
Quando si tratta di posizionare un collettore di polveri per applicazioni di movimentazione dei materiali nelle industrie di processo, ci sono diverse strategie tra cui scegliere. Una scelta sbagliata potrebbe aumentare le spese operative. La scelta dell'opzione giusta si basa sull'applicazione e sulle esigenze della struttura.
Strategia centralizzata di raccolta della polvere
Una strategia per il posizionamento del collettore di polveri prevede l'installazione di un singolo collettore all'esterno dell'edificio, facendo passare le canalizzazioni nelle varie aree del processo che generano polvere. Questo è noto come sistema di raccolta centralizzata della polvere.
Questa scelta presenta diversi vantaggi. Il primo è lo spazio relativamente piccolo occupato nel punto in cui si trova la fonte di polvere. In un impianto di lavorazione di polveri e materiali, sono presenti molteplici punti di giunzione e processi che generano polvere, tra cui punti di trasferimento del trasportatore, sfiati dei contenitori, miscelazione, scarico dei sacchi e punti di riempimento dei sacchi. Molte di queste applicazioni generano polvere in luoghi con spazio limitato. Con una strategia di posizionamento centralizzato del collettore della polvere, è possibile inserire una cappa di controllo della polvere nel punto in cui viene generata, e la polvere viene quindi convogliata al collettore. Le cappe occupano relativamente poco spazio rispetto a un collettore completo, il che aiuta a superare i problemi di spazio limitato.
Un altro vantaggio del posizionamento centralizzato della raccolta della polvere è che un unico collettore può gestire più fonti di polvere. Ciò significa meno collettori da monitorare e su cui effettuare la manutenzione.
Sebbene tali vantaggi possano sembrare positivi, questo approccio presenta anche alcuni svantaggi. Innanzitutto, un approccio di posizionamento centralizzato richiede talvolta un alto numero di condotti. Oltre alle spese per l'acquisto dei condotti, c'è anche il costo della loro manutenzione, soprattutto se la polvere è abrasiva o se saranno esposti all'ambiente.
Un altro svantaggio dell'approccio centralizzato alla raccolta delle polveri è che polveri diverse provenienti da processi diversi vengono mescolate in un unico collettore. Se le polveri raccolte sono incompatibili, si può verificare il rischio di incendi, esplosioni o corrosione. Anche se le varie polveri sono compatibili, la miscela combinata potrebbe non essere adatta al recupero. Ciò può significare che potrebbe essere necessario trasportare la miscela in discarica; i costi di trasporto e di smaltimento in discarica possono aumentare rapidamente.
Un altro potenziale svantaggio del posizionamento centralizzato della raccolta della polvere è l'aumento dei costi energetici. Grazie al posizionamento centralizzato, il sistema aspira l'aria da tutte le cappe collegate al collettore, anche se è in funzione una sola apparecchiatura che produce polvere. Si spreca energia spostando l'aria dalle cappe dove non viene prodotta polvere.
Infine, ma non per questo meno importante, se la generazione di polvere proveniente da diversi processi è collegata a un unico collettore di polveri, potrebbe essere necessario interrompere gran parte del funzionamento quando arriva il momento di effettuare la manutenzione del collettore di polveri. Ciò potrebbe indurre una struttura a fornire assistenza al collettore solo nei fine settimana o nei giorni festivi, con conseguenti costi di manodopera più elevati.
Strategia di posizionamento dedicata del collettore di polveri
Una seconda strategia prevede di dedicare un collettore di polveri a ogni specifica applicazione che genera polvere o a ogni area che genera le stesse polveri. Un potenziale vantaggio di questo approccio rispetto al posizionamento centralizzato è che un unico collettore per lo stesso tipo di polvere consente di recuperare la polvere raccolta anziché portarla in discarica.
Un altro vantaggio è che collettori più piccoli, posizionati in punti specifici, consentono di effettuare la manutenzione in modo individuale, senza dover interrompere l'intero funzionamento. Questo approccio consente inoltre un consumo energetico personalizzato che si adatta alle variazioni della produzione, poiché i collettori funzionano solo quando è in funzione l'area di lavoro specifica che genera polvere.
Uno svantaggio percepito di una strategia di posizionamento dedicata per i collettori è il maggior numero di collettori e ventole richiesti. A prima vista, questo potrebbe sembrare vero. Tuttavia, nella maggior parte dei casi, la strategia dedicata per i collettori di polveri costerà meno della strategia centralizzata se si considerano i risparmi sui costi derivanti da:
- utilizzo di condotti di dimensioni più piccole,
- riduzione della lunghezza dei condotti,
- tempi di installazione ridotti e
- riduzione della potenza complessiva richiesta.
