
In qualità di produttore di alimenti o bevande sei soggetto a un termine di tempo entro il quale ottemperare alla Legge sulla modernizzazione della sicurezza alimentare (FSMA, Food Safety Modernization Act) mediante lo sviluppo di un piano di analisi dei pericoli e CRITICAL POINT CONTROL (HACCP, Hazard Analysis and Critical Control Points) o un piani di analisi dei pericoli e controlli preventivi basati sui rischi (HARPC, Hazard Analysis and Risk-Based Preventive Controls). Se stai rinnovando il tuo impianto, questo è il momento perfetto per rivedere il progetto del tuo sistema di filtrazione, che rappresenta il fulcro della sicurezza alimentare.
Quando esamini il tuo processo e il tuo impianto, concentrati su due principali aree che presentano necessità di filtrazione:
- Punti in cui si genera e introduce la contaminazione per la prima volta.
- Punti dove il processo presenta maggiore esposizioni al rischio.
Innanzitutto, occupati delle fonti dei tuoi servizi e di dove vengono generati o conservati vapore, gas (tra cui l'azoto) e aria compressa. Quest'area rappresenta un luogo ideale per contaminazioni come olio, umidità, detriti e batteri, soprattutto se ricevi l'aria o l'acqua da forniture di dubbia qualità.
Pianifica di installare un prefiltro in questo luogo. Elementi di circa 10 micron cattureranno particelle più grandi e il 95-98 percento di tutti i contaminanti, un livello accettabile per applicazioni industriali, come il lavaggio o la pulizia e la sterilizzazione delle apparecchiature in loco (CIP/SIP). La prefiltrazione a monte contribuirà a ridurre al minimo costi di sostituzione e tempi di fermo, poiché protegge i più costosi filtri a fibra fine sulla tua linea di processo. L'acqua di pozzo o di fiume, che trasporta una maggiore quantità di detriti, può richiedere una serie di prefiltri da 50, 20 e 10 micron e l'aria inquinata può richiedere più di un prefiltro dell'aria compressa, specialmente se utilizzata in applicazioni a contatto con gli alimenti.
Non tutte le contaminazioni possono essere prevenute alla fonte, il prossimo passo è quindi quello di identificare i CRITICAL POINT CONTROL sulla tua linea di processo, ossia ogni punto in cui risulta possibile una nuova contaminazione o in cui l'infiltrazione risulterebbe irreversibile. Qui, utilizzerai elementi di grado sterile al punto di utilizzo, generalmente pari o inferiori a 0,2 micron. Alcuni di questi CRITICAL POINT CONTROL sono:
Serbatoi di miscelazione e stoccaggio. Qui possono facilmente riprodursi batteri indesiderati e l'ossigeno può inoltre compromettere alcuni prodotti. L'azoto inerte costituisce un buona barriera per il serbatoio prima di aggiungere gli ingredienti. Tuttavia, assicurati innanzitutto di filtrare l'azoto per rimuovere potenziali impurità da serbatoi, compressori e tubi.
Passaggi intermedi e ingredienti. Ovunque vi sia un nuovo passaggio o si introduca un ingrediente nella linea di processo, si presenta il rischio di nuove contaminazioni. Gli additivi successivi possono essere aromi o condimenti, conservanti o emulsionanti. Nel caso di bibite gassate, si ha la carbonatazione con CO2. Considera i filtri per ogni nuovo ingrediente, così come per ogni nuovo gas, vapore o aria di processo contenuti.
Trattamento finale e confezionamento. Per rimuovere eventuali contaminazioni sopravvissute, programma la filtrazione nella fase finale del processo. Per l'imbottigliamento dell'acqua, ad esempio, consigliamo un filtro a membrana finale. L'imballo stesso può costituire un rischio. Involucri e sigilli che entrano in contatto con il cibo o con le bevande devono essere sottoposti a un trattamento con vapore di qualità alimentare per uccidere eventuali microbi raccolti durante il trasporto o lo stoccaggio.
Una volta individuate le posizioni corrette per i filtri, considera la qualità delle tue apparecchiature e la scelta degli elementi. Verifica lo stato di invecchiamento o il malfunzionamento dei componenti come i compressori d'aria, che costituiscono frequentemente una fonte di perdite di olio. Tubi e contenitori per filtri possono sfaldarsi o sviluppare crepe che intrappolano materiale deteriorato.
I sistemi in acciaio inossidabile sono specificati nella maggior parte degli standard e delle linee guida ma se i componenti non sono certificati 3-A, possono comunque presentare rischi nascosti, tra cui:
- Saldature scadenti con aree ruvide;
- Una superficie con granigliatura anziché elettrolucidata;
- Raccordi per tubi con flangia o standard filettati anziché una connessione sanitaria come i morsetti sanitari Tri-Clamp®.
Non confondere "conforme a 3-A" con "certificato 3-A". Solamente le apparecchiature certificate sono sottoposte a verifica indipendente per stabilire se la progettazione sanitaria è in grado di ridurre il numero di punti in cui possono accumularsi e moltiplicarsi i batteri.
 Questo simbolo indica che l'apparecchiatura è stata verificata da terzi per 3-A Sanitary Standards, Inc.
Questo simbolo indica che l'apparecchiatura è stata verificata da terzi per 3-A Sanitary Standards, Inc.
