
圧縮空気は、産業設備において重要な動力源となっています。水、電気、ガスと並んで「第4のエネルギー」と呼ばれる圧縮空気は、機械の稼働、材料の運搬、油圧システムの加圧など、数え切れないほどの役割を担っています。
これらすべてにエネルギーが必要です。米国エネルギー省¹によると、圧縮空気の生成は、平均して工場の電力コストの10~30パーセントを占めています。これほどコストに影響を及ぼすことから、設備マネージャーは、コンプレッサーのエネルギー需要の軽減に強い関心を抱いており、それに応えるようコンプレッサーメーカーは最大効率を発揮できる機器の設計に向けて懸命に取り組んでいます。さらに、各国の政府は、圧縮空気機器に対して、より高い効率要件を法制化しています(サイドバー参照)。
コンプレッサーのフィルターシステムは、システムの効率に大きな影響を与えることがあります。圧縮空気を低コストで生産するためには、3つの異なるフィルターが調和して機能し、システム内を移動する空気を過度に制限することなく、粒子をフィルトレーションし、オイルミストを気流から分離することが必要です。1か所のフィルターの効率は、他の2か所の性能に直接影響を及ぼします。コンプレッサーメーカーは、最先端のフィルター技術をシステム全体に適用することで、省エネを支援し、機器に必要な潤滑油の節約にも貢献することができるのです。
ここでは、各コンプレッサーフィルターの役割と、システム性能の最適化に役立つ技術についてご紹介します。
フィルターエコシステム概要
産業界で最も多く使われている油回転式スクリューエアコンプレッサーには、主に3つのフィルトレーション コンポーネントが備えられており、図1に示すように、吸気フィルター、オイルまたは「ルーブ」フィルター、空気/油分離器があります。
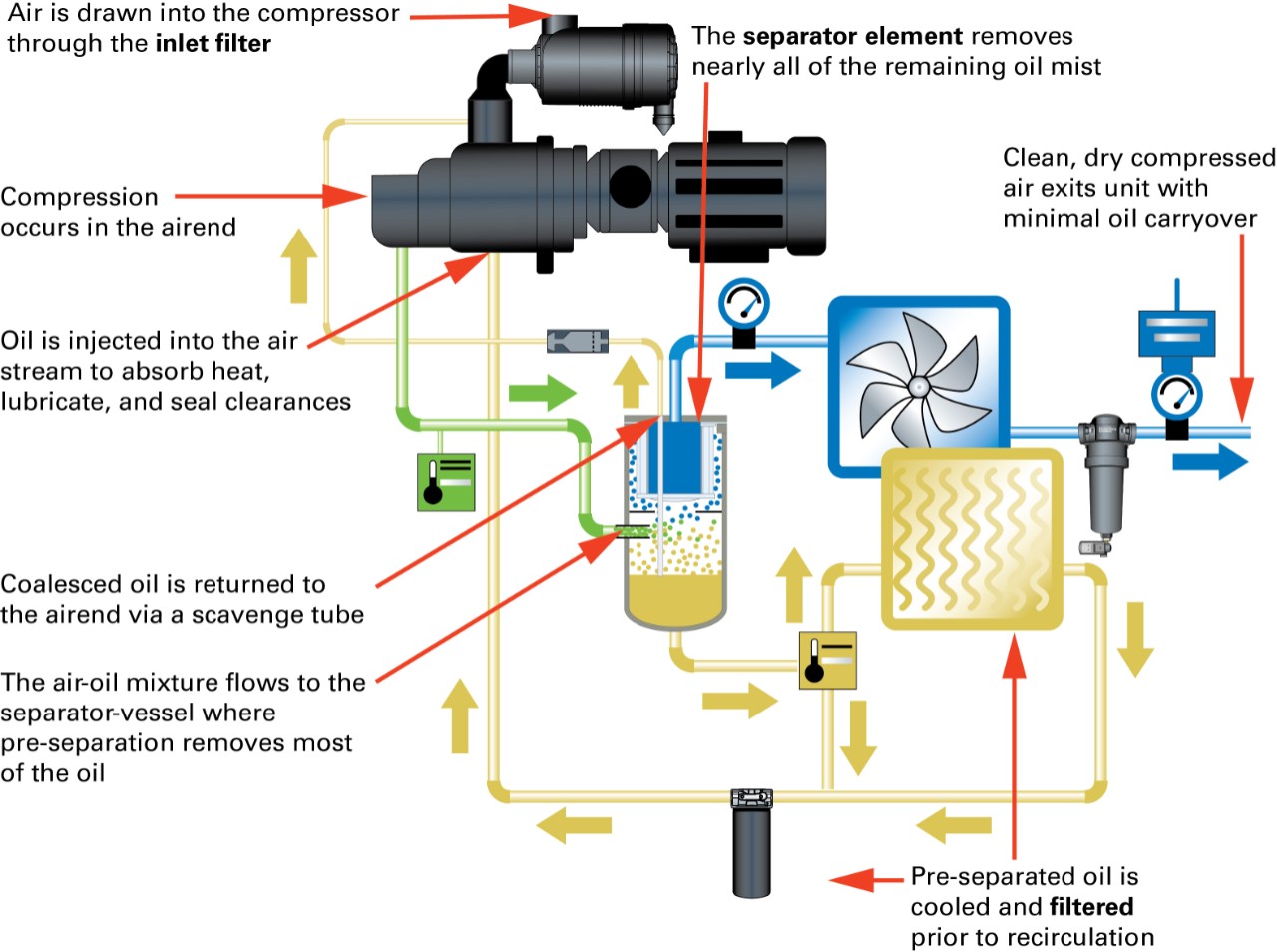 図1:油回転式スクリューエアコンプレッサーの図解
図1:油回転式スクリューエアコンプレッサーの図解
