
Jako producent żywności lub napojów masz obowiązek przestrzegania federalnej ustawy o bezpieczeństwie żywności (FSMA), opracowując plan analizy zagrożeń i krytycznych punktów kontroli (HACCP) lub plan kontroli zapobiegawczych opartych na analizie zagrożeń i ryzyka (HARPC). Być może jesteś w trakcie aktualizacji swojego obiektu. Nie ma lepszego momentu na przegląd projektu systemu filtracji, który ma zasadnicze znaczenie dla bezpieczeństwa żywności.
Podczas badania procesu i obiektu zwróć uwagę na dwa główne obszary, w których występuje potrzeba filtracji:
- miejsce, gdzie zanieczyszczenia są generowane lub wprowadzane po raz pierwszy;
- miejsce, gdzie występują kolejne zagrożenia dla procesu.
Po pierwsze zainteresuj się źródłami mediów, gdzie odbywa się generowanie lub magazynowanie pary wodnej, gazów, takich jak azot, i sprężonego powietrza. Strefa ta jest podstawową lokalizacją oleju, wilgoci, odpadów i bakterii — szczególnie jeśli pobierasz powietrze lub wodę ze źródeł o wątpliwej jakości.
W tym miejscu należy zaplanować filtrację wstępną. Wkłady o wielkości około 10 mikronów wychwytują większe cząstki i 95–98 procent wszystkich zanieczyszczeń — dopuszczalny poziom do zastosowań przemysłowych, takich jak mycie lub czyszczenie i sterylizacja urządzeń na miejscu (CIP/SIP). Filtracja wstępna na wcześniejszym odcinku pomoże zminimalizować koszty wymiany i czasy przestojów, chroniąc najdroższe w linii technologicznej filtry z drobnymi włóknami. Woda studzienna lub rzeczna niosąca większą ilość zanieczyszczeń może wymagać serii filtrów wstępnych 50-, 20- i 10-mikronowych, a zanieczyszczone powietrze może wymagać więcej niż jednego filtra wstępnego sprężonego powietrza, szczególnie w zastosowaniach mających kontakt z żywnością.
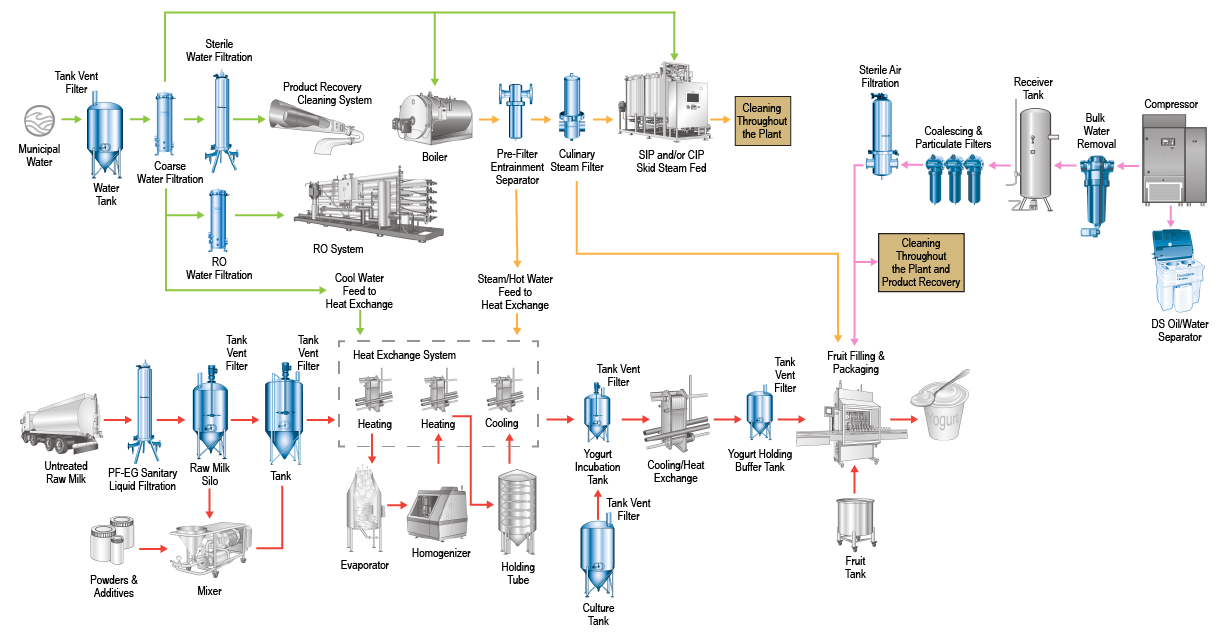
Nie wszystkim zanieczyszczeniom można zapobiegać u źródła, dlatego w linii technologicznej należy zidentyfikować krytyczne punkty kontroli — wszędzie tam, gdzie istnieje możliwość nowego zanieczyszczenia, lub tam, gdzie dostanie się zanieczyszczeń byłoby nieodwracalne. W tym miejscu należy użyć wkładów sterylnych stosowanych w punkcie poboru, zazwyczaj o wielkości 0,2 mikrona lub mniejszej. Niektóre z tych krytycznych punktów kontroli to:
