
産業用ファンは多くの製造プロセスに不可欠ですが、大きなエネルギーの消費源となる場合もあります。米国で発電する小売電力の27%を産業界が消費し、その27%のうちの40%をファンやポンプが占めていますが、その40%の大部分はファンによる消費です(参考文献1、2)1日に移動させる空気量、空気を移動させるために消費する電力を把握するため、お客様が最後に大気監査または産業用ベント監査を実施したのはいつですか?ほとんどの工場は生産する製品よりも多くの空気を移動させ、その空気の移動に大量のエネルギーを消費しています。エネルギーはお金なので、産業用ファンで空気の移動に使われるエネルギーを節約できればお金を節約でき、生産する製品のコストを下げることができます。この記事では、産業用ファンまたは産業用ベントに関連するエネルギーコストを削減する効果的な戦略を説明します。エネルギー消費に影響を及ぼす要因を理解し、実用的なソリューションを導入することにより、企業は運用コストを大幅に削減しながら、最適なパフォーマンスも維持できます。空気には重さがあり、重さがあるという理由から、排気システムを取り扱うには適切なエンジニアリング判断が必要です。標準空気とは、
- 窒素78.1%、
- 酸素21%、
- アルゴン0.9%、そして
- 湿気を含まず、海抜ゼロ、気温70°Fの条件を満たすガスとして定義されます。
標準状態では、1立法フィートあたりの空気の重量は0.075ポンドです。ファンに対して30インチ径のインレットダクトを備えた一般的な粉塵排気システムでは、毎分約1万7,000立方フィート(CFM)の空気を使用します。重量で表すと、ファンは1日24時間稼働で毎年33万5,000トン以上の空気を使用していることになり、多くの施設では、このようなシステムを複数所有しています。
工場内の空気の移動にどれだけの費用がかかっているでしょうか?エネルギーはお金です。省エネのための変更は、銀行に預金するのと同じようなものです。ここではシステム内を移動する空気のコストについて考察します。基本的にはファンを動作させるためのコストで、作業スペース内の空気を暖めたり、冷やしたり、加湿したりするためのコストは除外します。
ファンのシャフトが要する動力は通常、ファンの軸出力(BHP)と呼ばれます。BHPは次の式で計算できます(参照3)。
BHP = (Q x ∆P / 6356 x Nf) x df
各要素は次のことを意味します。
bhp ファンシャフト馬力
Q 毎分立方フィートあたりの風量(cfm)
∆P 水位計のインチ("wg)でのファン全体の圧力損失/上昇
6356 定数
Nf 小数で表されるファン効率
df 実際の空気密度/標準空気密度で定義される密度係数
この論文では空気を標準状態と想定するため、df = 1となります。
一般的なファン効率は、放射状ファンの場合で60~68%、後向きファンの場合で70~80%です。産業用換気システムに使用するファンのタイプは、使用要件や性能要件で決定する必要があります。放射状ファンは、汚染空気に使用されることが多く、後向きファンは集塵機のクリーニング空気側など比較的清潔な空気に使用します。残念ながら、古いファンの多くは効率の低い放射式です。放射状ファンは堅牢な性能特性を誇りますが、購入当初はエネルギーが安価だったため、エネルギー使用量をほとんど考慮せずに導入されていました。
エネルギーコストはbhpではなくキロワット(kW)に基づきます。したがって、bhpをkWに変換する必要があります。BHPをkWに変換するにはBHPに0.746をかけます。ただし、モーターに使用する総エネルギーを算出するには、このシャフトエネルギーをモーター効率Nmで割る必要があります。
モーターの効率はモーターの設計によりますが、通常は約90%(0.9)です。スターターにも電力損失があることが多く、電気メーターとモーター間の配線にも送電損失がよく起こります。これらの損失は小さく、相対的な節約を検討する上では、90%のモーター効率と同等に扱うほど重大ではありません。調整後のkWに稼働時間とkW時あたりの電力コストを掛けます。
年間費用 =(Q x ∆P x 0.746 x H x 52 x C)/(6356 x Nf x Nm)
各要素は次のことを意味します。
52 年間稼働週
H 週あたりの稼働時間
C kW時あたりのコスト
6356と0.746は1つの定数に組み合わせられますが、そうするとロジック文字列が成り立たなくなります。これが質問の回答です。空気のエネルギーコストを構成するものは何でしょうか?
