
製薬業界では粉塵が常に発生します。バルク原材料の取り扱いから、粉砕、造粒、錠剤化、カプセル化、コーティング、さらには包装まで、医薬品粉塵はほとんどの製造プロセスで発生します。粉塵が細かいため、飛散して舞い上がり、施設の床や壁、天井、さらには隙間に入り込み堆積する可能性があります。
医薬品粉塵は複数の問題を引き起こす可能性があります。cGMPの問題や、並行プロセスの相互汚染、作業員へのばく露(特に有害な粉塵を扱う場合)、粉塵の可燃性に起因する爆燃の可能性などです。製造工程で発生する粉塵を適切に処理して閉じ込めないと、OSHAによる高額な罰金、清掃のためのダウンタイムによる損失、さらには人身傷害や人命の損失につながる可能性があります。非常に高いリスクを伴うことからも、効率を改善して、清浄な環境を維持し、工場を保護するためのフィルトレーションオプションと技術について把握しておく必要があります。図1をご覧ください。
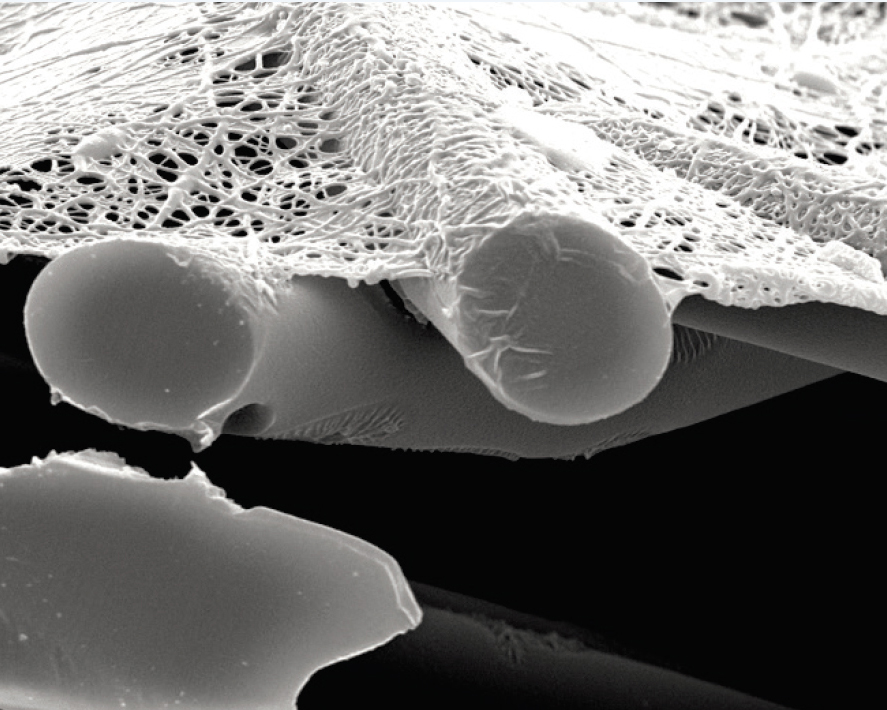 図1 清浄な状態のファインファイバー層フィルター
図1 清浄な状態のファインファイバー層フィルター
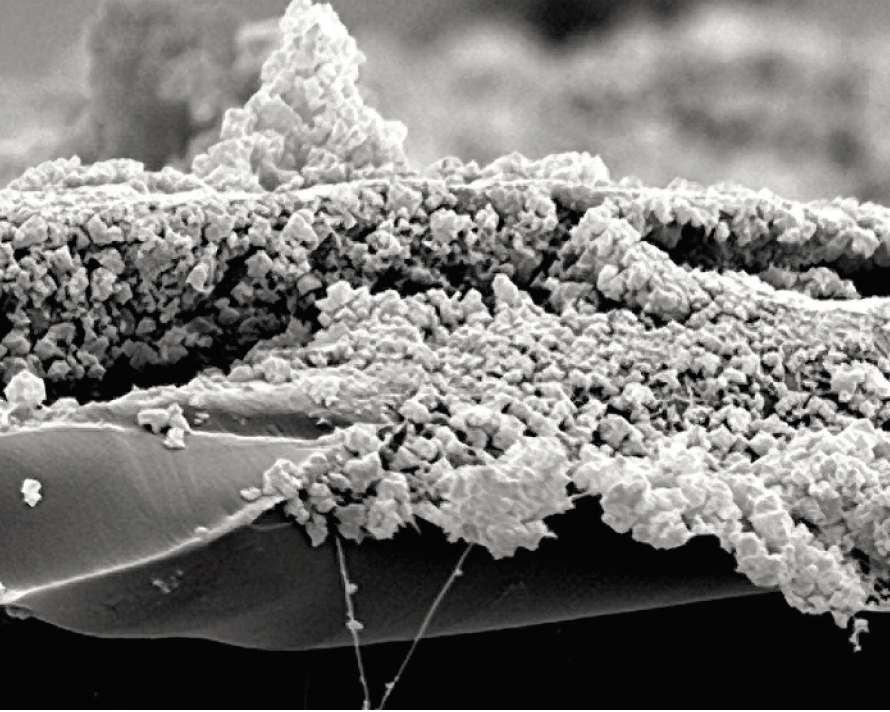 表面捕集後のファインファイバー層フィルター
表面捕集後のファインファイバー層フィルター
集塵機のハウジング設計の進化
集塵技術は過去数十年間にわたって劇的な進化を遂げていますが、最も明らかな改善点は、集塵機のハウジングまたはキャビネットの設計です。現在の粉末加工施設には、施設の外観の一部であった従来型のバグハウス集塵機は設置されていません。技術によって設備は一変しました。 こうした施設につきものの非効率性の高まり、終日のメンテナンスによるシャットダウン、運用コスト削減に向けてオプションが全体的に制限されたことにより、かつて必要とされた巨大な機器は姿を消していきました。1970年代半ばに最初のカートリッジ集塵機とフィルターが導入されたことにより、従来のバグハウス設備からの移行が始まりました。
