
労働安全衛生または環境衛生および安全(EHS)のリーダーは、職場における従業員の安全に関するリスクを管理します。室内の空気の質に加え、外部環境に排出される排出物も対象になる場合があります。浮遊粒子を許容範囲内に抑える必要があるほか、労働安全衛生局(OSHA)や環境保護庁(EPA)などの機関に遵守状況の報告が必要な場合もあります。
このような責任により、自社施設に設置された産業用集塵やヒュームコレクターの性能に深い関心を持つようになります。この装置はフードとダクトのネットワークを通して汚れた室内空気を吸い込み、粒子をフィルタリングして、フィルタリングされた空気を排気するように設計されています。
換気に関する労働安全衛生局(OSHA)基準1926.57
「換気は有害なばく露につながる濃度の粉塵、ヒューム、ミスト、蒸気、ガスが空気中に拡散しないように設計する。すべての粉塵分離器からの空気出口、排気または換気システムによって集められた粉塵、ヒューム、ミスト、蒸気、ガスは、屋外に排出されるものとする。作業区域内の空気に蓄積する濃度が従業員にとって有害なばく露をもたらさない場合は、作業区域内に空気を戻す集塵システムを使用してもよい」
集塵機は頑丈な装置であり、適切なメンテナンスによって何年も稼働できます。しかし、フィルトレーションシステムの管理がおろそかになると、目に見えない問題へと発展し、粉塵が空気中に逆流したり、集塵機のダウンタイムの発生につながったりする可能性があります。
EHS担当者は装置が効果的に稼働していることを把握し、そうでない場合はアラートを受け取る必要があります。また、提出義務がある報告書のために、最新の性能データ、特に差圧(DP)データを迅速に収集する必要があります。このため、集塵機のモニタリングは重要となります。

空気フィルトレーションのための産業用IoTモニタリング
最近までほとんどの施設において、集塵機のモニタリングとその性能データの収集は手作業で行われていました。大規模な工場では自動制御ネットワークが導入されていることもありますが、このシステムは通常中核となる製造装置のみを管理し、EHS担当者にとって重要な補助設備である集塵機はデジタルでのモニタリングの対象ではありません。EHS管理者は、作業担当者と協力して、集塵装置の計器から手動で測定する必要がありました。

現在では、産業用IoT(IIoT)の登場により、集塵機のモニタリングは自動化され、リアルタイムで情報を入手できるようになりました。ドナルドソンの iCue™ コネクテッドフィルトレーションサービスには、費用対効果が高く、安全で、設置と使用が簡単な継続的モニタリング機能が備わっています。
iCue™サービスを導入するために、技術者が集塵機の側面にセンサー内蔵のワイヤレスセルラーゲートウェイを設置します。このゲートウェイデバイスによって、施設の社内自動化システムに接続することなく、センサーデータはウェブベースのアプリケーションに直接送信されます。このシステムはITによる統合が必要ないため、簡単に導入できます。
集塵機が稼働を開始すると、iCue™サービスは自動的に機器の健全性をモニタリングします。ユーザーが設定したアラームレベルへの到達を検知すると、メールまたはテキストによるアラートでタイムリーに注意を促します。また、週次で機械の稼働状況に関する報告書を受け取り、許容範囲内で稼働しているかどうかについての詳細な情報を得ることができます。
EHSの観点で重要な指標
EHS専門家にとって特に重要な集塵機データは、差圧(DP)、粒子の傾向モニタリング、相対風量の3つです。iCue™コネクテッドフィルトレーションサービスは専用センサーにより、この3つすべてのデータを簡単に、かつ正確にモニタリングできます。この3つのデータの測定が重要な理由を説明します。