エネルギーコスト計算式のどの要素が制御可能でしょうか?
この式のすべての項目のうち、工業用換気システムの設計者や作業員が影響を与えられるのは、風量と圧力損失の2つだけです。
これらの変数をどう制御できるでしょうか?
目的がエネルギーの最小化である場合、システム内の総風量を最小化する必要があり、圧力損失(またはフローに対する抵抗)を可能な限り、かつ、できるだけ長く減らす設計であることが必要です。
これらの制御で省エネを達成する方法の例
グッドデザインプラクティス
空気量を最小限に抑え、フィルトレーションシステムの圧力損失を減らす1つの方法は、最初から適切な設計手法を使用することです。設計は広範にわたるため、この論文ですべてを網羅することはできませんが、Industrial Ventilation Conference(http//www.michiganivc.org)などでは設計に関する多くの資料を確認できます。これらの会議では、システムの静的損失/抵抗を最小限に抑え、ファンの性能を最大化して、最小の総空気量で機能する排気システムを設計する方法のトレーニングが提供されています。
多くの工場には図1に示すような設備があります。
外観上は非常によい設備ですが、ファンインレットのエルボーに問題があります。ファンが最大効率で稼働するには、最後のエルボーと実際のファンインレットの間のインレットに直径の3~4倍のストレートダクトが必要です。参考文献4をご参照ください。ストレートダクトがない場合、空気はファンのインレットを均一に満たせず、ファンは定格より低い速度で動作するため、設計どおりの風量を提供できません。事実、インレットのエルボーの位置は、システムの0.9“wgの圧力損失に相当します。
 図1 - バグハウスへのファンインレットのエルボ
図1 - バグハウスへのファンインレットのエルボ
1日24時間稼働する1万7,000 cfmのシステムで、kW時が0.09ドルで80%効率のファンが稼働していると仮定すると、この設備は年間1,960ドルを不要なエネルギーに消費することになります。このコストは、システムが稼働している限り毎年発生します。装置のレイアウトや、エルボーから直径の4倍に相当する距離でファンを動かすコストが現実的でなければ、エルボーのボルトを外して、内部に3本のターニングベーンが付いた同一エルボーと交換すると、年間にかかるコストを約435ドルに減らすことができ、約1,525ドルの節約になります。さらに余分なエネルギーコストをかけずに風量を増やすことができるのです。
ダクト部品の国内サプライヤーによれば、最初の据付時に30インチ径の5ピースエルボー内にターニングベーンを取り付ける場合のコストは約300ドルです。改良で新しいエルボーに交換する場合、メンテナンス担当者2名で約半日かかるとした場合のコスト1100ドルと比較してみてください。(参照5 )
優れた設計は重要です。設計に不備があると、システムが稼働している限り余分なコストを発生させてしまいます。
セントラルシステム
従来の防塵システムは、フード、ダクト、ホッパー付き集塵機、粉塵廃棄装置、ファンで構成されています。
ファンの法則またはシステムの法則
施設は常に処理量の改善が求められ、時間と共にベルト速度が上がり、バケットエレベーターの駆動装置も強化されます。しかし、その一方で生産量の増加に対応して風量を増やさなければ、排気システムはすぐに能力不足となってしまいます。その答えは?古典的な対応として、ファンの速度を上げることでフローは改善されます。しかし、その代償は甚大です。何が起こるかは、物理科学の法則に則っています。これらの法則はファンの法則またはシステムの法則と呼ばれ、次の計算式で示されます(参照3)。
cfm(新)= cfm(旧)x [rpm(新)/rpm(旧)]
流量の変化は速度の変化に正比例します。流量を20%増加させたければ、ファン速度を20%増加させる必要があります。
SP(新)= SP(旧)x [rpm(新)/rpm(旧)] 2
ファン速度が20%増加すると、静圧(SP)が40%増加します。これは、固定ダクトシステムを通過する風量が20%増加するとシステム抵抗が40%増加するためです。
HP(新)= HP(旧)x [rpm(新)/rpm(旧)] 3
所要電力すなわちエネルギー所要量は、ファン速度の変化の3乗の関数であり、流量(したがって速度)が20%増加すると所要電力は73%近く増加します。つまり、流量の増加は20%でも、費用はそれ以上の割合で増えるのです。
多額の費用をかけてシステム全体を撤去・交換すること以外に、プラントエンジニアができることは何でしょう?