細かい粉塵や軽い粉塵が工程で発生する製造業者は、カートリッジ集塵機の登場によって、集塵設備を工場内に設置できるようになり、メンテナンス担当者は、屋根に登ったり、集塵機の中に入ったりすることなく、集塵設備のメンテンナンスを実施できるようになりました。この進歩により、ダウンタイムメンテナンスが削減され、製造工程の運用性能と効率が向上しました。
しかし、以前のカートリッジ集塵機の設計は、バグハウス集塵機の設計とそれほど大差はありませんでした。カートリッジはバグフィルターのように垂直に吊り下げられ、気流も従来どおり集塵機キャビネットの低い位置に入っていたため、バグハウスでも粉塵の再飛散が発生し、性能の非効率性を生み出しました。
このような初期の集塵機は、古いバグハウス技術からの進歩は見られたものの、さまざまな点で改善の余地がありました。1980年代初頭までには、重力を利用して気流から粉塵を除去する下降気流設計を組み込んだ新しい設計の進歩により、集塵機の性能がさらに向上しました。
EPAの研究によってサポートされ、米国産業衛生専門家評議会(The American Council Governmental Industrial Hygienists、ACGIH)によって承認された下降気流設計は、最も効率的なカートリッジ集塵機ハウジング設計として認められました。圧力損失の低下により効率の障壁を取り除き、再飛散の問題を解決したことで、粒子が簡単にホッパーに落ちる設計が実現しました。
エアフローの分析
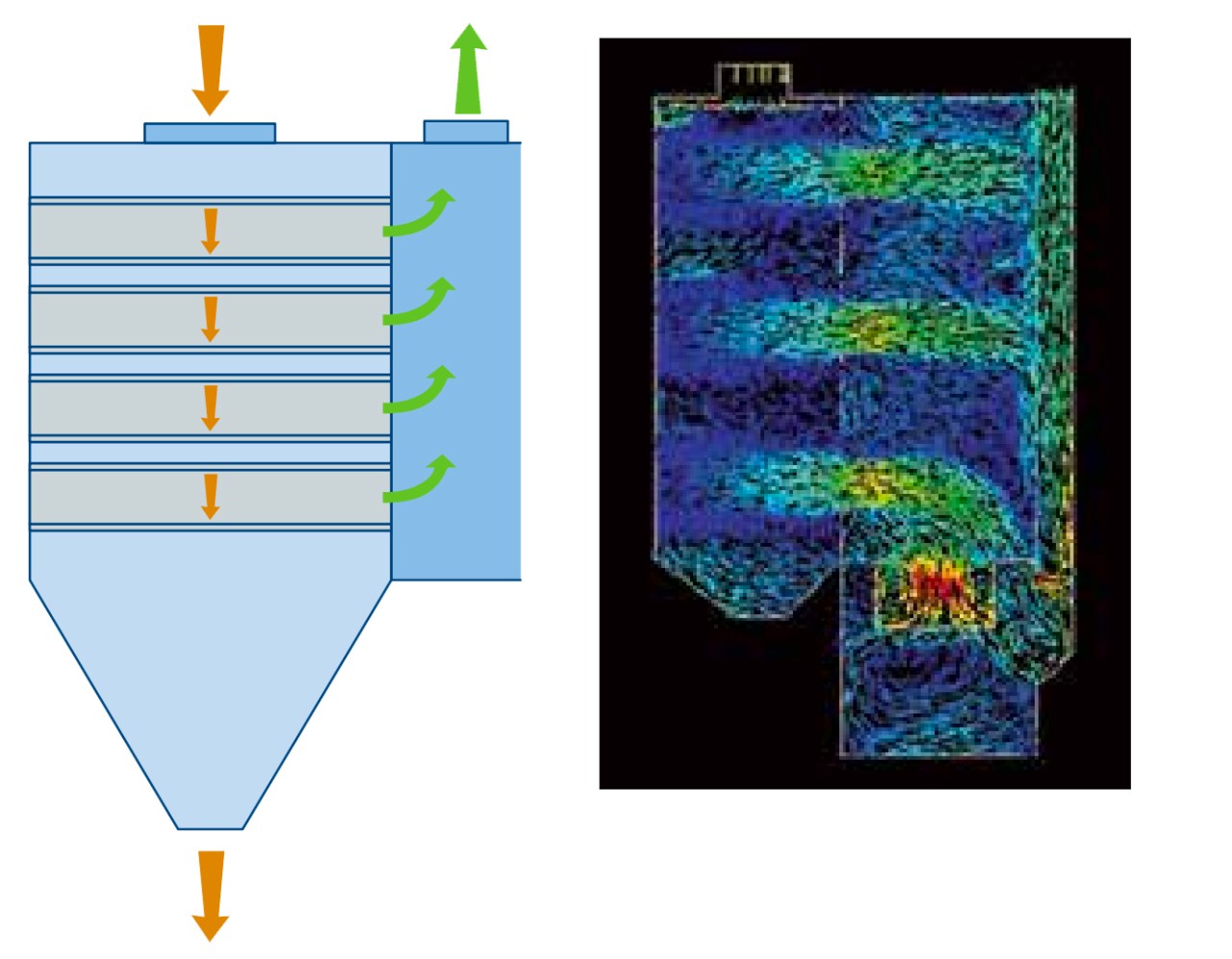
それでは、キャビネットハウジングの設計やエアフローの方向によって、運用性能にどのような違いが生じるでしょうか。フィルターメディアだけの問題なのでしょうか?最善の答えを見いだすために、アップフロー/クロスフローとダウンフローの設計画像を比較してみましょう。図2をご覧いただくとわかるように、これら2つの非常に異なるアプローチを比較すると、空気が重力によって集塵機の汚染空気側から清浄空気側に移動するとき、ダウンフロー集塵機では、より低速で移動しています。低速なほど圧力損失が小さくなり、フィルターを通過する気流を移動させるために使用するエネルギーが小さくなります。ダウンフロー設計では、エネルギー需要を減少させるだけでなく、研削材の粉塵をうまく処理することができるため、フィルターの摩耗が減り、ホッパーの掃除が不要になります。ホッパーの掃除はフィルターに粉塵が再び留まる原因となることがあります。この再飛散が発生すると、性能効率が低下し、エネルギー使用量が増加してしまいます。このように、フィルターは非常に重要な役割を果たしていますが、適切なキャビネット設計がフィルターの効果を高めるのです。
