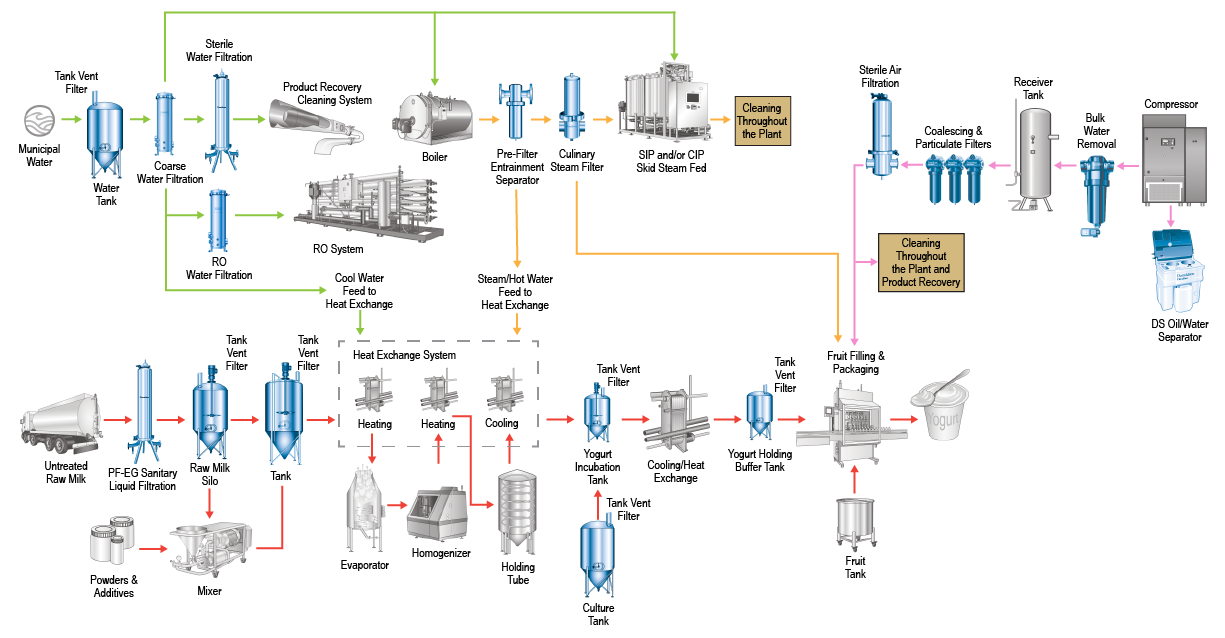
No toda la contaminación se puede evitar en el origen, por lo que el próximo paso es identificar puntos de control críticos en su línea de proceso, que son cualquier punto donde haya una oportunidad de recibir contaminación nueva, o cuando el ingreso es irreversible. Aquí, utilizará filtros de grado estéril en el punto de uso, generalmente de 0.2 micrones o menos. Algunos de estos puntos de control críticos son:
Tanques de mezcla y almacenamiento. Bacterias indeseadas que puedan reproducirse fácilmente en estos lugares, además del oxígeno, que puede descomponer algunos productos. El nitrógeno inerte constituye una buena barrera para el tanque antes de agregar los ingredientes. Sin embargo, primero debe asegurarse de filtrar el nitrógeno para eliminar las posibles impurezas de los tanques, compresores y mangueras.
Pasos intermedios e ingredientes. Cada vez que haya un nuevo paso o se introduzca un ingrediente en la línea del proceso, existe un nuevo riesgo de que ingresen contaminantes. Otros aditivos posteriores pueden ser aromatizantes o aderezos, conservantes o emulsionantes. En el caso de los refrescos (soda), se usa carbonatación con CO2. Considere el uso de filtros para cada ingrediente nuevo, y también para cada proceso de gas, vapor o aire involucrado.
Procesamiento final y envasado. Para eliminar todo contaminante superviviente, planifique agregar filtros al paso final del proceso. Por ejemplo, en el caso del agua embotellada, se recomienda usar un filtro de membrana final. El empacado en sí puede ser un riesgo. Las envolturas y sellos que entran en contacto con el alimento o bebida se deben someter a vapor culinario para eliminar cualquier microbio adquirido durante el transporte o el almacenamiento.
Una vez que haya identificado los puntos correctos para instalar filtros, considere la calidad de sus equipos y la elección de elementos. Busque componentes que estén funcionando mal o caducando, como compresores de aire, que son una fuente frecuente de fugas de aceite. Las tuberías y carcasas pueden descascararse o desarrollar grietas que atrapan materia descompuesta.