セントラルダクトシステムから1つまたは複数のピックアップポイントを外し、それらを個別の専用集塵機に接続することを検討してみましょう。空気は残りのピックアップを通じて再分配され、残りのフードを通ってフローが増加します。新しい専用集塵機は自立型集中集塵機の小型版で、小型のファンと排塵装置を備えています。可能であれば、図3と4のように専用集塵機をフードエンクロージャーに組み込めるくらいの大きさにすれば、ダクトは不要となり静的損失をさらに削減できます。
この小型専用集塵機または組込集塵機は、信頼性において大型の集中集塵バグハウスと遜色なく、エネルギー所要量ははるかに少なくなります。集塵機のファン速度を上げた場合のエネルギー増加74%と比較して、図3に示す粉塵発生源近くの専用集塵機を使用した場合、エネルギーの増加は約20%で済みます。専用集塵機を組み込む場合、ダクトや排塵装置が不要というメリットもあり、ダクト損失がなくなるため電力コストをさらに削減できます。
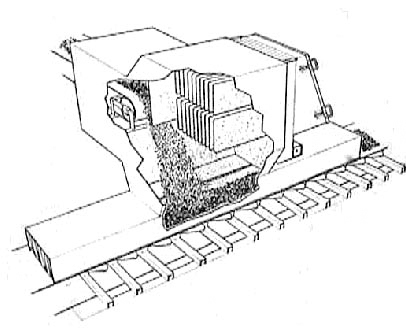 図3 - ベルト搬送の集塵機
図3 - ベルト搬送の集塵機
 図4 - バケットエレベーターの集塵機
図4 - バケットエレベーターの集塵機
効果を最大化するには、以下のような専用ユニットを設置する機会を見つけることです。
- 集中集塵機から最も離れた粉塵発生源、または
- 排気装置が常時使用されていない粉塵発生源。排気される製造装置が使用されておらず粉塵が発生していない場合は、専用集塵機を停止できます(適切なタイミングで停止ボタンを押すことが最大の省エネになります)。
性能フィルターメディア
用途要件を満たしつつ、風量を最小化し圧力損失を低減することで省エネが可能となる点を思い出してください。圧力損失を低減する1つの方法は、集塵機のファブリックおよびカートリッジタイプのフィルターメディアを新しい性能メディアにアップグレードすることです。性能メディアは、大きく分けて4つのカテゴリーに分類されます。
- 表面処理フィルターメディア、
- プリーツバグメディア、
- 先端技術メディア、そして
- 革新的なフィルターメディア構成技術
表面処理フィルターメディア
表面処理は、さまざまな方法で性能を向上させることができます。効率向上、フィルターの圧力損失の減少、湿気や化学物質に対する耐性の向上、ダストケーキ払い落とし改善、ブリッジングの減少など、挙げればきりがありません。
機械的処理、化学的修飾、あるいはそれらの組み合わせなど、表面処理にはさまざまな方法があります。表面処理の主な目的は、粒子の大部分をメディア表面に保持し放出することです。そうすることでフィルタークリーナーを長く使用でき、圧力損失を抑えることができます。これらの処理は、湿気や化学物質への耐性を高め、ブリッジを減らす目的にも使用できます。一般的なフィルターメディアの表面処理には次のようなものもあります。
- プレーンの標準フィルターバグは、オープンファイバーの自然な柔らかさを持つプレーンなフェルト仕上げです。これらの繊維は粒子を捕集しやすく、ダストケーキを保持します。タンパク質、デンプン、消石灰のような粉塵特有の問題として、このタイプの粉塵は塊になりやすく、高湿度環境で固いダストケーキを形成することが挙げられます。
- 毛焼き処理仕上げは表面の繊維をガスの炎で溶かすもので、粉塵粒子を表面に付着しにくくすることが目的です。毛焼き処理仕上げは通常、ダストケーキ払い落としを改善し圧力損失を低減します。