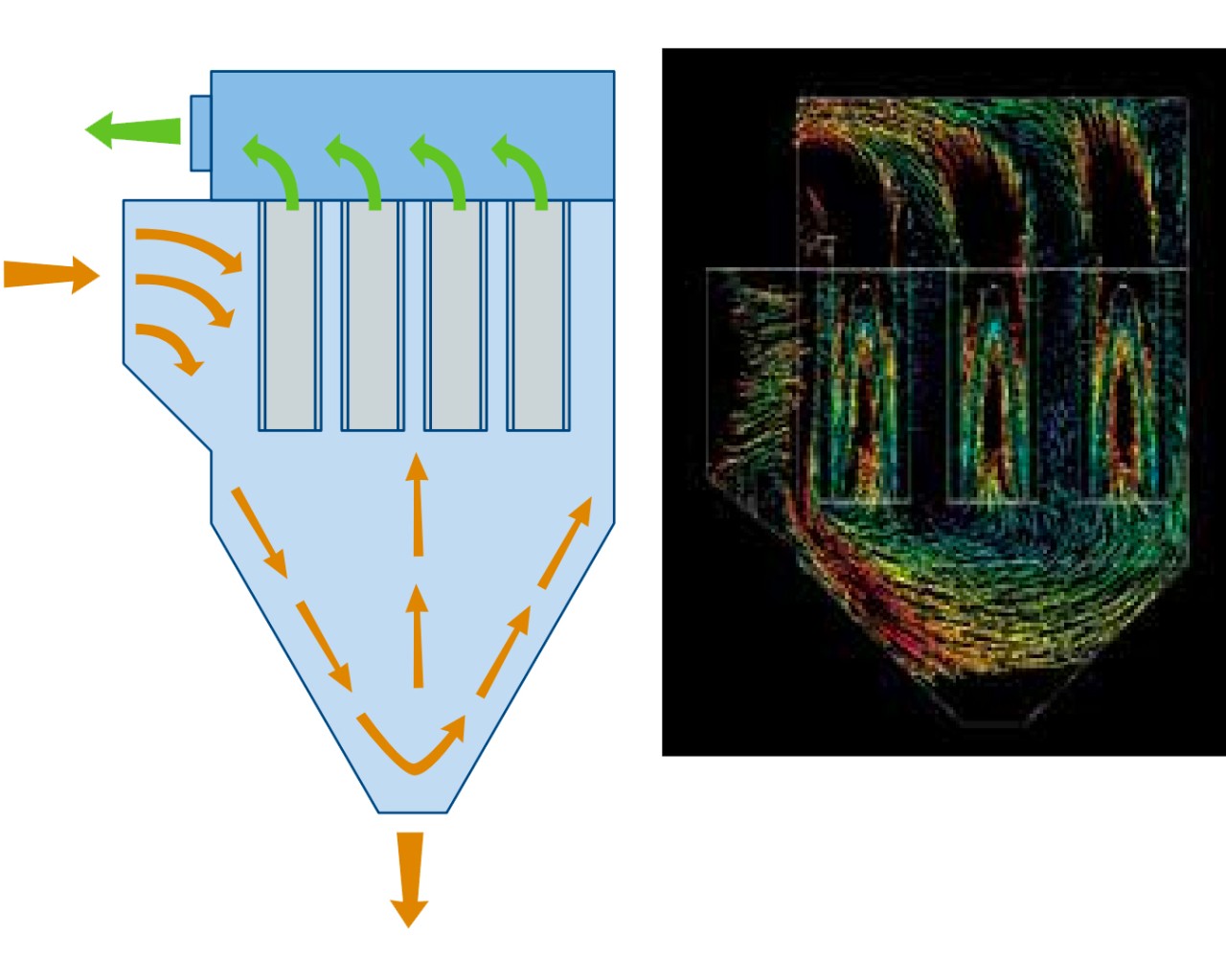 図2 - クロスフローの結果とDownflo技術の比較。
図2 - クロスフローの結果とDownflo技術の比較。
可燃性粉塵
製造工程で発生する粉塵の大部分は軽粉塵であり、施設内の思いもしない場所に入り込むことがよくあります。粉塵が細かいほど高く舞い上がって浮遊し、堆積するまでの時間が長くなります。どうなるのでしょうか?可燃性であった場合、壁、ライトの上、HVAC配管が燃料源となり得る物質で覆われていることになります。万が一爆燃が発生した場合、こうした粉塵が空気中に放出され、より激しい二次爆発が施設内で起こる可能性が生じます。
では、爆燃および爆発とは何でしょうか。これらは異なる現象ですが、同時に発生します。爆燃は、亜音速で拡大する火炎を発生させる発火現象です。爆発は、過圧による容器やコンテナの物理的な破裂です。産業事故では、爆燃は通常集塵機や建物の爆発を引き起こします。工場の製造設備の爆燃や爆発が起こると、時間をかけて施設全体に堆積した粉塵が飛び散ります。こうして浮遊した粉塵が、製造設備の爆発による火炎や施設内の他の発火源に接触すると、多くの場合より破壊的な二次的事故が発生する可能性があります。これは施設に大きな損傷を与え、場合によっては従業員の負傷や人命の損失につながります。
米国労働安全衛生局(OSHA)は、可燃性粉塵に関する国家重点計画を公表して危険性を伝えています。 米国防火庁(NFPA)が策定したガイドラインに基づき、OSHAが重点を置いているのは、爆発ペンタゴンを構成する5つの要素のうち1つ以上を排除することにより、可燃性粉じんのリスクを低減することである( 図4参照 )。爆発の五角形は、5つの重要な要素(可燃性粉塵、酸素、粉塵の分散、粉塵の閉じ込め、発火源)を表しており、これらが組み合わさると爆発事象につながります。
