
Il taglio al plasma e al laser sono processi fondamentali nella fabbricazione flessibile dei metalli. Tuttavia, producono particelle estremamente fini che possono presentare una serie di rischi dannosi per i macchinari e i dipendenti.
Il taglio termico crea particelle che devono essere filtrate. Il materiale rimosso durante il taglio produce scorie, fumo e particelle fini generate termicamente. Solitamente, le scorie cadono sul fondo del pavimento, mentre il fumo e le particelle fini salgono sopra il pezzo in lavorazione, a meno che un adeguato flusso d'aria discendente, generato dal sistema di raccolta della polvere, non superi l'aumento termico. Le particelle possono avere dimensioni che vanno da sub-micron a decine di micron e per controllarle è necessario un sistema di filtrazione opportunamente selezionato e installato.
La progettazione dei sistemi di raccolta delle polveri dipende dall'ambiente di taglio e dai parametri del processo. Un tavolo al plasma di grandi dimensioni ha requisiti di flusso d'aria diversi rispetto a un tavolo da taglio al laser di piccole dimensioni. Il taglio al plasma produce varietà di dimensioni delle particelle diverse rispetto al taglio a laser. Anche altre funzioni correlate, come i sistemi di caricamento automatizzato dei materiali, incidono sulla progettazione del sistema a causa dell'aumento dei tempi di taglio. Questi fattori incidono sui requisiti di progettazione tanto quanto il tipo e lo spessore del materiale, le larghezze di taglio e l'impilamento dei pezzi.
In sostanza, un sistema di raccolta delle polveri ben progettato dovrebbe trasformare l'intero ambiente di lavoro in un efficace sistema di cattura dei fumi.
Progettazione per la sicurezza
Garantire una corretta raccolta delle polveri è essenziale sia per motivi ambientali che operativi. Negli ultimi anni, l'OSHA ha notevolmente abbassato i limiti di esposizione consentiti per molte polveri, tra cui il manganese e il cromo esavalente, derivanti dal taglio di metalli ricchi di cromo come l'acciaio inossidabile. L'EPA continua a concentrarsi non solo sulla riduzione delle particelle di dimensioni pari o inferiori a 2,5 micron, ma anche su altri composti metallici, tra cui cadmio, cromo, piombo, manganese e nichel, tutti prodotti in una varietà di operazioni di fabbricazione e finitura dei metalli.
L'aria utilizzata per controllare i fumi e i contaminanti del taglio termico può contenere scintille calde. Se le scintille non vengono eliminate, possono essere convogliate verso il potenziale combustibile attraverso il sistema di raccolta delle polveri. Il controllo delle sorgenti di combustione è quindi fondamentale per evitare i danni e i disagi causati dagli incendi. Inoltre, se l'aria filtrata viene reimmessa nell'area di produzione, i filtri secondari possono confermare le prestazioni operative dei filtri primari, garantendo che l'aria reimmessa sia pulita e sicura.
Le officine devono anche considerare i rischi derivanti dalla cattura di particelle di materiali diversi quando questi potrebbero essere incompatibili. Ciò potrebbe includere, ad esempio, particelle provenienti da metalli diversi, dove i metalli e gli ossidi metallici potrebbero rappresentare il potenziale per una reazione alla termite. I rischi di combustione incidono sulla disposizione e sulle decisioni di progettazione dei sistemi di filtraggio. La National Fire Protection Association (NFPA) pubblica svariati standard che possono essere applicati per aiutare a limitare i molti rischi associati alle polveri metalliche combustibili.
La cappa
Un'efficace raccolta delle polveri inizia con cappe che catturano e controllano in modo efficiente le particelle. Le prestazioni del sistema sono limitate a ciò che la cappa riesce a fare. Acquistare il collettore di polveri più costoso e installare filtri ad alta efficienza non aumenterà l'efficienza complessiva oltre il 50% se la cappa cattura solo metà della polvere e dei fumi.
Nel taglio termico, il tavolo di taglio è la cappa di cattura. La cappa deve aspirare continuamente volumi d'aria costanti per catturare i contaminanti. In caso contrario, polvere e fumi fuoriescono.