Anche le classificazioni dei filtri possono creare confusione. Una classificazione in micron si riferisce solamente alla dimensione delle particelle da catturare per cui è stato progettato il filtro. Efficienza è il parametro, espresso in percentuale , che indica la cattura all'interno di tale gamma di micron. Sono necessari entrambi questi dati per poter selezionare gli elementi adatti. Un filtro contrassegnato da 1 micron potrebbe sembrare sicuro, ma efficiente (efficace) solo all'85%. Altrettanto vero può essere il contrario. Un filtro da 10 micron, che offre un'efficienza logaritmica pari a 5 (99,999%) andrà troppo bene per la prefiltrazione. Anche i termini "assoluto" e "nominale" sono importanti. I mezzi filtranti assoluti possono raggiungere efficienze del 99,98% o superiori, mentre un filtro nominale offre, generalmente, un'efficienza dal 60% al 98% con la stessa dimensione di micron.
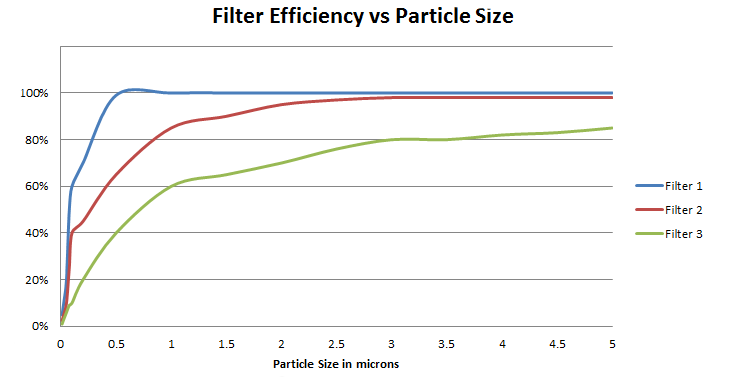 Tre filtri da un micron possono prevedere classificazioni di efficienza diverse
Tre filtri da un micron possono prevedere classificazioni di efficienza diverse
Dopo aver soppesato le classificazioni e verificato la certificazione, puoi passare ad altre considerazioni:
- Capacità di carico in profondità (ritenzione);
- Numero di cicli di sterilizzazione che l'elemento può sopportare in sicurezza;
- Frequenza con la quale deve avvenire la sostituzione dell'elemento (vita utile del filtro); e
- Portate, che determinano i costi energetici.
Tutti questi fattori di rendimento contribuiscono al costo totale di gestione. Un filtro a cartuccia pieghettato per liquidi, che inizialmente comporta un costo superiore, può durare più a lungo e farti risparmiare rispetto a un comune filtro soffiato a fusione (melt-blown).
 Filtro tradizionale soffiato a fusione (a destra) a confronto con un filtro a cartuccia pieghettato (a sinistra)
Filtro tradizionale soffiato a fusione (a destra) a confronto con un filtro a cartuccia pieghettato (a sinistra)
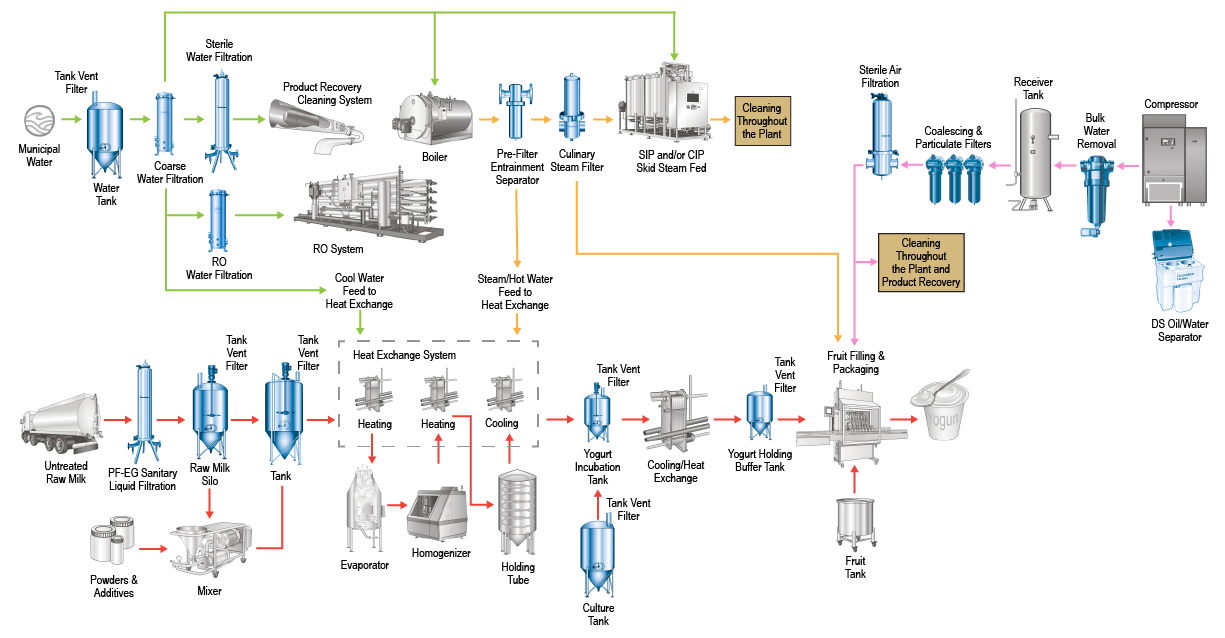
La chiave per una filtrazione sicura ed economicamente vantaggiosa è determinare la corretta efficienza con la corretta dimensione di micron nella giusta posizione. Ogni processo è unico, ma la disponibilità di una mappa di filtrazione può rappresentare un buon punto di partenza. Donaldson ha sviluppato diverse Mappe di filtration design per applicazioni specifiche per alimenti e bevande, tutte gratuite e disponibili per il download:
Siamo anche lieti di aiutarti a sviluppare un piano di filtrazione personalizzato per il tuo impianto.