 図4-爆発ペンタゴンに含まれる1つ以上の要素を管理または除去することで、爆発リスクを低減することができる。
図4-爆発ペンタゴンに含まれる1つ以上の要素を管理または除去することで、爆発リスクを低減することができる。
製造工程のオーナーは、可燃性粉塵に関するリスクについてプロセスを評価し、どの可燃性粉塵管理戦略がリスクを効果的に制限するかを判断する責任があります。そうした戦略には、爆発の五角形のうち1つ以上の要素を削除するか、爆発の影響を制御および限定するか、またはその両方があります。可燃性粉塵があるかどうかを判断するには、多くの疑問点について検討する必要があります。
粉塵抑制
多くの医薬品副産物には、依然として有害な粉塵が含まれています。この粉塵には、薬物、ホルモン、ステロイド、その他の化合物など、過度にさらされると従業員や環境が悪影響を被る可能性がある有効成分(API)が含まれていることがあります。
不活性粉塵を発生させる標準プロセスとは異なり、有害な粉塵は、ばく露を制限し、封じ込めに重点を置く方法で処理する必要があります。現在フィルトレーション装置は、集塵機および捕集した粉塵の封じ込め装置の二重の役割を果たしているため、封じ込めの状況は多くの場合、固有の課題となります。
昨今の集塵機はほとんどが自給自足型であり、継続的に稼働するよう設定できることが多くなっています。機器のオプションを使用すると、集塵機制御により圧力のモニタリング、風量の調整、フィルターの自動パルスクリーニング、さらにはプロセスを停止せずにホッパーから粉塵を排出することも可能になります。ただし、高レベルの自動化を活用しても、集塵機を効率的に稼働させ続けるために必要な手動のタスクはまだあります。そのうち最も一般的なタスクは、使用済みフィルターの交換です。 医薬品製造では有毒な粉塵が発生するため、このフィルター交換にはバッグイン/バッグアウト(BIBO)プロセス( 図5参照)が必要になることが多い。
 図5 - バッグイン/バッグアウト(BIBO)は、フィルター交換とホッパー排出のメンテナンスを改善し、作業員が有害な粉塵にさらされる可能性を最小限に抑え、汚染物質が大気に放出されるのを防ぎます。