吸気フィルターは、最大限の効率で粒子をフィルトレーションするように設計されています。オイルフィルターは、オイルに含まれる粒子状物質を可能な限り捕集するように設計されています。空気/油分離器は、圧縮空気がシステムに放出される前に、残ったオイルミストを分離するように設計されています。この3つを合わせて、図2のような「フィルトレーション エコシステム」を構成しています。
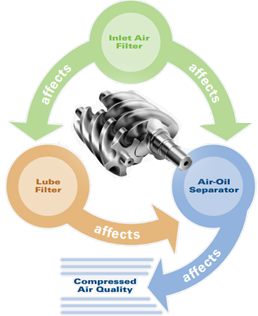 図2:フィルトレーション エコシステムが最適に機能するかどうかは、この3つの要素にかかっています。
図2:フィルトレーション エコシステムが最適に機能するかどうかは、この3つの要素にかかっています。
高品質な吸気フィルターとは?
エアフィルターは、コンプレッサーシステム内の空気を清浄に保つための最初の防御線として、空気中の粒子がコンプレッサーに入るのを防ぎ、最適な効率と最小限の制限を与える役割を担っています。通常は、図3に示すように、カートリッジに収納されたある種のファイバーベースのメディアが使用されます。
吸気フィルターのメディアは、従来、セルロースファイバーやセルロースと合成ファイバーの混合物で作られていますが、最近の技術では、ドナルドソンのUltra-Web®技術のように、エレクトロスピニングプロセスで作られたファインファイバーメディアを使用して、直径0.2~0.3ミクロンの連続した弾力性のある合成ファイバーを製造しています。Ultra-Webは、図4に示すように、非常に小さなファイバー間の間隔を備えたファインファイバー層を形成し、メディア表面に埃を捕捉します。
 図3:吸気フィルターは、空気中の微粒子がコンプレッサーの中に入らないよう防止するためのものです。
図3:吸気フィルターは、空気中の微粒子がコンプレッサーの中に入らないよう防止するためのものです。
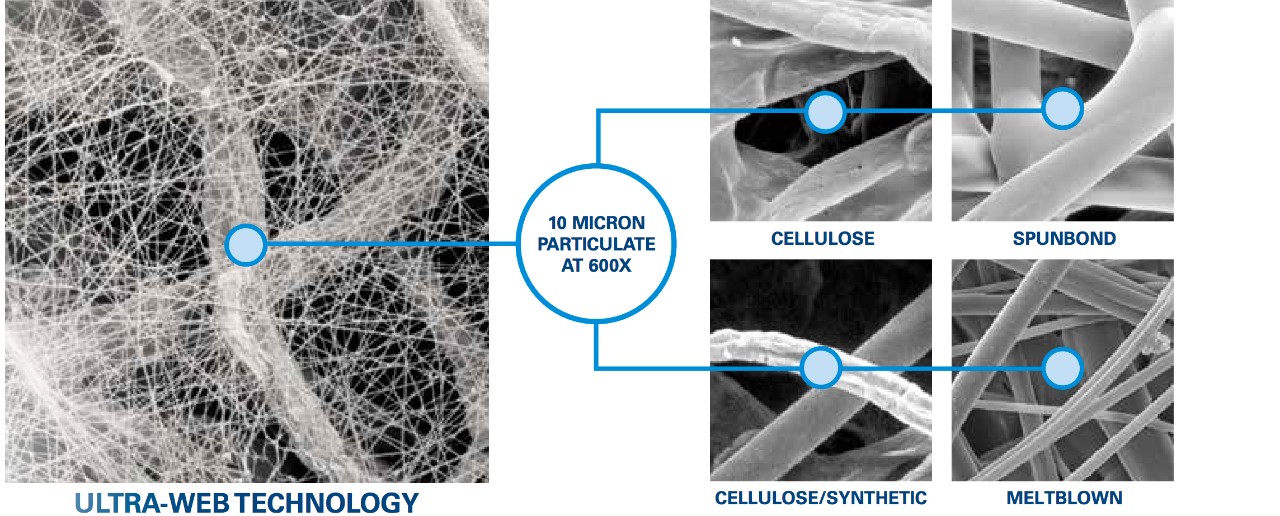 図4:Ultra-Web技術は、ファインファイバーウェブを形成して、メディアの表面にゴミを捕捉する技術です。