En la mayoría de las normas y disposiciones se especifica el uso de sistemas de acero inoxidable; pero si los componentes no poseen certificación 3-A, todavía pueden tener riesgos ocultos, como por ejemplo:
- Soldaduras de mala calidad con áreas rugosas;
- Una superficie con acabado micropulido (bead-blast) en lugar de electropulido;
- Uniones de tuberías con brida o rosca NPT en lugar de una conexión sanitaria, como las abrazaderas sanitarias Tri-Clamp®
No confunda “Cumple con 3-A” con “Certificado por 3-A”. Solo los equipos certificados son sometidos a una verificación independiente para determinar que poseen un diseño sanitario que reduce la cantidad de puntos en que se pueden albergar y multiplicar bacterias.
 Este símbolo indica que el equipo ha sido verificado por 3-A Sanitary Standards, Inc.
Este símbolo indica que el equipo ha sido verificado por 3-A Sanitary Standards, Inc.
Las clasificaciones de los filtros también pueden causar confusión. Una clasificación de micrones se refiere al tamaño de las partículas que el filtro está diseñado para atrapar. La eficiencia es el porcentaje de captura dentro de ese rango de micrones. Necesita ambos datos para seleccionar los filtros correctos. Un filtro etiquetado como de 1 micrón puede sonar seguro, puede que solo tenga una eficiencia (eficacia) de 85 %. Lo opuesto también puede ser cierto. Un filtro de 10 micrones que proporciona una eficiencia logarítmica de 5 (99,999 %) será demasiado fino para el prefiltrado. Los términos “absoluto” y “nominal” también son importantes. Una media filtrante absoluta puede lograr eficiencias de 99,98 % o más, mientras que un filtro nominal generalmente proporciona una eficiencia de 60 % a 98 % con el mismo tamaño de micrones.
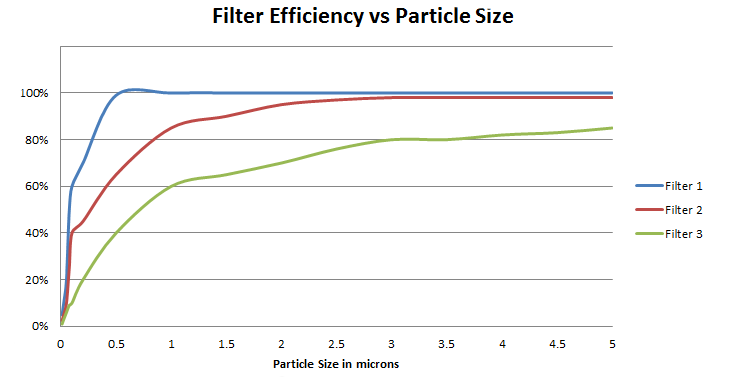 Tres filtros de un micrón pueden tener diferentes clasificaciones de eficiencia
Tres filtros de un micrón pueden tener diferentes clasificaciones de eficiencia
Una vez que haya analizado las clasificaciones y comprobado la certificación, puede avanzar a otras consideraciones:
- Capacidad de carga en profundidad (retención);
- Cantidad de ciclos de esterilización que el filtro puede tolerar sin deteriorarse;
- Con cuánta frecuencia se debe cambiar el filtro (vida útil del filtro); y
- Velocidades de flujo, que se relacionan con los costos de energía.
Todos estos factores de desempeño contribuyen al costo total de propiedad. Un filtro tipo cartucho plisado para líquido que tiene un costo inicial más alto puede durar más y ahorrar costos con el tiempo en comparación con un filtro “melt-blown” común.
 Filtro «melt-blown» tradicional (derecha) en comparación con un filtro de cartucho plisado (izquierda)
Filtro «melt-blown» tradicional (derecha) en comparación con un filtro de cartucho plisado (izquierda)
La clave para una filtración segura y rentable es determinar la eficiencia correcta con el tamaño de micrones correcto en el lugar correcto. Cada proceso es único, pero un mapa de filtración preparado es una buena manera de empezar. Donaldson ha desarrollado diversos Mapas de Diseño de Filtración para aplicaciones específicas de la industria de alimentos y bebidas, todos gratuitos y disponibles para descarga:
También podemos ayudarle a desarrollar un plan de filtración personalizado para sus instalaciones.