Sebbene le strategie di posizionamento centralizzato e dedicato sembrino presentare notevoli svantaggi, sono comunque valide per le applicazioni in cui la polvere raccolta è considerata parte di un flusso di rifiuti. Un esempio lampante sarebbe la polvere che si forma durante le operazioni di pulizia, come quelle svolte nell'industria dei cereali.
Strategia integrata per la raccolta delle polveri
La terza e più innovativa strategia di posizionamento è il collettore di polveri integrato (o alla fonte). Questa strategia prevede l'installazione di un collettore di polveri direttamente nel processo, in modo tale che la polvere raccolta venga reimmessa direttamente nel flusso del prodotto. In precedenza, questa strategia poteva essere utilizzata solo in applicazioni in cui erano disponibili grandi quantità di spazio per un collettore sul processo. Le recenti tecnologie di raccolta della polvere consentono ora di realizzare collettori di dimensioni molto più ridotte, adatti quindi a spazi molto ristretti. I filtri a maniche con sacchi a forma di busta e i collettori a cartuccia si sono ridotti di dimensioni rispetto ai filtri a maniche con sacchi a forma tubolare, ma ora i collettori con pacchi filtranti scanalati stanno riducendo ulteriormente e drasticamente le dimensioni dei collettori di polveri. Poiché questi filtri offrono più mezzi filtranti concentrati in uno spazio più piccolo, i collettori possono essere fino al 70% più piccoli rispetto ai tradizionali collettori a maniche.
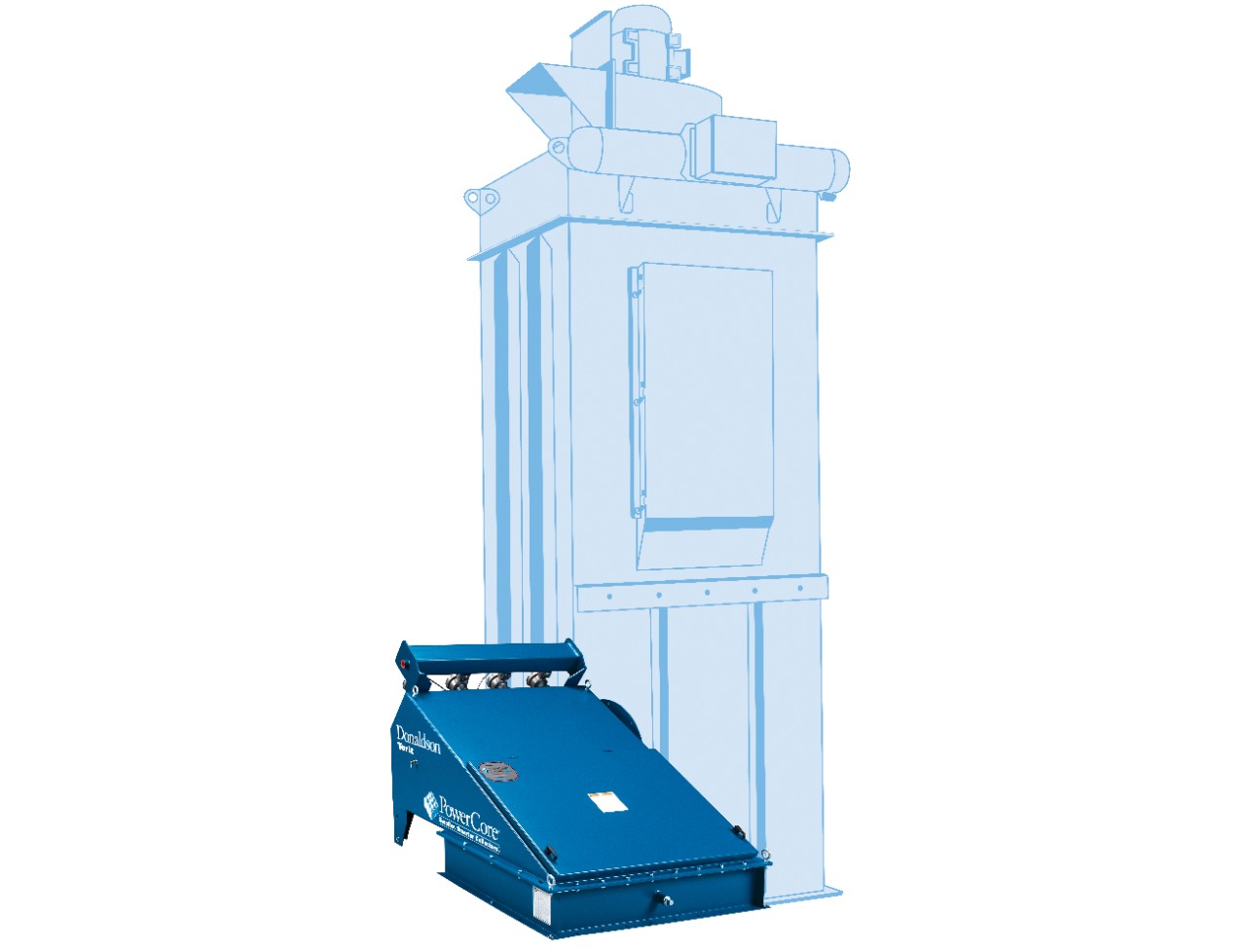 Collettore di polveri con pacchi filtranti scanalati a confronto con un filtro a maniche standard con filtri tubolari. Il collettore più piccolo può svolgere il lavoro di quello più grande, ma è fino al 70% più piccolo.