- 艶出し仕上げはエッグシェル仕上げとも呼ばれ、メディアファイバーの微視的層を溶かして塗りつけ、表面をなめらかにしてダストケーキを排出しやすくするものです。これによってダストケーキ払い落としが改善され、強粘着性粉塵に対する圧力損失を低減します。
- シリコン処理ではダストケーキの初期蓄積を促進し、繊維の吸湿性を低下させ、湿気に敏感な粉塵の排出を改善し、圧力損失を低減します。
- 疎油性、疎水性、万能な化学仕上げは、フッ化炭素バスで処理して圧搾し、その後の熱処理で作成したフェルトを表す用語です。フッ化炭素が水分や酸を繊維に吸収されにくくし、ダストケーキを排出する滑沢面を形成します。湿気や熱による加水分解に対する繊維の耐性と、酸分解に対する抵抗を高めます。
- 延伸PTFEは、従来のニードルフェルトや織布の表面に熱接着できるメンブレンです。このメンブレンは、高効率、優れたダストケーキ払い落とし、風量改善を実現しますが、コストがかかります。
アクリルフォームなど、その他の表面処理も利用でき、特定の産業や用途に特化した要件に合わせて開発されています。
プリーツバグ:風量を増加するためにバグハウスに使用するメディアの量を増やす必要性に加えて、既存の従来型ラウンドチューブ集塵機の効率性能を高めたいという願いが、プリーツバグフィルターの発明につながりました。既存の集塵機にプリーツバグフィルターを取り付けると圧力損失が小さくなるため、省エネにつながります。プリーツバグフィルターは従来の6インチ径や6.25インチ径のバグと同様に楕円形や円形状にできます。従来との違いは、メディアがプリーツになっているため、フィルター長さ(リニアフィート)あたりのフィルター表面積が大きくなることです。
プリーツバグフィルターは、既存の集塵機のフィルター表面積を2倍または3倍にできます。ただし、集塵機の風量を3倍にできるという意味ではありません。プリーツバグは通常、ファブリックバグよりはるかに低いフィルトレーション速度で動作します。フィルトレーション速度をどれだけ低くできるかは、粉塵の特性や集塵機ハウジングの設計によります。既存のバグハウス集塵機からプリーツバグへの改良は、フィルター面積が増大して通気抵抗が低下するため、集塵機の圧力損失を低減するコスト効果の高い方法です。プリーツバグフィルターは各種メディアに利用できます。高効率のファインファイバーの表面処理を施したスパンボンドメディアが一般的です。ファインファイバー技術は、プリーツメディアの表面に粉塵を保持し、集塵機のクリーニングサイクル中に簡単にパルクリーニングで払い落します。その結果、コーティングなしの従来型スパンボンドメディアより圧力損失が小さく、排出量も少なくなります。このメディアは楕円形または円形のプリーツバグと従来のカートリッジフィルターのどちらにも使用できます。
先進技術によるメディア:段階的デニール、複合、水流交絡、エレクトロスピニングファインファイバーメディアなどが含まれます。このメディア技術のほとんどは10年前には存在していなかったもので、既存の集塵機を購入・設置し、フィルターメディアを指定してからずっと後に導入されるケースが目立ちました。定期的なフィルター交換で高性能メディアに交換して集塵機をアップグレードすることで、動作圧力損失を大幅に減少させ、効率を高め、フィルター寿命を延ばすことができます。
段階的デニールメディアは、清浄空気側の大きな直径の繊維層、汚染空気側のファインファイバー層で構成されています。ファインファイバーでできたフェルトよりも圧力損失は小さくなり、パルスクリーニングも改善されるため、表面フィルトレーションは改善されます。
