
La produzione di polveri è un aspetto quotidiano e inevitabile dell'industria farmaceutica. Le polveri farmaceutiche si generano nella maggior parte delle fasi di processo, dalla gestione dei materiali sfusi alla macinazione, granulazione, compressione in compresse, incapsulamento, rivestimento e persino nel confezionamento. Per via della loro natura estremamente fine, le polveri farmaceutiche possono sollevarsi facilmente, spostarsi su grandi distanze e depositarsi su superfici e nelle fessure presenti in tutto l'impianto.
Le polveri farmaceutiche possono rappresentare molteplici criticità, tra cui: Rischi legati al rispetto delle cGMP, contaminazione crociata tra processi paralleli, esposizione dei lavoratori (in particolare a polveri nocive) e possibili deflagrazioni dovute alla natura altamente combustibile delle polveri. La gestione inadeguata o il mancato contenimento delle polveri di processo può comportare pesanti sanzioni OSHA, fermi impianto per la pulizia o, peggio ancora, infortuni al personale o perdita di vite umane. Con così tanto in gioco, è fondamentale conoscere le opzioni disponibili per la filtrazione delle polveri farmaceutiche e le tecnologie in grado di migliorarne l'efficienza, garantire la pulizia e proteggere l'impianto, come illustrato nella Figura 1.
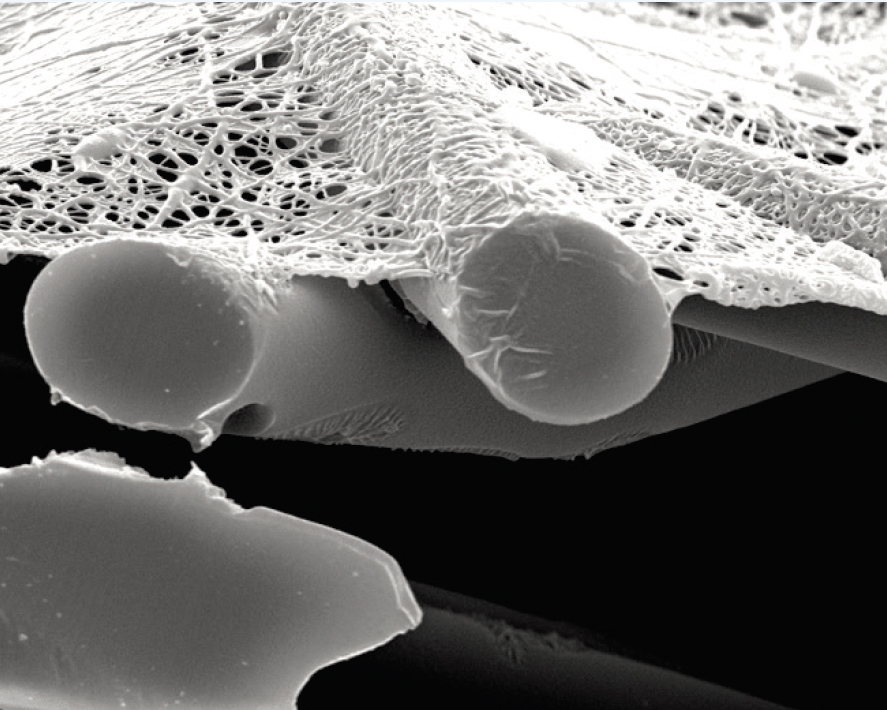 Figura 1. Filtro pulito a strati in nanofibre
Figura 1. Filtro pulito a strati in nanofibre
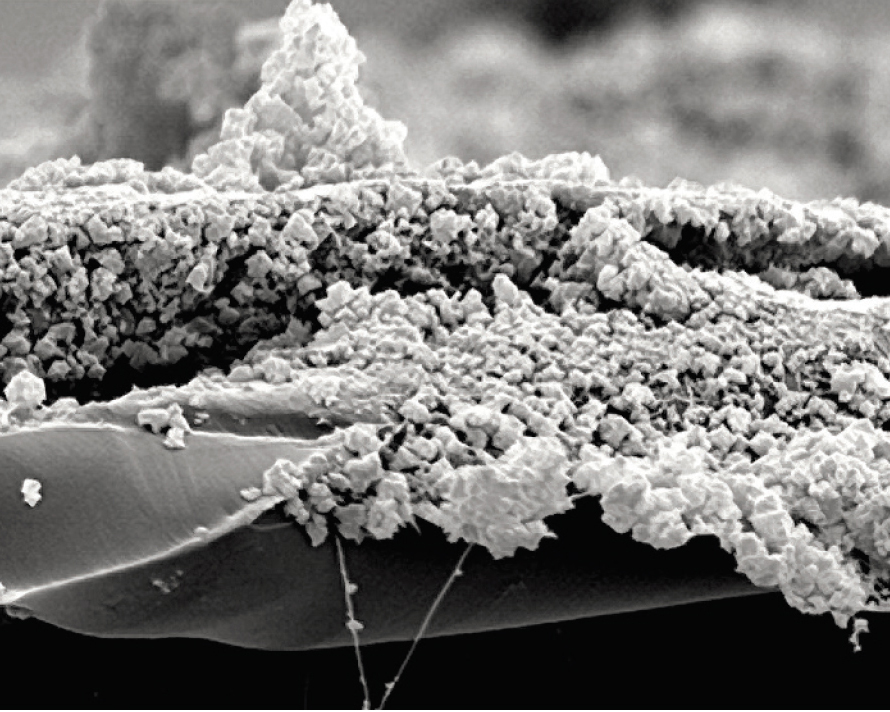 Filtro a strati in nanofibre con accumulo in superficie
Filtro a strati in nanofibre con accumulo in superficie
Evoluzione dei progetti di alloggiamenti dei collettori
La tecnologia per la raccolta delle polveri si è evoluta significativamente negli ultimi decenni, con i miglioramenti più evidenti concentrati sulla progettazione degli involucri, o cabine, dei collettori. Negli odierni impianti di lavorazione delle polveri non si osservano più i tradizionali collettori a manica, un tempo elementi caratteristici del profilo dell'edificio. La tecnologia per la gestione delle polveri ha trasformato le apparecchiature, riducendo gli enormi impianti un