1. 差圧
差圧(DP)とは、集塵機内のフィルターの前と後の空気圧の差です。安定したDPレベルは、一般的に集塵機が正常に機能していることを示す重要な指標と見なされますDPは現在集塵機で使用されている最も一般的な指標であり、多くのコンプライアンスレポートにおいて、施設が大気の許容値を遵守していることを確認するために必要とされている指標です。
許容範囲内のDP値を特定後、そこから数値が逸脱した場合は、集塵機内の問題を示している可能性があります。通常、DPの上昇はフィルターが目詰まりを起こし始めていることを示し、交換を計画しなければならない場合があります。DPの測定値が事前に特定したレベルにまで上昇した場合は、即座にフィルター交換を促される場合があります。一方、DPが急激に低下した場合は、フィルターが破損や損傷などにより、十分な濾過ができていないことを示している可能性があります。
DPを継続的にモニタリングすることにより、状態を自動的に把握し、コンプライアンス違反による工場の操業中断を防ぐことができます。差圧を相対風量(以下で説明)と組み合わせて評価することで、EHSチームはフィルターの状態を監視し、フィルターの負荷増大によりファンが設計風量を維持できなくなるタイミングを検知できます。所定のDPに達すると、フィルターが最終的な捕集できる限界に到達すると予測し、前もって交換することができます。
リアルタイムで正確なコンプライアンスデータ
報告用に手作業で集塵に関するデータを集めるのは、手間のかかる作業です。多くの施設では、EHSマネージャーは数日から数週間にわたるデータの記録を運用担当者に頼っています。データを収集し、そのメモをコンプライアンスレポートにまとめる必要があります。手作業によるプロセスにはタイムラグがあるため、ミスが発生しやすく、情報はすぐに古くなります。
iCue™コネクテッドフィルトレーションサービスを使用すれば、現場に行ったり、他の担当者にデータ収集を依頼したりすることなく、最新のリアルタイムの情報を入手できます。モニタリングは継続的に行われ、レポートはノートパソコンに直接送信されます。施設外で業務を行っている場合や複数の施設を担当している場合、特に便利です。
2. 粒子の傾向
iCue™サービスでモニタリングできる2つ目の重要な指標は、粒子の傾向です。集塵機の排気口にセンサーを設置すれば、空気中に浮遊している粒子の濃度変化をモニタリングできます。
集塵機のトラブルはすぐにわかるものとは限りません。小規模な粉塵の漏れは、一定期間、メンテナンス担当者に気付かれないことがあります。わずかな変化さえ捉えられるほど高感度なiCue™サービスの粒子傾向は、施設が望ましい規制基準内に収まっているかどうかについて、より信頼性の高い情報を提供します。
粒子の増加傾向はフィルターの破損や損傷を示している場合や、空気が流れておらず集塵を妨げている可能性を示している場合があります。アラームによりメンテンナンス作業の実施を促し、速やかに粒子の濃度を許容範囲に戻すことができます。
重要なのは、iCue™サービスは施設で特定したベースラインに基づき粒子濃度の偏差をモニタリングするという点です。このベースラインは絶対値で表され、空気質テストを基に決定されます。この作業には、iCue™テクノロジーとは別の専用の機器と人員が必要となります。ただ、一度投資して、望ましいベースラインを決定すれば、iCue™サービスが逸脱をアラートして、状態を可視化することで、必要な対処を行い、ベースラインを維持できるようになります。
3. 相対風量