図4:Ultra-Web技術は、ファインファイバーウェブを形成して、メディアの表面にゴミを捕捉する技術です。
従来の一般的なセルロースフィルターの効率が約99%であるのに対し、図5に示すように、ファインファイバー技術は99.99%の効率を実現します。
セルロースフィルターは99%以上の効率を発揮しますが、繊維が密な構造となっているため、コンプレッサーの用途では許容できないほどの制限を受けることがあります。
具体的には、ファインファイバーフィルターにより、高い「初期効率」(エアフィルターエレメントの使用開始時の効率)を発揮します。その結果、粒子を気流から遠ざけ、メディアの深部ではなく表面で埃を捕らえることで、フィルター寿命を延ばします。この表面捕集技術により、長期間にわたって低い作動圧力損失を実現し、フィルター使用期間の長期化、省エネ化に貢献しています。
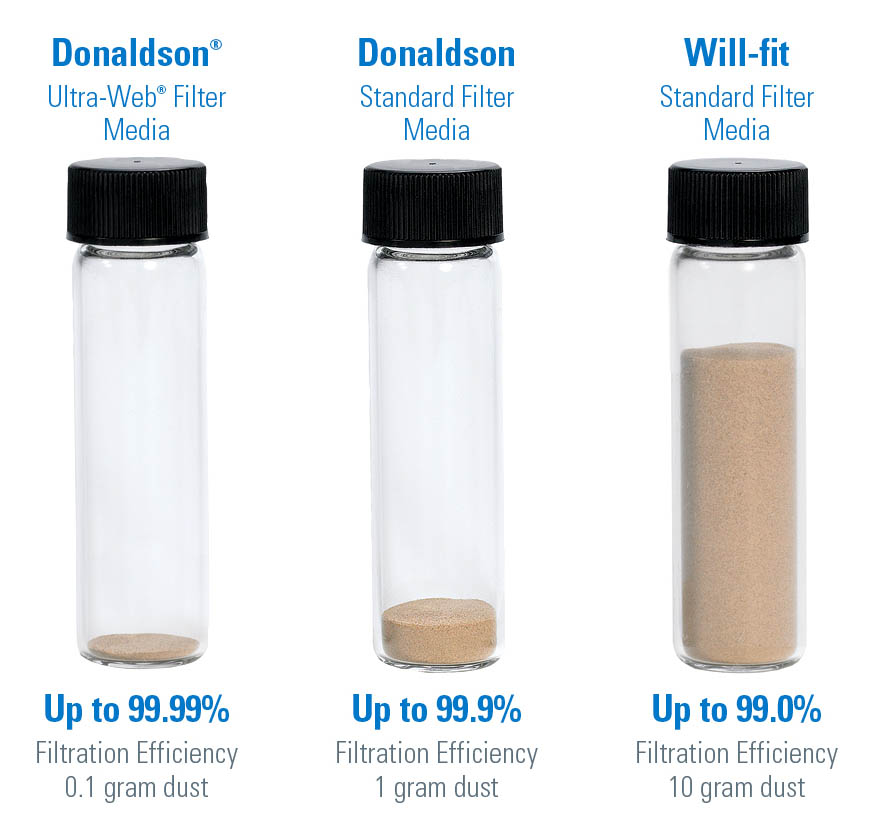 図5:Ultra-Web技術により、最大99.99%のフィルトレーション効率を実現することができます。
図5:Ultra-Web技術により、最大99.99%のフィルトレーション効率を実現することができます。
図6に示すように、200立方フィート/分(CFM)の風量では、競合フィルターの10インチに対して、Ultra-Webフィルターは7インチ以下の水量に相当する制限に抑えることができました。
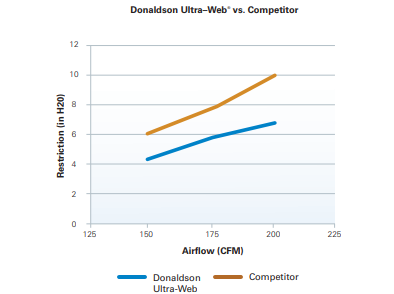 図6:Ultra-Webは、競合他社のフィルターに比べ、制限を抑えることができます。
図6:Ultra-Webは、競合他社のフィルターに比べ、制限を抑えることができます。