Accumulo in superficie e accumulo in profondità a confronto
Per una filtrazione efficace è fondamentale l'area della fibra, non quella del filtro. Pertanto, la progettazione di un filtro deve includere numerose fibre di piccole dimensioni, per aumentare di diversi ordini di grandezza l'area superficiale disponibile delle fibre.
I setti filtranti tradizionali di base potenziati con uno strato di nanofibre garantiscono le migliori prestazioni di filtrazione nella cattura delle particelle fini derivanti dal taglio termico. Questo strato di nanofibre aumenta notevolmente l'efficienza del setto filtrante quando si lavora con particelle generate termicamente. La nanofibra impedisce inoltre alle particelle fini di annidarsi in profondità nelle fibre del filtro, costringendole ad accumularsi sulla superficie del setto (vedi la Figura 1). Ciò crea un filtro ad accumulo in superficie estremamente efficace.
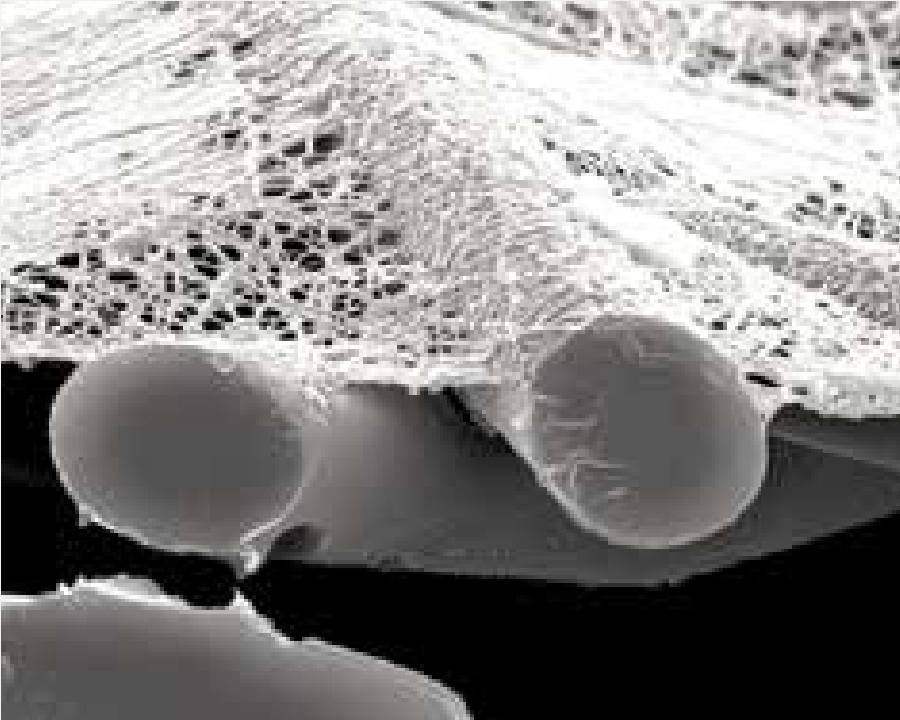 Figura 1 - Questa immagine mostra il mezzo filtrante a fibre sottili che riveste il substrato. Ciò impedisce alle particelle di depositarsi nelle profondità del filtro e rende efficace la pulizia a impulsi, contribuendo a prolungarne la durata.
Figura 1 - Questa immagine mostra il mezzo filtrante a fibre sottili che riveste il substrato. Ciò impedisce alle particelle di depositarsi nelle profondità del filtro e rende efficace la pulizia a impulsi, contribuendo a prolungarne la durata.
L'accumulo in superficie mostra i suoi vantaggi durante la pulizia a impulsi del filtro. La maggior parte dei collettori di polveri con pulizia a impulsi presenta un collettore di aria compressa e una valvola a membrana. Quando viene attivata un'elettrovalvola pilota, la valvola a membrana consente all'aria compressa di uscire dal collettore sotto forma di "impulso", che espelle le particelle dalla superficie del filtro. Un'efficace pulizia a impulsi allontana la polvere dal setto filtrante e la deposita in un contenitore di stoccaggio.