Collettore di polveri con pacchi filtranti scanalati a confronto con un filtro a maniche standard con filtri tubolari. Il collettore più piccolo può svolgere il lavoro di quello più grande, ma è fino al 70% più piccolo.
 I depolveratori con filtri a lamelle sono molto più piccoli dei depolveratori convenzionali, il che consente di integrarli nella cappa di carico di un camion.
I depolveratori con filtri a lamelle sono molto più piccoli dei depolveratori convenzionali, il che consente di integrarli nella cappa di carico di un camion.
La strategia integrata per i collettori di polveri presenta numerosi vantaggi. Innanzitutto, poiché il collettore è posizionato esattamente nel punto in cui viene generata la polvere, non sono necessari i condotti nell'impianto. Ciò riduce il costo dei condotti, la manodopera per installarli e ne elimina i costi di manutenzione, in particolare quando si ha a che fare con polvere abrasiva.
Un altro vantaggio di questo approccio è il risparmio energetico. Quando si utilizzano gli approcci di posizionamento centralizzato o dedicato discussi in precedenza, una ventola aspira l'aria polverosa dalle cappe nei punti di generazione della polvere, attraverso i condotti e infine nel collettore di polveri. A seconda delle dimensioni del sistema, i condotti possono comportare l'utilizzo di una ventola molto più grande, che consuma grandi quantità di elettricità per trasportare aria e polvere al collettore. Al contrario, un approccio di posizionamento integrato non utilizza condotti o cappe perché il collettore funge da cappa. Nella maggior parte delle situazioni, potrebbe essere ancora necessaria una piccola ventola per mantenere il processo sotto una pressione d'aria negativa sufficiente ad attirare la polvere verso il collettore, ma le dimensioni richieste del motore della ventola saranno considerevolmente inferiori e la potenza consumata sarà inferiore poiché non è necessario trasportare la polvere attraverso condotti fino a un collettore remoto. A seconda dell'applicazione, il risparmio energetico annuo può essere notevole.
Grazie al posizionamento integrato, la polvere raccolta viene inoltre reimmessa direttamente nel flusso di processo. Ciò consente di risparmiare denaro in diversi ambiti. Con una soluzione centralizzata o dedicata, è necessario eliminare la polvere accumulata. Se la polvere raccolta ha un valore, deve in qualche modo essere trasportata per essere reimmessa nel processo. Ciò significa riconvogliarla (un costo aggiuntivo per le attrezzature) o trasportarla manualmente in parti al flusso di processo (costo di manodopera). Se la polvere non ha alcun valore, deve comunque essere trasportata in una discarica o in un sito di smaltimento, con conseguenti costi di trasporto e di smaltimento in discarica.
L'approccio integrato, molto simile all'approccio di posizionamento dedicato, potrebbe richiedere più collettori, anziché un unico grande collettore. Ciò potrebbe comportare la necessità di gestire più collettori, ma questo approccio può rivelarsi utile perché consente di effettuare la manutenzione di un singolo collettore senza interrompere l'intera attività. Ciò consente di effettuare la manutenzione durante il normale orario di lavoro, evitando così di dover pagare le tariffe dei fine settimana o dei giorni festivi. Ciò significa anche che l'intero funzionamento, o una gran parte, non dipende da un solo collettore.