複合メディアは2種類のファイバーが持つそれぞれ固有の特性を利用して構成されています。一般的な複合素材の1つに、ポリエステルなど安価なフェルトの表面にP84®繊維の薄い層を重ねたものがあります。P84®は、効率やダストケーキ払い落とし性に優れ、高い耐熱性(つまり圧力損失が小さい)がありますが、高額になります。ポリエステルは安価ですが頑丈な繊維です。P84®に使うすべての繊維を圧力損失低減のためだけに購入するのは高価すぎますが、ポリエステルのベースと組み合わせれば、厄介な圧力損失の問題や熱の問題に対してコスト効果の高い解決策になる可能性があります。
水流交絡フェルトメディアはフェルトの製造工程であり、針ではなく、コンピューター制御の高圧ウォータージェットを使用します。フィルターメディアの一般的な製造工程には、繊維を引っ張って織り、絡み合わせて厚いフェルトを形成するニードリングプロセスがあります。このメカニカルニードリング工程の欠点は、繊維細孔の間隔とサイズのバラつきです。このバラつきによって粉塵は細孔構造を通過して移動し、粉塵粒子がフェルトの深部に留まって風量を遮断し、フィルター全体に過剰な圧力損失を引き起こすため、フィルトレーション効率や圧力損失に悪影響を与えてしまいます。水流交絡フェルトは、細孔サイズが均一で、細孔のサイズも小さくなります。つまり、デプス捕集が減少し、圧力損失が低下します。
エレクトロスピニングは、厚さが0.2〜0.3ミクロンの高反発の連続極細層であるファインファイバーメディアを製造するために使用されるプロセスです。ファインファイバーメディアは、メディア表面に恒久的なウェブを形成して粉塵を封じ込め、それによってメディアがサブミクロン粒子をフィルタリングする際により効率が上がり、パルスクリーニング効率を高めてフィルター寿命を延ばし、延長された運用期間にわたって圧力損失を抑えます。
エレクトロスピニング工程により、ファインファイバーの割合の高い、細孔径の小さい均一なフィルター素材が作成されます。フィルターの一貫性と均一性により、粉塵を一層効果的に表面捕集できるフィルター素材が実現し、パルスクリーニングの効率性向上と圧力損失の低減につながっています。また、細孔サイズが小さいことで以下のメリットがあります。
デプス捕集を抑えるため、より効率的にフィルタークリーニングができる。
圧力損失を低減することで風量が増え、フィルター寿命を延ばせるほか、排出量を低減できる。
革新的なメディア構成技術
最新のフィルター設計技術は、ファインファイバー技術の利点とその種の最初のメディア構成を組み合わせたものです。従来のプリーツカートリッジフィルターメディアやバグフィルターと異なり、ひだ折りされたチャンネルを利用しています。この最新設計により、フィルタークリーニング効率が大幅に向上しました。また、パルスクリーニング効率の向上で圧力損失が減少するため、エネルギー消費をさらに節約できます。
高性能メディアで節約を実現する方法
集塵機に高性能フィルターメディアを取り付けただけでは、すぐにエネルギー節約にはつながりません。なぜでしょうか?メディアによる圧力損失が低い場合、ファンのインレット地点の圧力が下がるため、ファンの性能を調整しない限り、ファンはより多くの空気をただ移動させ、より多くの馬力を使用することになるからです。高性能メディアを使用してエネルギー節約を実現するには、ファン速度を下げ、風量が元の設計フロー値で維持される必要があります。
図7は、静圧(SP)曲線とブレーキ馬力(BHP)曲線を示すファン性能曲線です。これらの性能曲線の上にあるのがシステム曲線で、集塵機システム内のすべてのコンポーネント(フード、ダクト、集塵機など)の抵抗を表し、フィルターメディア全体で最終的に増加する圧力損失を差し引いたものです。