Zbiorniki do mieszania i przechowywania. W takich miejscach łatwo mogą rozmnażać się niepożądane bakterie, a tlen może również powodować psucie się niektórych produktów. Dobrym buforem w zbiorniku przed dodaniem składników jest obojętny azot. Najpierw jednak należy pamiętać o przefiltrowaniu azotu, tak aby usunąć potencjalne zanieczyszczenia ze zbiorników, sprężarek i przewodów elastycznych.
Etapy pośrednie i składniki. Wszędzie tam, gdzie na linii technologicznej ma miejsce nowy etap lub wprowadzany jest nowy składnik, występują nowe możliwości zanieczyszczenia. Późniejszymi dodatkami mogą być środki aromatyzujące lub przyprawy, konserwanty bądź emulgatory. W napojach gazowanych jest to gazowy CO2. Należy rozważyć filtry dla każdego nowego składnika, a także dla każdego nowego procesu gazowego, parowego lub powietrznego.
Przetwarzanie końcowe i pakowanie. Aby usunąć wszelkie pozostałe zanieczyszczenia, należy zaplanować filtrowanie na ostatnim etapie procesu. Na przykład podczas butelkowania wody zalecany jest końcowy filtr membranowy. Ryzyko może stwarzać samo pakowanie. Folie otaczające i uszczelki mające kontakt z żywnością lub napojem powinny być przedmuchiwane parą spożywczą w celu zabicia wszelkich drobnoustrojów zebranych podczas transportu lub przechowywania.
Po określeniu prawidłowej lokalizacji dla filtrów należy rozważyć jakość urządzeń i wybór wkładów. Należy zwracać uwagę na starzejące się lub działające nieprawidłowo podzespoły, takie jak sprężarki powietrza, które są częstym źródłem wycieków oleju. Rury i obudowa mogą łuszczyć się; mogą w nich również powstawać szczeliny, które stanowią miejsca psucia się resztek.
W większości norm i wytycznych określane są systemy ze stali nierdzewnej; jeżeli jednak podzespoły nie są objęte certyfikatem 3-A, nadal mogą być źródłem ukrytego ryzyka obejmującego:
- słabe spoiny spawane z nierównymi obszarami;
- powierzchnię piaskowaną kulkami zamiast elektropolerowanej;
- złącza rurowe z kołnierzem lub z gwintem NPT zamiast połączenia sanitarnego, takiego jak zaciski sanitarne Tri-Clamp®.
Nie należy mylić określenia „zgodność z 3-A” z „certyfikowanym 3-A”. Tylko certyfikowane urządzenia podlegają niezależnemu sprawdzeniu pod kątem higienicznym, co zmniejsza liczbę miejsc schronienia, w których bakterie mogą się gromadzić i namnażać.