Infine, poiché la soluzione integrata utilizza collettori più piccoli (ad esempio, design compatto, assenza di una tramoggia, struttura senza gambe), i costi di trasporto e installazione risultano notevolmente ridotti. E considerando che con questo approccio non è necessario acquistare o installare condotti, si ottengono ulteriori risparmi sull'installazione.
Per comprendere meglio i vantaggi dell'approccio integrato, diamo un'occhiata ad alcuni esempi concreti.
Scarico per autocarri negli Stati Uniti centrali
In origine, una postazione di scarico per autocarri di cereali nella zona centrale degli Stati Uniti era stata progettata senza sistema di raccolta della polvere. Dopo l'entrata in funzione dell'impianto, è diventata evidente la necessità di collettori di polveri. Un rivenditore Donaldson Torit ha installato quattro collettori Torit® PowerCore® CPV-6 (collettori di polveri con pacchi filtranti scanalati) in ciascuna delle postazioni di scarico per autocarri. Poiché non c'era spazio sufficiente per installare le ventole direttamente su ciascun collettore, alcuni condotti collegavano i collettori alle ventole all'esterno delle postazioni. Anche se questo sito non gode di tutti i risparmi energetici che solitamente derivano dall'utilizzo della strategia integrata, il responsabile del sito è soddisfatto che non ci siano polveri abrasive che viaggiano attraverso i condotti. Ciò rappresenta un notevole risparmio nella manutenzione dei condotti. Inoltre, apprezza il fatto che ci siano meno filtri da sostituire, perché ogni pacco filtrante sostituisce sei sacchi alti due metri e mezzo che il sito avrebbe utilizzato se fosse stato installato un filtro a maniche all'esterno dell'edificio. Un vantaggio è la facilità di accesso ai filtri.
Se il sito fosse stato in grado di utilizzare cinque ventole HP installate su ciascuno dei collettori, anziché aver disposto condotti verso una ventola centrale da 25 HP all'esterno dell'edificio, ogni postazione di scarico dei camion avrebbe potuto risparmiare 2.391 dollari all'anno in costi elettrici (ipotizzando 4.000 ore di funzionamento e un costo di 15 centesimi per kilowattora). Poiché in realtà ci sono quattro postazioni, il risparmio totale in questo esempio avrebbe potuto raggiungere i 9.564 dollari all'anno.
Southern Cement
 Quattro collettori Donaldson Torit CPV-6 presso la fossa di scarico dei camion per cereali
Quattro collettori Donaldson Torit CPV-6 presso la fossa di scarico dei camion per cereali
Un altro esempio dei vantaggi di un approccio integrato per la raccolta delle polveri è la stazione di trasferimento Southern Cement a Mobile, in Alabama. Southern Cement scarica il cemento e lo convoglia pneumaticamente in tre magazzini separati, fino al momento del trasferimento per il carico su camion o vagoni ferroviari. Quando il cemento viene trasportato ai magazzini, i collettori di polveri controllano la polvere e la trattengono in ogni magazzino.
L'intento progettuale originale prevedeva tre collettori di polveri centrali (un collettore posizionato all'esterno di ciascuno degli scomparti di stoccaggio). Tuttavia, un rivenditore Donaldson Torit ha proposto una soluzione più efficace. Il rivenditore ha suggerito che sarebbe stato meglio utilizzare una soluzione integrata, installando cinque collettori Donaldson Torit Dalamatic Insertable sul tetto di ogni scomparto di stoccaggio. Le ventole collegate a ciascun inserto ora aspirano l'aria polverosa attraverso i filtri. Sebbene entrambe le soluzioni richiedessero uno spostamento di 550 metri cubi d'aria al minuto per scomparto di stoccaggio, con la soluzione Dalamatic Insertable integrata è richiesta una pressione statica inferiore, poiché sono state eliminate tutte le perdite nei condotti. Ciò ha comportato un risparmio di energia elettrica di oltre 18.000 dollari all'anno. Inoltre, il cliente usufruisce dei seguenti vantaggi:

- Non sono necessarie valvole rotanti o trasportatori a coclea per trasportare la polvere di cemento raccolta, poiché questa viene convogliata a impulsi dal collettore direttamente negli scomparti di stoccaggio.
- Se è necessario effettuare la manutenzione dei collettori, è possibile farlo in modo individuale, senza dover interrompere l'intero funzionamento.