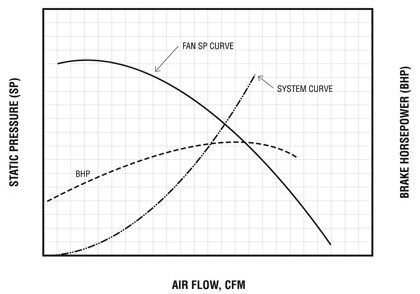 図7 - ファンSP曲線とシステム曲線の違いは、フィルターバグ全体の抵抗に利用できる圧力(∆P)です。
図7 - ファンSP曲線とシステム曲線の違いは、フィルターバグ全体の抵抗に利用できる圧力(∆P)です。
図8では、設計エアフローが設計∆P1のQ1で、高性能フィルターバグが取り付けられ低減された圧力損失∆P2で動作する場合、ファン入口の静圧はSP1に減少し、流量が増加しQ2、馬力も増加bhp2します。フローを設計フローQ1に戻すには、ファンシステムを機械的に変更する必要があります。
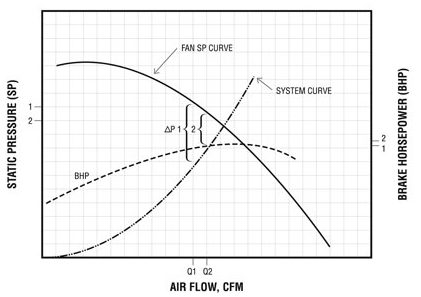 図8 - 高性能フィルターバグがシステム性能に与える影響。
図8 - 高性能フィルターバグがシステム性能に与える影響。
エアフローを元のQ2の値に減らす方法の1つは、ダンパーを閉じて図9に示すように静的抵抗を置き換えることです。これにより、エアフローは元のレベルまで減少し、BHPも元のレベルに戻ります。実際、図10に示すように、ダンパーは新しいシステム曲線を形成しています。これはエネルギーの削減という目的を達成しません。
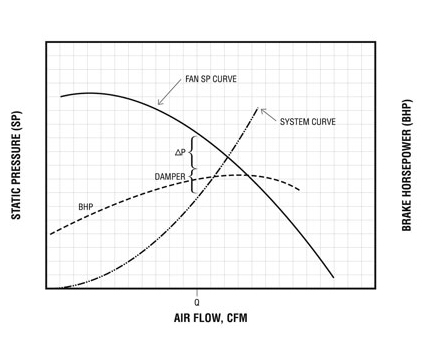 図9 - ダンパー抵抗に対する影響
図9 - ダンパー抵抗に対する影響
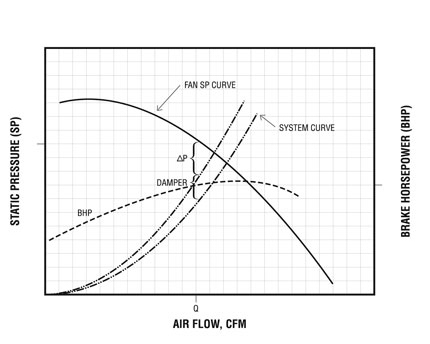 図10 - ダンパーが新しいシステム曲線を作成。
図10 - ダンパーが新しいシステム曲線を作成。
省エネを実現するには、bhpを減らす必要があり、そのためにはファンの回転速度を変更する必要があります。ファン速度を変更する2つの方法は、可変速モータードライブの交換と、ベルトとシーブの交換という簡単な方法があります。
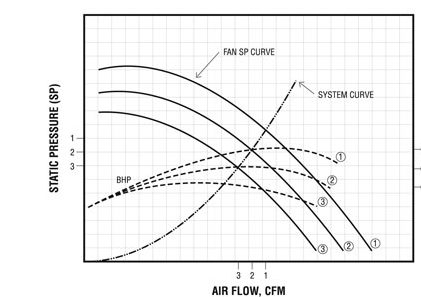 図11 - 可変周波数駆動(VFD)がファンに与える影響。
図11 - 可変周波数駆動(VFD)がファンに与える影響。
システムが測定されていない場合、ファン曲線が利用できない場合、システムフローが可変の場合、最も効率的なソリューションはおそらく可変周波数ドライブ(VFD)となります。図11に示すように、VFDにより、無数のファンSP曲線と、対応するbhp曲線が得られます。ダイヤルを回し、望ましい流量が得られる速度に設定するだけで、ブレーキ馬力も変更できます。
第3のファンの法則を覚えておいてください。固定システムでは、速度の変化の3乗に比例してbhpが減少します。
- 速度が5%低下すると、14%の省エネになります 0.953 = 0.86
- 速度が10%低下すると、27%の省エネになります 0.903 = 0.73
- 速度が12%低下すると、32%の省エネになります 0.883 = 0.68
欠点は、VFDの購入は、ベルトとシーブの交換よりも費用がかかることです。40hpシステムの場合、自立型VFDの費用は5000~5500ドルで、設置には電気技術者2名で半日を要します。それでも、多数の事例で十分に費用を回収できています。
エアフローの変更が不要な固定システムの場合、必要な作業はファンドライブのベルトとシーブの交換だけです。速度を変更すると、流量が元のQ1値に戻り、図12に示すように、必要な電力がbhp1からbhp2に減少します。固定速度を変更することで、低費用でエネルギー回収率100%を実現できます。例にある40hpモーター搭載のシステムの場合、費用は300ドル程で、設置にはメンテナンス担当者2名で約半日を要します。