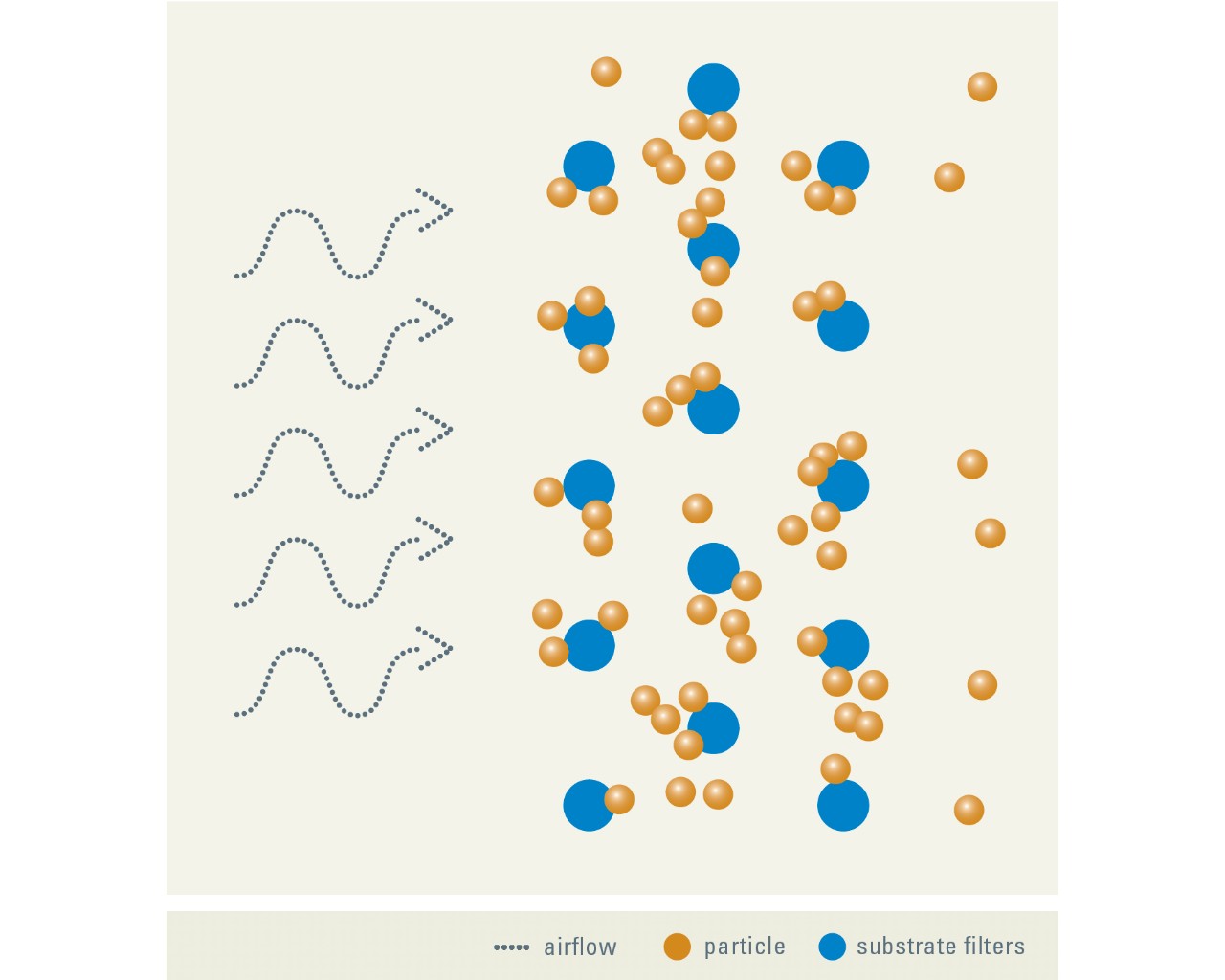
I filtri con accumulo in superficie fermano le particelle sulla superficie del setto, dove vengono facilmente eliminate tramite impulsi, prolungando la durata del filtro e riducendo il consumo di energia (vedi la Figura 2). Se le particelle non vengono fermate sulla superficie, i filtri accumulano le polveri in profondità, il che consente ai fumi di penetrare in profondità nel setto. È molto difficile, se non impossibile, per la pulizia a impulsi scaricare queste particelle accumulate in profondità. Ciò a sua volta riduce la durata del filtro e aumenta il consumo di energia.