- Non sono necessari i condotti, il che consente di risparmiare sui costi iniziali e di manutenzione.
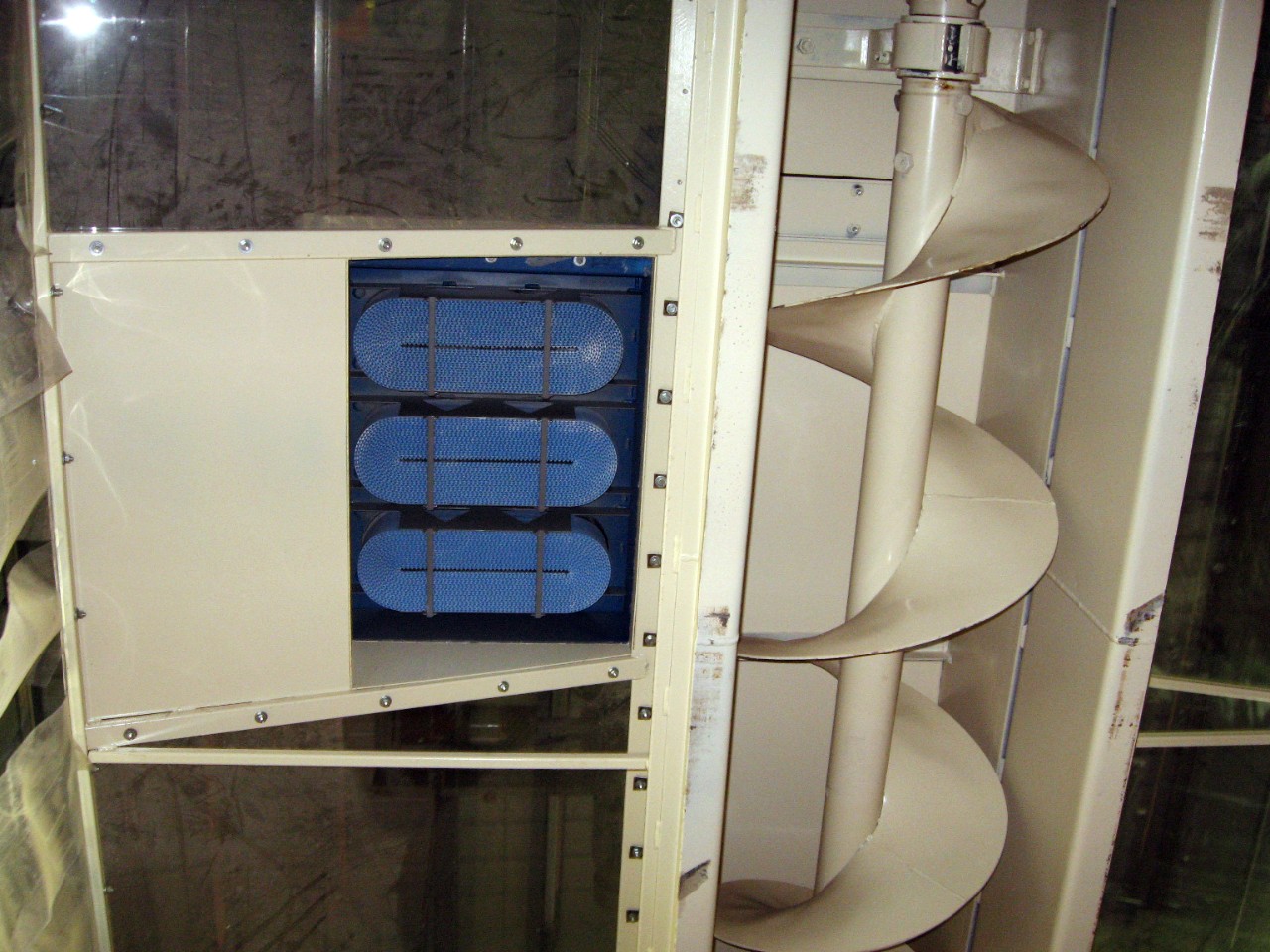
 Gli inserti Donaldson Torit Dalamatic utilizzati come soluzione integrata presso Southern Cement
Gli inserti Donaldson Torit Dalamatic utilizzati come soluzione integrata presso Southern Cement
Esistono diverse strategie di posizionamento dei collettori di polveri che possono essere impiegate in un impianto di lavorazione di polveri e materiali. L'utilizzo della soluzione integrata, ove possibile, comporterà numerosi risparmi sui costi.