tempo richiesti, caratterizzati da inefficienze dovute al flusso ascendente, fermo impianto prolungato per la manutenzione e scarse possibilità di ridurre i costi operativi. I cambiamenti significativi rispetto ai tradizionali collettori a manica iniziarono a metà degli anni '70 con l'introduzione del primo collettore a cartuccia e del relativo filtro.
Per i produttori i cui processi generavano polveri fini o leggere, il collettore a cartuccia ha reso possibile installare le apparecchiature di raccolta polveri all'interno degli impianti. In questo modo il personale di manutenzione poteva intervenire sulle apparecchiature di raccolta polveri senza dover salire sul tetto o accedere fisicamente all'interno del collettore. Questo progresso ha ridotto i tempi di fermo per manutenzione e migliorato le prestazioni operative e l'efficienza dei processi.
Tuttavia, i primi progetti dei collettori a cartuccia non si discostavano molto da quelli dei tradizionali collettori a manica. Le cartucce erano sospese verticalmente (come i filtri a manica) e il flusso d'aria entrava ancora nella parte bassa dell'involucro del collettore, causando reimmissione della polvere e altre inefficienze prestazionali già presenti nei collettori a manica.
Questi primi collettori segnarono un progresso rispetto alla tecnologia dei tradizionali collettori a manica, pur richiedendo ulteriori perfezionamenti. All'inizio degli anni '80, i nuovi sviluppi progettuali migliorarono ulteriormente le prestazioni dei collettori, introducendo flussi d'aria discendenti che sfruttavano la gravità per rimuovere le polveri dal flusso d'aria.
I progetti a flusso discendente, supportati dalla ricerca dell'EPA e approvati dall'American Council Governmental Industrial Hygienists (ACGIH), sono stati identificati come progetti di alloggiamento per collettori di polvere a cartuccia più efficienti. Questi progetti eliminavano le barriere all'efficienza grazie a minori perdite di pressione e risolvevano i problemi di reimmissione della polvere, offrendo una configurazione che permetteva alle particelle di depositarsi agevolmente nell'imbuto di raccolta.