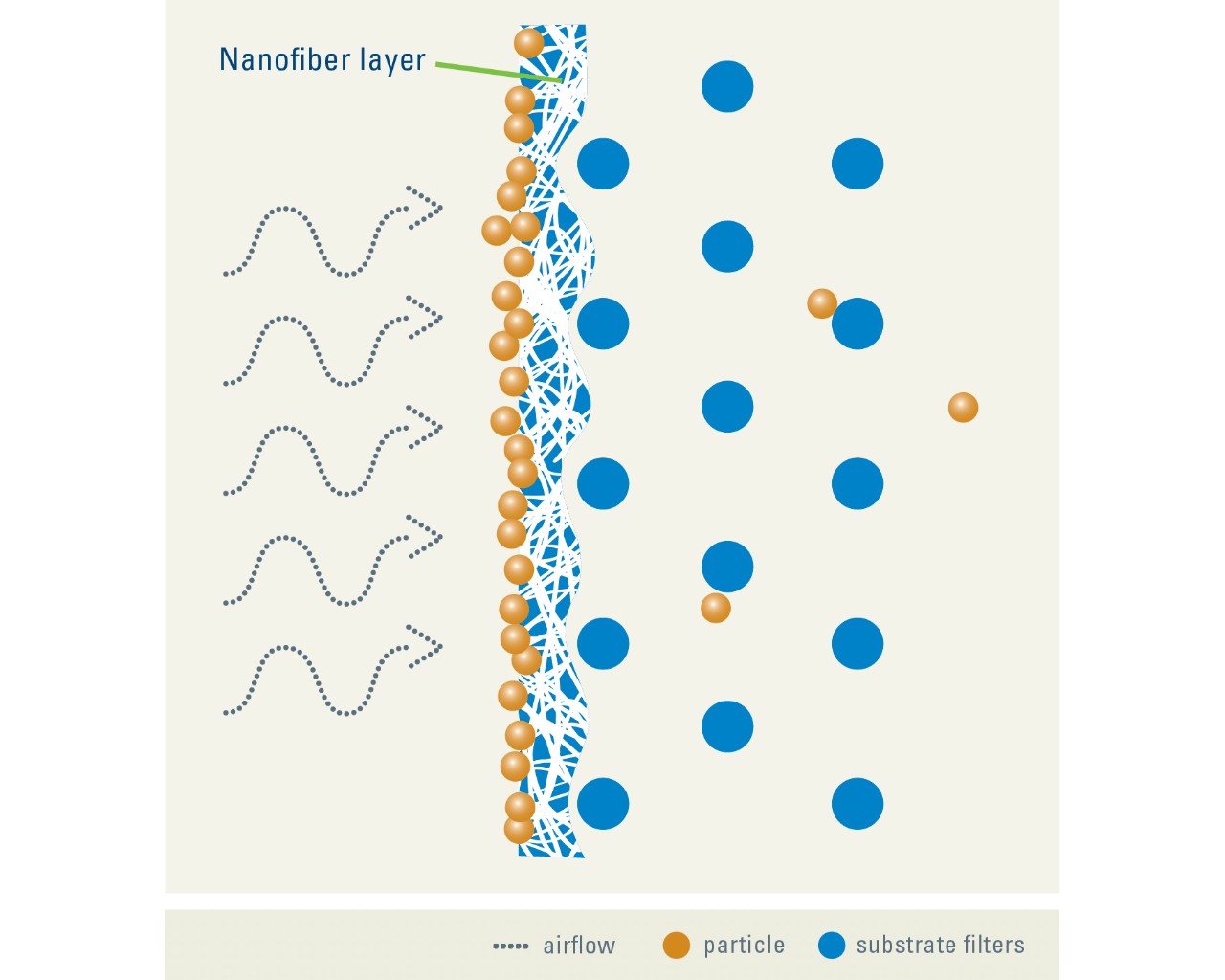 Figura 2 - I materiali filtranti a caricamento superficiale consentono una pulizia del filtro più efficace.
Figura 2 - I materiali filtranti a caricamento superficiale consentono una pulizia del filtro più efficace.
Accumulo della polvere
La quantità di polvere prodotta da un'applicazione, o il suo accumulo di polvere, influenza le dimensioni del collettore necessario, poiché un accumulo di polvere maggiore aumenta il carico di lavoro del collettore di polveri. In un dato periodo di tempo, il taglio al laser può produrre meno polvere rispetto al taglio al plasma. Sebbene il flusso d'aria necessario per catturare i fumi provenienti da un processo di taglio al laser e al plasma possa essere identico, le dimensioni del collettore di polveri potrebbero variare a causa dei diversi accumuli di polvere.