図5 - バッグイン/バッグアウト(BIBO)は、フィルター交換とホッパー排出のメンテナンスを改善し、作業員が有害な粉塵にさらされる可能性を最小限に抑え、汚染物質が大気に放出されるのを防ぎます。

BIBOとは、特別なバグと処理プロセスによって、作業員が集塵機内の粉塵に直接さらされることなくフィルターを交換できるようにする方式です。バグアウトステップでは、組み込まれたバグが集塵機のBIBOカラーに接続されます。バグはゴム製のガスケットとゴム引きのバンドクランプを使用してカラーに取り付けられ、BIBOバグと集塵機の間に防塵シールが形成されます。
特定のBIBO設計が有効かどうかを判断する際には、以下の項目を検討する必要があります。
- バグは封じ込めを専門とする製品であり、高いOEL評価を受けたものである必要があります。バグの品質に妥協せず、粉塵の毒性に応じた製品を選択しましょう。バグによって評価は異なります。
- 円形のBIBOカラーは隙間なく均一に密閉できるため、長方形のカラーよりも効果的です。長方形のカラーは、上部、下部、側面に隙間が生じやすい傾向があります。
- 集塵機のフィルター開口部が小さい場合、実際のBIBOフィルターの交換は、通常1人の従業員だけで行えます。一方、大きな長方形のフィルター開口部を備えた垂直に吊るされた集塵機では、多くの場合、作業員は4つもの使用済みフィルターを1つのバグに引き込む必要があります。使用済みフィルターは70ポンドもの重さがあるため、重量の点だけを考えても、フィルターとバグの管理と廃棄には複数の作業員が必要です。
- 集塵機のバグのトリプルシールを提供するBIBOカラーが推奨されます。
- BIBO機器を検討するときは、BIBOの手順用に特別に設計された機器を探すのが最善です。BIBOを補足部として扱う設計の機器は使用しないようにしましょう。
集塵にこれほど多くの技術と設計が組み込まれていることを、ご存知でしたでしょうか。ドナルドソンの使命は、設計、フィルターソリューション、全体的な効率の改善を続け、よりクリーンで安全な空気を提供することです。ドナルドソンは、集塵技術を促進するイノベーションリーダーとしての役割を果たしていくことをお約束し、変化するお客様のニーズを反映した効果的なフィルトレーションソリューションを引き続きご提供していきます。