Analisi del flusso d'aria
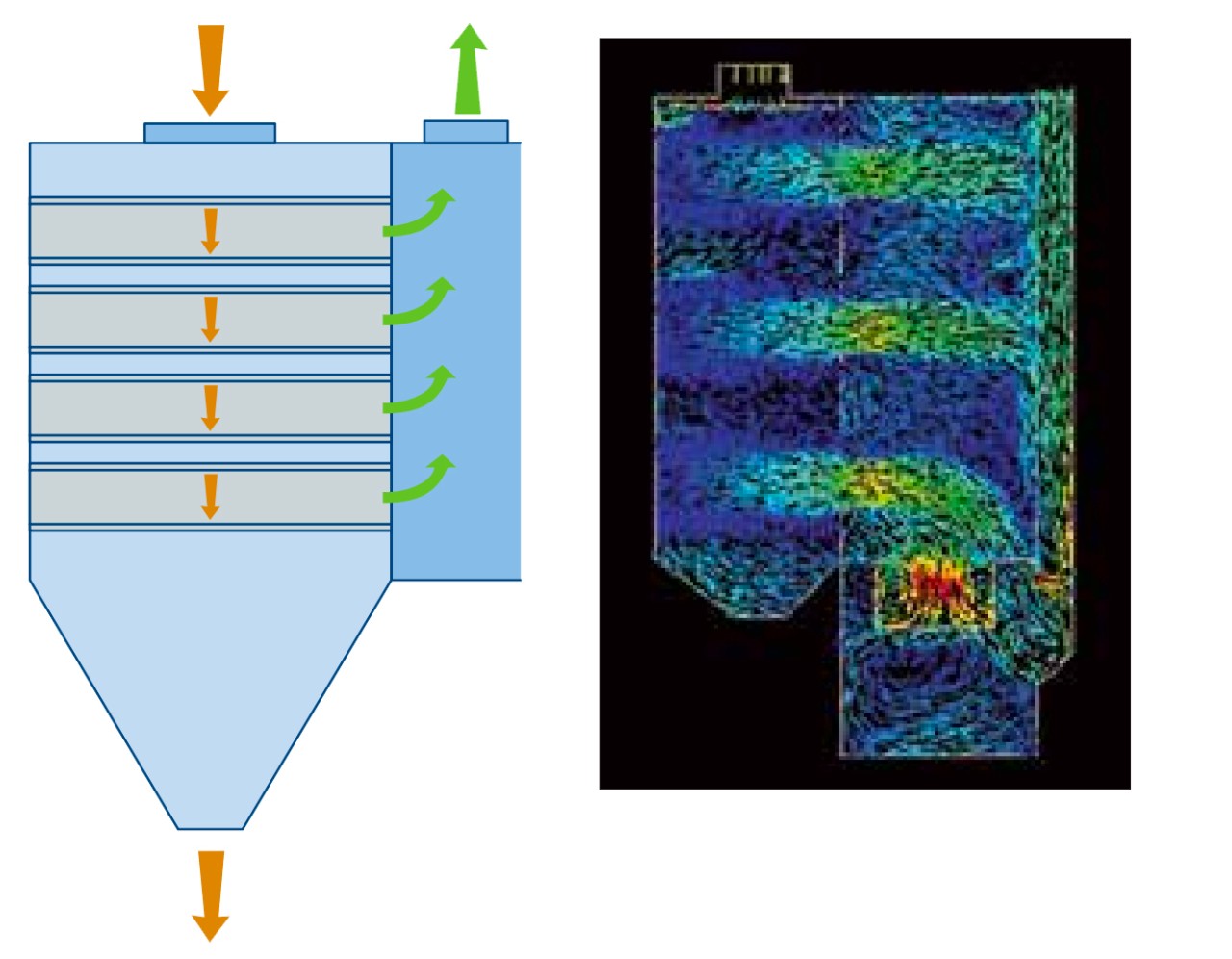
In che modo, dunque, il progetto dell'involucro del collettore o la direzione del flusso d'aria influenzano le prestazioni operative? Non dipende esclusivamente dal materiale filtrante? Per rispondere al meglio, confrontiamo le immagini dei design a flusso ascendente/trasversale con quelli a flusso discendente. Confrontando questi due approcci progettuali così differenti, è facile osservare come i collettori a flusso discendente presentino velocità inferiori, poiché l'aria si muove seguendo la gravità dal lato sporco a quello pulito del collettore, come mostrato nellaFigura 2. Velocità inferiori producono minori cadute di pressione che a loro volta utilizzano meno energia per spostare il flusso d'aria attraverso i filtri. Non solo la richiesta energetica è inferiore, ma i design a flusso discendente gestiscono meglio le polveri abrasive. Ciò comporta una minore abrasione dei filtri e l'eliminazione della pulizia meccanica dell'imbuto, che altrimenti potrebbe sollevare nuovamente la polvere sui filtri. Questa reimmissione della polvere comporta minori efficienze operative e un maggior consumo energetico. I filtri svolgono certamente un ruolo fondamentale, ma un buon progetto dell'involucro ne aumenta l'efficacia complessiva.