 Ten symbol oznacza, że urządzenie zostało zweryfikowany przez firmę zewnętrzną 3-A Sanitary Standards, Inc.
Ten symbol oznacza, że urządzenie zostało zweryfikowany przez firmę zewnętrzną 3-A Sanitary Standards, Inc.
Oceny filtrów również powodują pewne zamieszanie. Klasyfikacja mikronowa określa jedynie rozmiar cząstek , do zatrzymywania których zaprojektowany jest filtr. Wydajność jest odsetkiem zatrzymywanych cząsteczek w tym zakresie mikronów. Należy wybrać wkłady, których oba te parametry są prawidłowe. Filtr oznaczony jako 1-mikronowy może wydawać się bezpieczny, ale jego wydajność (skuteczność) może wynosić tylko 85%. Przeciwieństwo może również być prawdziwe. 10-mikronowy filtr zapewniający wydajność 5-log (99,999%) będzie zbyt drobny do filtracji wstępnej. Ważne są również określenia „absolutny” i „znamionowy”. Absolutne media filtracyjne mogą osiągać wydajność 99,98% lub większą, podczas gdy filtr znamionowy zapewnia zazwyczaj wydajność od 60% do 98% przy tym samym rozmiarze mikronowym.
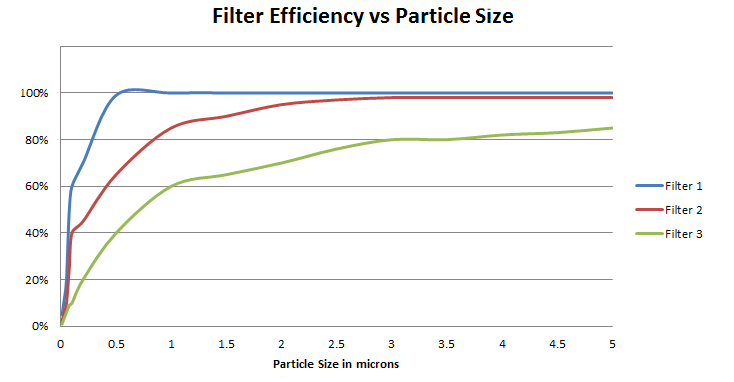 Trzy filtry jednomikronowe mogą mieć różne wskaźniki wydajności
Trzy filtry jednomikronowe mogą mieć różne wskaźniki wydajności
Po rozważeniu klasyfikacji i sprawdzeniu certyfikacji można przejść do innych kwestii:
- zdolność obciążania wgłębnego (retencja);
- liczba cykli sterylizacji, które wkład może bezpiecznie tolerować;
- jak często wkład będzie wymagał wymiany (żywotność filtra); oraz
- poziomy przepływu, od których zależą koszty energii.
Wszystkie te czynniki dotyczące wydajności wpływają na całkowity koszt posiadania. Filtr do cieczy z wkładem plisowanym, który początkowo kosztuje więcej, może mieć dłuższą żywotność i oszczędzać koszty w porównaniu ze zwykłym filtrem typu melt-blown.
 Tradycyjny filtr typu melt-blown (po prawej) w porównaniu z filtrem z wkładem plisowanym (po lewej)
Tradycyjny filtr typu melt-blown (po prawej) w porównaniu z filtrem z wkładem plisowanym (po lewej)
Bezpieczna i ekonomiczna filtracja opiera się na odpowiedniej wydajności przy właściwym rozmiarze mikronowym i we właściwej lokalizacji. Każdy proces jest wyjątkowy, ale dobrym punktem wyjścia może być przygotowana mapa filtracji. Firma Donaldson opracowała kilka przewodników po rozwiązaniach filtracyjnych dla określonych zastosowań w produkcji żywności i napojów. Wszystkie one są bezpłatne i dostępne do pobrania:
Chętnie pomożemy również opracować niestandardowy plan filtracji dla Twojego obiektu.
