
Most thermal spray operations require some sort of ventilation to exhaust excess compounds from the thermal spray area. Even well designed thermal spray processes tend to be inefficient with regard to the amount of sprayed material actually landing on the target; 50% deposit efficiency is considered good.
One area of advancement is the attempt to replicate the more complicated (and more expensive) coatings of plasma and HVOF processes with more cost effective wire arc systems. Arc processes generate very fine and often light-weight particulate that can be challenging to properly remove from the exhaust gas stream. There are well proven dust collection systems available that can handle thermal spray dust. Unfortunately, the overwhelming majority of these systems are operated with relatively crude airflow management controls. This article focuses on the operational gains and cost savings that can be made by using smarter technology for thermal spray exhaust.
Proper System Design
Larger thermal spray operations typically include an enclosed space where the actual spraying occurs. The unused spray compounds are then ventilated from the enclosure while fresh air is being drawn in it. Depending on the design of the enclosure and the shape of the target being sprayed, an optimal volume of air can be determined for proper control of the nuisance particulate. For example, an enclosure might need 10,000 cubic feet per minute (cfm) for proper dust control. More would be wasteful, and less would be insufficient.
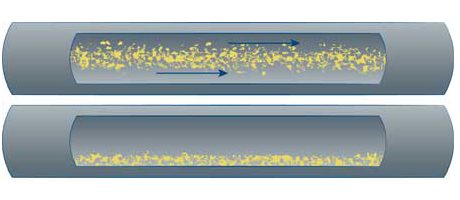 Top: Dust particles are suspended when air velocity is greater than 3500 feet per minute. Bottom: Dust particles can build up when air velocity is less than 3500 feet per minute.
Top: Dust particles are suspended when air velocity is greater than 3500 feet per minute. Bottom: Dust particles can build up when air velocity is less than 3500 feet per minute.
From that starting point, a proper dust collection system can be designed. This will usually include a duct to transport the dust, a filter to remove the dust from the air, and a fan to provide the energy to generate the airflow. The exhaust fan for a 10,000 cfm system might require 30-40 horsepower. The airflow requirement is generally fixed and should not change unless the enclosure is redesigned. It is commonly accepted that a velocity of 3500-4000 fpm is optimal to transport dust in a round duct1. Moving the air more slowly will allow the dust particulate to drop out and settle in the bottom of the duct – creating a fire hazard and potentially blocking the duct. Moving air more quickly wastes fan energy and creates unnecessary wear and tear on the ducts. For our example, moving 10,000 cubic feet per minute at a velocity of 3500-4000 feet per minute requires the selection of a round duct 22" in diameter. This selection has a cross sectional area of 2.6398 square feet, resulting in a velocity of 3788 feet per minute.
Fans and Static Pressure
Industrial ventilation fans create a partial vacuum that draws the air through the system. This partial vacuum is referred to as static pressure, and is usually measured in “inches of water gauge." System designers use various mathematical models to estimate the static pressure needed to achieve desired airflow. Factors in a system that affect the required static pressure include among other items:
- Size and geometry of the thermal spray enclosure
- the number and radius of elbows (or turns) in the duct
- total length of ducts in the system
- diameter of the duct used and velocity of air
- dust collector selection
- after-filter items (such as a HEPA filter or exhaust silencer)
Many of these factors do not change over the course of operating the system. The exceptions are the dust collector filters and the HEPA filters. As the dust accumulates on the filters, the pressure drop, or resistance across the filters, increases. The system requires additional static pressure to overcome the buildup of dust on the surface of the filters.
Fans are typically selected to ensure adequate airflow throughout the life of the filters by including enough static pressure to maintain airflow when filters reach the end of their useful life. Filters approaching the end of their service life will exhibit a higher pressure drop than new filters. To extend their service life, the filters in a thermal spray dust collector are designed to be cleaned on line while the system is running. Repeated buildup of dust, followed by the self-cleaning cycle of the dust collector, causes minor fluctuation in the system static pressure requirement. If this is not addressed, the system may experience decreases and increases in airflow with the associated problems of dust settling in the duct or within the thermal spray enclosure.