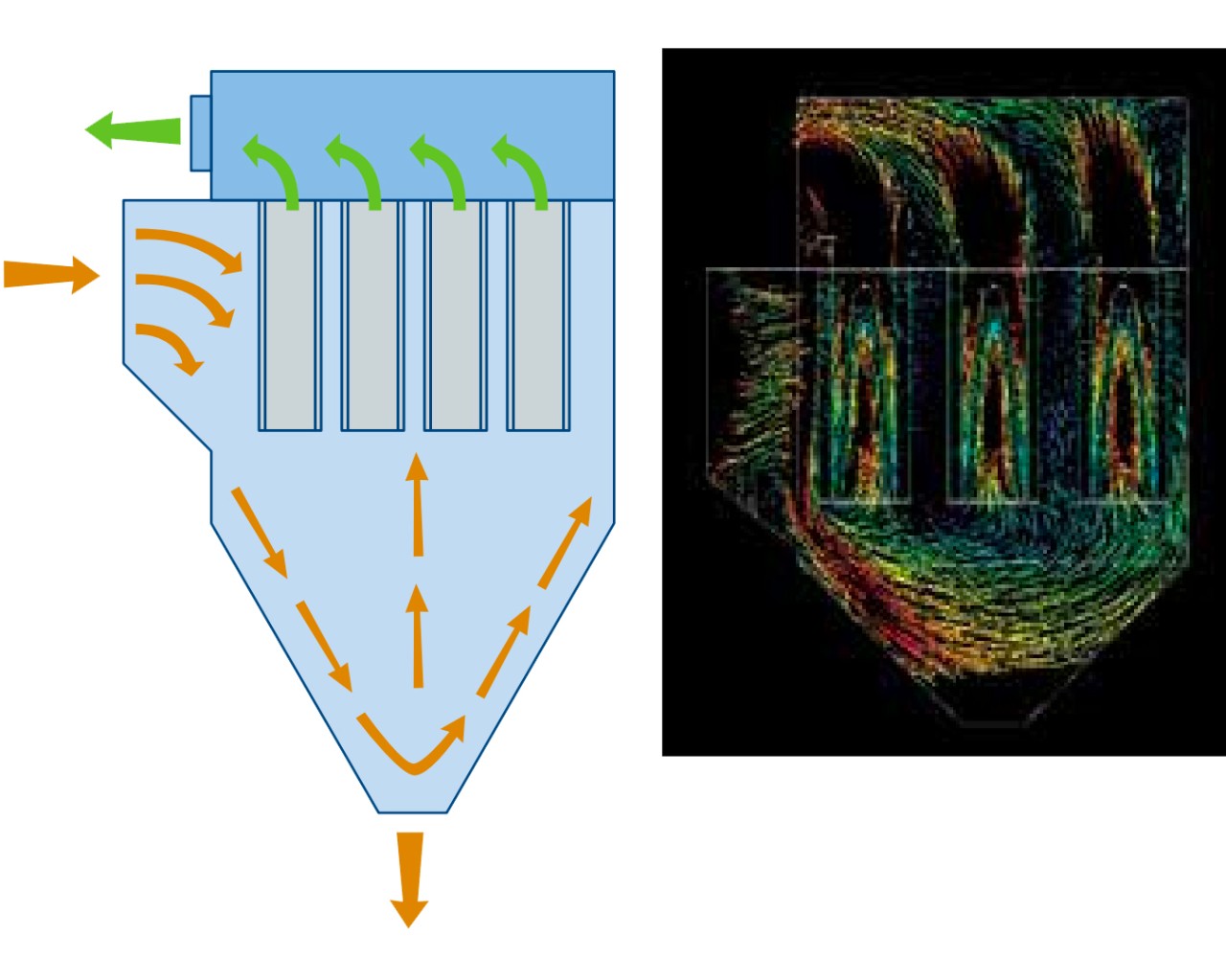 Figura 2 - Confronto tra l'effetto di flusso incrociato e la tecnologia Downflo.