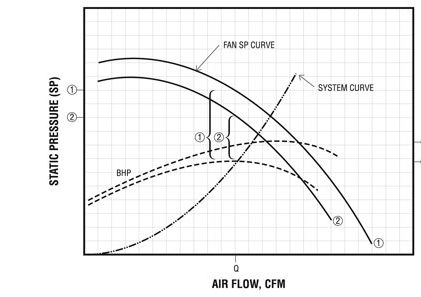 図12 - ベルトとシーブ交換の効果
図12 - ベルトとシーブ交換の効果
事例紹介
米国南部で穀物の取り扱いやオイルシード加工を行う大規模施設では、ファブリックフィルターのバグハウス集塵機を35台設置していました。エネルギーコスト削減というプレッシャーのもと、高性能フィルターメディアに関する研究を重ね、集塵機に水流交絡フィルターメディアを取り付けることが決定しました。新しいメディアは集塵機の圧力損失を2"wg削減できるため、35台ある集塵機すべてにこのメディアを装着すれば、結果的に大幅にエネルギーが節約できると考えられました。
図13は、分析データを示しています。エアフローは1万2,900 cfmに設定されました。ニードルフェルトの圧力損失は5"wgで、水流交絡フィルターバグは3"wgで安定していました。ファンは、効率63%の放射状ブレードファンでした。送電/モーター効率は90%でした。この施設は、1日24時間、週7日、年51週稼働しています。電気代は1 kWhあたり0.09ドルでした。
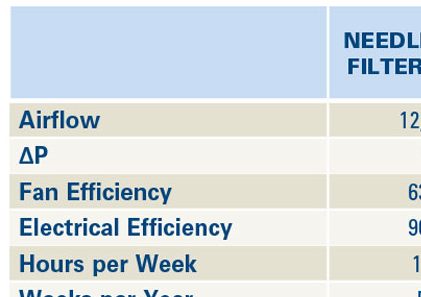 図13 - Dura-Life試験サイトのデータ
図13 - Dura-Life試験サイトのデータ
圧力損失が低い状態で安定することに加え、水流交絡フィルターエレメントは、フィルター寿命が2倍になりました。工場長がコスト(フィルターの交換回数減少による労力の節約、ドライブ交換によるコスト増、フィルターバグのコスト増)を計算したところ、3.8か月で費用が回収できる結果となりました。
この施設では、35台の集塵機すべてに水流交絡バグフィルターを購入して取り付け、シーブを調整して低速にするだけで年間7万7,000ドル以上節約できる可能性があることが明らかとなりました。
要約
空気には重量があるため、産業用換気システム内で空気を移動させるには、かなりのエネルギーが消費されます。エネルギーコストを最小限に抑え、製品コストを削減するために、新システムの設計や代替システムを検討する場合、適格な工学的判断が必要となります。既存システムに関しては、システム全体の圧力損失を低減することを目的とした、フィルター仕上げが改良されたバグ、最先端高性能メディアを使用したバグ、革新的なフィルターメディア構成のバグなどの代替製品導入をご検討ください。これらのソリューションは、いずれも初期コストが高くなる可能性がありますが、エネルギーの削減を考慮すれば、いずれも全体的に長期的な節約を実現します。
¹ Energy Information Administration, DOE/EIA - 0384, June 2007, The National Engergy to Elecricity Balance for 2006.
² Speaker, Bart van de Velde, Rockwell Automation, Presentation at Donaldson International Technical Conference, Nov. 2007, Leuven, Belgium.
³ Buffalo Forge Co., Fan Engineering, Eighth Edition, 1983.
⁴ Air Movement and Controls Association, Inc., AMCA Publication 201-90, Fans and Systems.
5 Duct Cost, Brian McAlpine, Nordfab Co Inc.