Excess airflow through the thermal spray enclosure can affect coating quality by drawing sprayed material away from the target part. To avoid these potential problems, the air volume has to be controlled. The most common device used to control the fan is a damper, which creates an artificial load on the fan to “dial” it back to the desired airflow. To maintain the airflow, the damper would have to be opened or closed as necessary to keep the desired velocity in the duct2. This is seldom done with the accuracy required to constantly attain the prescribed airflow through the system and, if it were done manually, it would require constant supervision by a qualified person. This would be expensive and difficult, which explains why most thermal spray operations opt for a “set and forget” mentality with regard to the fan control.
Variable Frequency Drives & Airflow Control Systems
A better way to control the fan and maintain constant airflow in the system is with a variable frequency drive (VFD). A VFD operates the fan motor at a specific rotational speed based on adjusting the hertz frequency. Whereas normal three-phase power in North America usually runs on 60 HZ frequency, a VFD allows the operator to select a specific frequency slowing or accelerating the rotational speed of the fan. In an ideal system, the system would run at full speed only when the static pressure load of dirty filters required it. The rest of the time, the fan would be running at a slower speed to generate exactly the amount of static required. This method of operation offers benefits in cost savings. Compared to operators who use the “set and forget” approach where they always run their dust collection systems at speeds faster than necessary (to ensure complete ventilation of the thermal spray enclosure), the VFD approach uses a smart system running at exactly the required airflow speed saving energy.
Mathematical models exist that can help demonstrate this, using a few simple assumptions and some system variables. Generally, an upgrade to VFD and airflow control system can pay for themselves in less than two years, and more importantly, the dust collection system will be running at the right speed. This can save wear and tear on the system, and especially on the high-end, surface-loading filters required for thermal spray. Any decision to upgrade to a VFD and airflow control system should include the following savings as factors:
- Filter costs
- Labor costs
- Disposal Costs
- Inventory Costs
- Shipping costs (for new filters and disposal of old filters)
- Quality process
- Operational stability of the system and proper maintenance of airflow in the system
Controlling the VFD
Once the determination has been made to use a VFD, the next step is to determine the method of providing continual input. The objective is to maintain a desired airflow regardless of fluctuations in system static pressure. By using an airflow measuring device installed in the duct system, the controller can adjust fan speed to correct changes. These instruments are best suited to clean air environments, and therefore are usually installed in the duct at a location after the air is filtered. This could be a duct on the outlet of the fan with the length needed to provide a smooth, reliable indication of the total airflow moving through the system.
An alternative method is to measure the system static pressure, rather than the actual airflow at a point in the duct system just before the air enters the dust collector. At the prescribed airflow, the amount of static necessary is a function of factors that should remain unchanged as long as the system is not changed mechanically. Filters will get dirty and then be pulsed clean, but the static pressure necessary at the inlet of the dust collector will stay the same if the system is running at the prescribed airflow. A controller that maintains that static is the simplest way to effectively control a VFD in a dust collection system. As filters build up resistance, the airflow delivered by the fan drops. This reduction in airflow produces a lower static requirement in the duct in front of the collector, so the controller will order the VFD to increase power to maintain static. Conversely, as filters are pulsed clean, the resistance in the system falls and the VFD will decrease power to maintain the same level of static. The result is smooth airflow with the associated benefits and savings that come with it.
Considerations
There are situations when using a VFD and airflow control system will have limited benefits. When a single dust collector (and single fan) is used to intermittently service only one or two cells at a time in a multiple thermal spray cell system, there is no simple way to utilize the variable power of the fan effectively. This is a limitation of the duct system – not a limitation of the VFD.
Conclusion
Thermal spray technology is evolving, and new approaches often create bigger challenges for associated components like exhaust systems. Alternately, advances in sub-components can help refine overall thermal spray operations, and virtually every thermal spray dust collection system in existence can benefit from the use of a variable frequency drive. It is becoming increasingly apparent that precise airflow control is important, and energy savings can also be an added benefit.
¹ Industrial Ventilation: A Manual of Recommended Practice, 24th Edition, American Conference of Governmental Industrial Hygienists (ACGIH), page 3-18, Table 3-2.
² This is much like operating the gas pedal of a car. As more speed is needed, the driver adds engine power. When less speed is desired, engine power is decrease