Un carico di polvere inferiore dovuto al taglio al laser potrebbe indicare un minore carico di lavoro del collettore, ma anche le dimensioni delle particelle hanno un ruolo sotto questo aspetto. Le particelle di polvere più piccole presenti sul filtro tendono ad accumularsi, creando spazi vuoti più piccoli tra le particelle, il che a sua volta aumenta la pressione necessaria per aspirare l'aria attraverso lo strato di polvere. Se non si tiene conto di questo aspetto, un collettore di polveri potrebbe consumare più energia e richiedere una pulizia più frequente.
Carico termico
Tutti i sistemi di raccolta delle polveri hanno limiti di temperatura e qualsiasi aumento del carico termico potrebbe richiedere una costruzione diversa. In alcune circostanze potrebbe essere necessario immettere aria più fredda nel sistema per mantenere la temperatura totale dell'aria entro i limiti operativi del collettore.
Anche il carico termico e la progettazione della cappa variano a seconda del processo. Il taglio a ossicombustione, ad esempio, genera accumuli di polvere relativamente bassi ma produce calore significativo. Questo carico termico aggiuntivo deve essere preso in considerazione quando si scelgono i materiali di costruzione del collettore di polveri, in particolare i filtri. Il taglio al plasma e il taglio al laser generano di norma un carico termico inferiore, ma producono carichi di polvere più elevati.
Anche la progettazione del tavolo può influire sul carico termico. Ad esempio, le linee di taglio strutturali possono utilizzare una torcia al plasma per tagliare travi o piastre, con scintille e metallo fuso che vengono evacuati attraverso una stretta fessura sotto la zona di taglio. Ciò genererà carichi termici più elevati rispetto ai tradizionali tavoli da taglio a flusso discendente ad area aperta.
Fattori di automazione
Anche l'automazione modifica le considerazioni sulle dimensioni del collettore. Nel taglio manuale, gli operatori prelevano i pezzi da un tavolo e poi caricano nuovi fogli. Durante questo periodo di fermo, un collettore di polvere può "recuperare tempo" sulla pulizia a impulsi in condizioni di carico elevato.
La movimentazione automatizzata dei materiali trasforma i fogli finiti in pochi minuti, consentendo così il taglio e la rimozione dei pezzi contemporaneamente. Questa caratteristica aumenta la produttività dell'impianto, ma rende più difficoltosa la raccolta della polvere, perché il collettore è esposto a un tempo di taglio maggiore e ha meno tempo per "riprendere fiato". Tale automazione spesso comporta carichi di polvere e fumi più elevati, e un collettore di polvere deve essere dimensionato per gestire tali carichi.
Pressione di stabilizzazione
Per catturare efficacemente fumi e polvere da un processo di taglio, una ventola aspira l'aria dal pezzo in lavorazione verso il basso attraverso il tavolo da taglio per creare un flusso d'aria (vedi la Figura 3). La ventola fornisce l'energia necessaria per superare le turbolenze e le perdite di attrito mentre l'aria si sposta dalla zona di taglio attraverso i condotti, il collettore, il setto filtrante e la polvere solidificata.
Un sistema di raccolta delle polveri progettato correttamente deve aspirare costantemente il volume d'aria richiesto (piedi cubi al minuto, o CFM). Troppa aria riduce la durata del filtro, mentre troppo poca aria riduce l'efficienza di cattura del sistema. L'energia necessaria per superare la resistenza del sistema, ovvero la pressione statica, cambia nel tempo man mano che i filtri si sporcano.
I valori della pressione statica sono spesso espressi in millimetri di colonna d'acqua, che sono semplici frazioni di libbra per pollice quadrato (PSI): circa 70 cm di acqua equivalgono approssimativamente a un PSI. Un filtro nuovo e pulito presenta inizialmente una resistenza al flusso d'aria molto bassa, spesso inferiore a 2,5 centimetri, ma con il tempo l'accumulo di polvere sui filtri aumenta la resistenza fino a diversi centimetri. I filtri devono essere sostituiti quando la resistenza inizia a superare una certa soglia. In molti casi possono essere 12 o 15 centimetri, ma in alcuni casi i filtri non sono considerati ostruiti finché la loro resistenza non raggiunge livelli molto più elevati.