また、吸気フィルトレーションの性能が改善されると、下流のフィルターコンポーネントであるルーブフィルターや空気/油分離器の使用期間を延ばすことができます。粉塵やその他の粒子による汚染は、ルーブフィルターや空気/油分離器の使用期間を縮める主な要因となっています。粒子を気流に乗せないことで、他のフィルターがより長く、より効率的に機能するようになります。下流の汚染と、その結果生じるAOSとルーブフィルターの制限を減らすことで、コンプレッサーは一定量の圧縮空気を供給するために必要な電力を減らし、全体の運用コストをサポートすることができます。
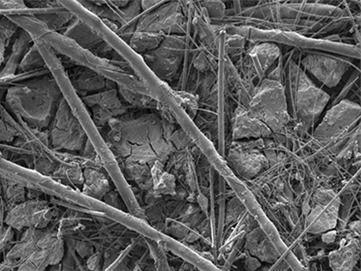
プラグ付きAOSメディアの一例を図7の拡大画像に示します。クリーンなAOSメディアは、表面積を100%コアレッシングさせることができます。粒子を捕集したメディアでは、コアレッシングできる表面積が小さくなるため、AOSの効果が低下してしまいます。
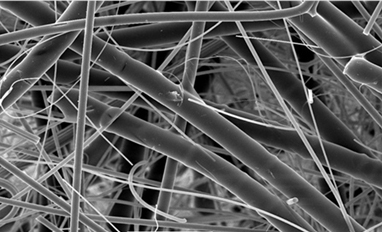 図7:クリーンな空気/油分離器のメディア(左)と汚染されたメディア(右)。
図7:クリーンな空気/油分離器のメディア(左)と汚染されたメディア(右)。
オイルをきれいに保つルーブフィルター
フィルトレーション エコシステムの中で次に位置するのが、オイルフィルター、つまり「ルーブ」フィルターです。オイルが圧縮されて空気と混ざると、新たな汚染物質が発生するため、オイルに含まれるこれらの粒子をフィルトレーションするのがオイルフィルターの使命となります。オイルフィルターは、エアエンドのベアリングを保護し、空気/油分離器を詰まらせるような粒子が下流に移動するのを防ぐのに役立ちます。
オイルフィルターは、十分な粉塵容量と効率を考慮して設計する必要があります。図8に示すように、自動車用オイルフィルターにやや似た外観のキャニスターに収められているのが一般的です。
ルーブフィルターの容量は、サイズを大きくするか、メディアを改良することで拡大することができます。フィルターサイズを大きくすると、貴重なスペースを消費し、コストアップにつながるため、メディアを改良することでより効率的なアプローチが可能になります。