Figura 2 - Confronto tra l'effetto di flusso incrociato e la tecnologia Downflo.
Polveri combustibili
Poiché le polveri di processo sono spesso leggere, possono facilmente penetrare in aree dell'impianto di cui si ignora persino l'esistenza. Quanto più fine è la polvere, tanto più a lungo rimane sospesa e maggiore è il tempo necessario perché si depositi. Che succede allora? Se la polvere è combustibile, può accumularsi su pareti, lampade e rivestire le condotte HVAC, creando potenziali fonti di incendio. In caso di deflagrazione, la polvere accumulata verrebbe sollevata nell'aria, aumentando il rischio di una seconda esplosione, più violenta, all'interno dell'impianto.
Che cos'è una deflagrazione e in cosa differisce da un'esplosione? Si tratta di eventi distinti, ma che possono verificarsi contemporaneamente. Una deflagrazione è un evento di accensione che crea un fronte di fiamma che si espande a velocità subsoniche. Un'esplosione è la rottura fisica di un recipiente o di un contenitore dovuta a sovrapressione. Negli incidenti industriali, una deflagrazione provoca generalmente l'esplosione del collettore o dell'edificio. Deflagrazioni e/o esplosioni negli impianti di processo provocano il sollevamento della polvere che, nel tempo, si è depositata in varie aree dell'impianto. Se questa polvere sospesa entra in contatto con il fronte di fiamma generato dall'esplosione dell'apparecchiatura di processo o con un'altra fonte di accensione presente nell'impianto, può verificarsi un evento secondario, spesso più distruttivo, con gravi danni all'impianto e possibili infortuni al personale o perdita di vite umane.
L'Occupational Safety and Health Administration (OSHA) degli Stati Uniti ha istituito un programma nazionale di attenzione sulle polveri combustibili (National Emphasis Program on Combustible Dust) per sensibilizzare sui rischi ad esse associati. In base alle linee guida sviluppate dalla National Fire Protection Agency (NFPA), l'obiettivo dell'OSHA è ridurre i rischi di polveri combustibili eliminando uno o più dei cinque elementi che compongono il Pentagono dell'Esplosione, vedi Figura 4. Il Pentagono dell'Esplosione rappresenta i cinque elementi chiave (ad esempio polvere combustibile, ossigeno, dispersione della polvere, confinamento della polvere e fonte di accensione) che, agendo congiuntamente, possono dare origine a un evento esplosivo.
 Figura 4 - La gestione o la rimozione di uno o più elementi del Pentagono Esplosivo può ridurre il rischio di esplosione.
Figura 4 - La gestione o la rimozione di uno o più elementi del Pentagono Esplosivo può ridurre il rischio di esplosione.
In qualità di responsabile di processo, è necessario valutare i rischi legati alle polveri combustibili e decidere quale strategia di gestione sia più efficace per limitarli, eliminando uno o più elementi del Pentagono dell'Esplosione e/o controllando e riducendo le conseguenze di un'eventuale esplosione. È necessario porsi diverse domande per determinare se nell'impianto sono presenti polveri combustibili.
Contenimento delle polveri
Molti sottoprodotti farmaceutici contengono ancora polveri nocive. Queste polveri possono contenere un principio attivo farmaceutico (API), come un narcotico, un ormone, uno steroide o un altro composto, che potrebbe avere effetti nocivi su dipendenti o ambiente in caso di sovraesposizione.