Per prolungare la durata operativa del setto filtrante, un moderno collettore di polveri utilizza filtri con pulizia a impulsi. Grazie a questo ricondizionamento periodico, i sistemi possono funzionare ininterrottamente senza dover sostituire continuamente i filtri.
Volume d'aria e progettazione del sistema
In condizioni di funzionamento normali, un collettore di polveri raggiunge una condizione stabile e "collaudata", in cui i filtri hanno una resistenza relativamente uniforme, di qualche centimetro superiore rispetto a quando sono nuovi, a causa di uno "strato solidificato di filtrazione" che si forma sulla superficie del setto filtrante. Nel tempo, un certo grado di accumulo in profondità e altre azioni ostruiranno gradualmente il setto filtrante, aumentando lentamente la resistenza. Alla fine, si rivelerà più conveniente sostituire i filtri piuttosto che tentare di continuare a far funzionare il sistema con una potenza maggiore della ventola.
Per garantire prestazioni efficaci per tutta la vita utile dei filtri, le ventole sono generalmente dimensionate per fornire il volume d'aria desiderato alla caduta di pressione "ostruita" dei filtri, ovvero alla condizione di caduta di pressione più elevata o "terminale".
Per garantire la durata operativa ottimale dei filtri, un collettore di polveri deve avere un volume d'aria controllato per evitare di aspirare aria in eccesso attraverso il sistema. Per questo motivo, i sistemi di raccolta delle polveri sono dotati spesso di una valvola sulla ventola per regolare le variazioni di resistenza nei filtri quando questi si intasano. La chiusura parziale della valvola garantisce che la ventola aspiri solo il volume d'aria desiderato quando i filtri presentano una resistenza relativamente bassa. Tuttavia, le valvole non sono l'unico modo per controllare il flusso d'aria: i motori a velocità regolabile consentono di regolare la velocità della ventola e quindi le prestazioni, non solo per controllare il flusso d'aria ma anche per consentire un risparmio energetico.
Maggiore è il volume d'aria necessario per controllare la polvere e i fumi derivanti dal taglio, più grande sarà il sistema di raccolta delle polveri. Di conseguenza, molti sistemi di taglio grandi saranno compartimentati o suddivisi in zone. Questo approccio richiede un flusso d'aria solo nello spazio sottostante il letto di taglio, il che si traduce in un volume d'aria inferiore e quindi in un sistema di raccolta delle polveri più piccolo.
In altre situazioni, il materiale da tagliare potrebbe presentare delle aperture che richiedono l'aspirazione di aria aggiuntiva; i collettori di polveri devono essere progettati tenendo conto di questo requisito di capacità aggiuntiva. In questo caso, l'aumento della capacità del collettore garantisce che il sistema mantenga la velocità discendente necessaria in tutte le aperture per un'efficace evacuazione delle polveri.
Infine, una ventola del collettore deve generare un flusso d'aria sufficiente attraverso il tavolo da taglio per creare le velocità discendenti necessarie a catturare i fumi in risalita. Per controllare efficacemente i fumi, la velocità dell'aria deve in genere raggiungere i 150-250 CFM, ma questo requisito può aumentare a seconda della progettazione del tavolo, delle dimensioni e del processo di taglio.
Prestazioni del sistema
Molte variabili influenzano le prestazioni del sistema durante il taglio termico e un sistema ben progettato, che comprenda condotti, ventola e setti filtranti, dovrebbe tenere di tutti questi elementi e variabili. Se ben progettato, il sistema dovrebbe mantenere una velocità costante del flusso d'aria discendente per evacuare efficacemente la polvere in una varietà di condizioni di filtrazione e di taglio operativo.
In sintesi:
Progettare e integrare un sistema efficace di raccolta delle polveri per il taglio termico non è una pratica uguale in tutti i casi. Considerare tutti i fattori menzionati aiuterà a garantire che un impianto sfrutti al meglio il proprio sistema di raccolta delle polveri.
Questo articolo è apparso per la prima volta su The Fabricator, aprile 2012