iCue™サービスが継続的にモニタリングできる3つ目の重要なパラメーターは、風量です。風量とは、フードとベントから集塵機に吸い込まれる毎分立方フィート(cfm)の空気の量です。集塵機は家庭用掃除機と同じ原理で動いており、表面の汚れを効果的に吸い取るには十分な吸引力が必要となります。iCue™サービスを使用すると、フィルターの汚染側に設置されたセンサーによって集塵機に吸い込まれる静圧を読み取り、風量の傾向をモニタリングできます。
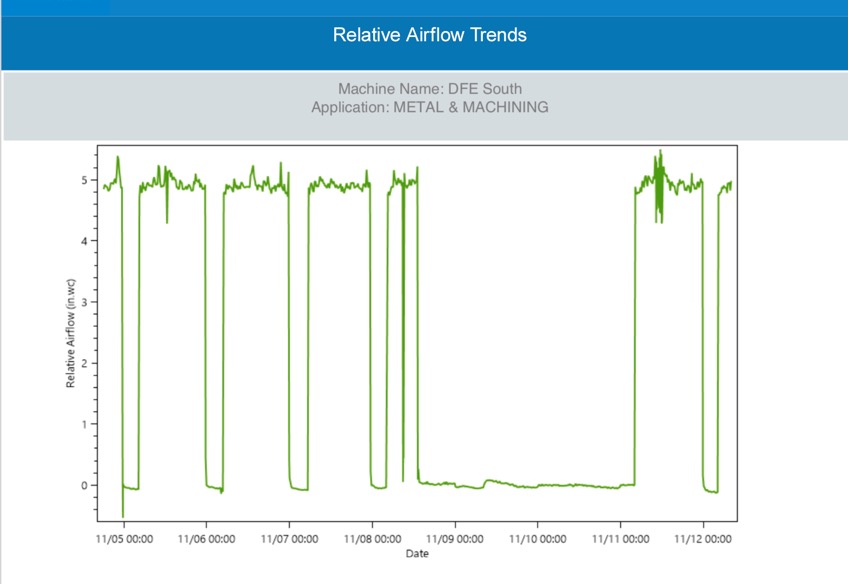 接続された集塵機からの相対気流トレンドデータの 1 週間。(「0」は通常の夜間のシャットダウンを示す。) 設計された気流は、ダストの特性とアプリケーションに基づいて、各施設に固有である。このケースでは、必要な風量は5インチ水柱で、これが稼働中にトラッキングされます。
接続された集塵機からの相対気流トレンドデータの 1 週間。(「0」は通常の夜間のシャットダウンを示す。) 設計された気流は、ダストの特性とアプリケーションに基づいて、各施設に固有である。このケースでは、必要な風量は5インチ水柱で、これが稼働中にトラッキングされます。
コネクテッド集塵機からの1週間の相対風量の傾向データ(「0」は通常の夜間の停止を示してます)。設計風量は粉塵の特性と用途に基づくため、施設によって異なります。このケースでは、必要な風量は5インチ水柱で、これが稼働中にトラッキングされます。
産業施設では、集塵機への風量が不十分な場合も過剰な場合も、EHS専門家が懸念する事態につながる可能性があります。風量が不十分な場合、プロセスで発生する粉塵の量に対応できず、望まれるベースラインの基準を満たせなくなる可能性があります。集塵機がホッパーまで粉塵を吸い込めない場合、粉塵がダクト内または施設内に蓄積される可能性があります。このように粉塵が蓄積すると、火災が発生した場合に燃焼を加速させる要因となり得ます。
過度な風量も火災のリスクを高めます。たとえば、プロセスで発生した火花がダクトを通じて集塵機に引き込まれ、そこで粉塵が燃料源となる可能性があります。それ以外の過度な風量により引き起こされる想定外の事象には、フィルターの早期摩耗のほか、工程の貴重な原材料の喪失などがあります。
粒子の傾向の検出と同様に、iCue™サービスでは相対風量の計測値を確認できます。施設が粉塵制御のニーズに応じて設計風量を決定後、ベースラインから上下10%を超える逸脱が見られた場合、集塵機に対処すべき問題があることを示している可能性があります。
集塵機管理におけるメリット
これらの3つの指標、差圧、粒子の傾向、風量は、EHSリーダーにとって追跡し、報告すべき直接的に重要な指標です。一方で、集塵機の最適な管理は、施設のエンジニアリングやメンテナンスの担当者と共有する課題でもあります。共通のメリットとして、iCue™ コネクテッドフィルトレーションサービスを補完するための追加センサーを利用して、具体的には、ホッパーの詰まり、粉塵ボックスのレベル、圧縮空気供給、湿度をモニタリングできます。このような指標を継続的にモニタリングすることにより、問題の早期発見、集塵機の総所有コストの管理、iCue™サービスの投資収益率の向上が可能になります。
IIoTを活用する
工場は産業衛生および粉塵ハザード分析作業に投資し、集塵のベースラインを設定して、適切な規制値を遵守しています。これらのベースラインからの逸脱を継続的に把握することで、危険や罰金を最小限に抑えることができます。
iCue™サービスなどの産業用IoT(IIoT)技術は、このような業務を効率的に実施する際の味方になります。これにより、重要な情報を自動的に追跡し、問題に対応し、是正できる担当者と直接共有することが可能になります。組織内のさまざまな潜在的リスクを管理する際、iCue™ コネクテッドフィルトレーションサービスは、効果的かつ効率的な方法で状況を可視化し、情報の取得に役立ちます。