A differenza dei processi standard che generano polveri passive, le polveri nocive devono essere trattate in modo che riducano al minimo l'esposizione e ne assicurino un contenimento sicuro. Le situazioni di contenimento rappresentano spesso sfide particolari, poiché le apparecchiature di filtrazione assumono ora un duplice ruolo: raccogliere la polvere e fungere da dispositivo di contenimento per la polvere stessa.
Gli odierni collettori di polveri sono per lo più autonomi e possono spesso essere configurati per funzionare in modalità continua. Le opzioni disponibili consentono ai controlli del collettore di monitorare le pressioni, regolare il flusso d'aria, pulire automaticamente i filtri tramite impulsi e persino scaricare la polvere dall'imbuto senza interrompere il processo. Tuttavia, anche con alti livelli di automazione, restano attività manuali necessarie per garantire il funzionamento efficiente dei collettori. La più comune di queste attività è la sostituzione dei filtri esausti. Considerata la polvere tossica generata durante la produzione farmaceutica, la sostituzione di questo filtro spesso richiede un processo Bag-In/Bag-Out (BIBO), vedere Figura 5.
 Figura 5 - Il sistema Bag-In/Bag-Out (BIBO) migliora la sostituzione dei filtri e la manutenzione dello scarico della tramoggia, contribuendo a ridurre al minimo l'esposizione dei lavoratori a polveri potenzialmente nocive e a limitare la dispersione di contaminanti nell'atmosfera.
Figura 5 - Il sistema Bag-In/Bag-Out (BIBO) migliora la sostituzione dei filtri e la manutenzione dello scarico della tramoggia, contribuendo a ridurre al minimo l'esposizione dei lavoratori a polveri potenzialmente nocive e a limitare la dispersione di contaminanti nell'atmosfera.

Il termine si riferisce all'uso di sacchetti speciali e procedure operative che consentono all'operatore di sostituire i filtri senza entrare in contatto diretto con la polvere presente nel collettore di polveri. I passaggi Bag-Out incorporano sacchetti che vengono poi collegati a collari integrati (collari BIBO) sul collettore. I sacchetti vengono fissati ai collari mediante guarnizioni in gomma e fascette gommate, creando una tenuta ermetica tra il sacchetto BIBO e il collettore di polveri.
Di seguito sono riportati gli aspetti da considerare per valutare l'efficacia di una determinata progettazione BIBO:
- I sacchetti devono provenire da fornitori esperti in contenimento e possedere elevati valori di OEL (Occupational Exposure Limit). In base alla tossicità della polvere, è fondamentale non compromettere la qualità dei sacchetti. Tutti i sacchetti non hanno le stesse certificazioni di resistenza.
- I collari BIBO di forma circolare tendono a essere più efficaci rispetto a quelli rettangolari, poiché garantiscono una tenuta uniforme senza spazi vuoti. I collari rettangolari sono più soggetti alla formazione di spazi vuoti nella parte superiore, inferiore e sui lati.
- Le aperture più piccole nel collettore richiedono generalmente un solo operatore per eseguire la sostituzione del filtro con il sistema BIBO. Al contrario, i collettori appesi verticalmente con ampie aperture rettangolari per i filtri spesso richiedono agli operatori di inserire fino a quattro filtri carichi in un unico sacchetto. Poiché i filtri carichi possono pesare fino a circa 32 kg, il solo peso richiede più di un operatore per gestire e smaltire correttamente filtri e sacchetto.
- Si raccomandano collari BIBO che garantiscano una tripla tenuta tra il sacchetto e il collettore di polveri.
- Quando si valuta l'attrezzatura BIBO, è consigliabile scegliere dispositivi progettati specificamente per le procedure BIBO. Evitare soluzioni in cui il BIBO sia considerato come un'aggiunta marginale.
Chi avrebbe immaginato che la raccolta della polvere richiedesse così tanta tecnologia e progettazione? In Donaldson, ci impegniamo a perfezionare continuamente la progettazione dei sistemi, le soluzioni filtranti e le prestazioni complessive degli impianti, con l'obiettivo di garantire aria più pulita e condizioni operative più sicure. Ci impegniamo a mantenere il nostro ruolo di leader nell'innovazione, continuando a far progredire la tecnologia di filtrazione delle polveri. Man mano che le esigenze evolvono, continueremo a offrire soluzioni di filtrazione sempre efficaci e all'avanguardia.