 図8:ルーブフィルターは、オイルに含まれる粒子を捕捉するためのものです。
図8:ルーブフィルターは、オイルに含まれる粒子を捕捉するためのものです。
ドナルドソンのSynteq™ XPメディアはコンプレッサーのルーブフィルターとして非常に効果的であることが証明されています。セルロースメディアに比べ、より多くの孔を備えた均一なメディアを提供することで、効率と容量を格段に向上させることができます。独自のバイコンポーネントファイバーにより、図9に示すような強力な接着を実現しています。
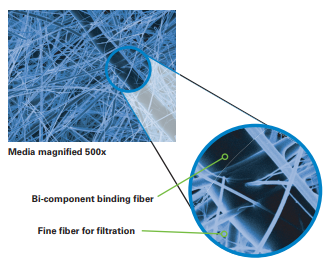 図9:ドナルドソンSynteq™ XPメディアは、バイコンポーネントファイバーを採用し、強力な接着を実現しています。
図9:ドナルドソンSynteq™ XPメディアは、バイコンポーネントファイバーを採用し、強力な接着を実現しています。
Synteqはレジンフリーのメディアであり、図10に示すように、標準的なセルロースメディアよりも低い流量制限を実現することができます。また、従来の樹脂接着型セルロースメディアよりも長持ちし、粒子捕集能力と保持能力を最大化することができます。
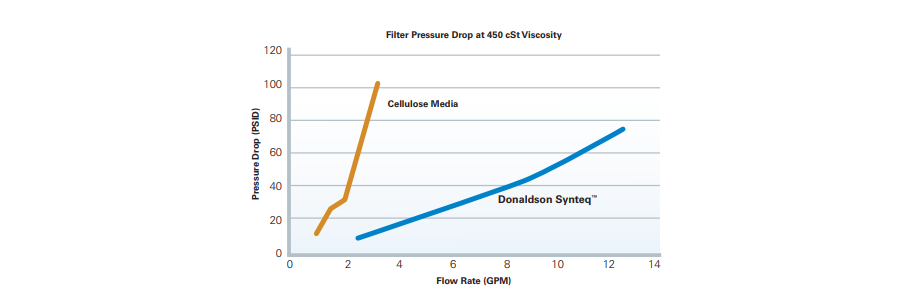 図10: Synteqは、セルロースメディアよりも低い圧力損失を提供します。
図10: Synteqは、セルロースメディアよりも低い圧力損失を提供します。
空気/油分離器:最終ステップ
最適化されたコンプレッサー エコシステムを実現するうえで、コンプレッサーから空気が出る前の最後のステップとなる空気/油分離器は、最初に検討すべき事象となります。エアフィルターやオイルフィルターの機能低下はすぐには気付かないかもしれませんが、空気/油分離器の性能が低下すると、その影響はより顕著に現れます。コンプレッサーから出る空気には、過剰なオイルミストが含まれている可能性があります。
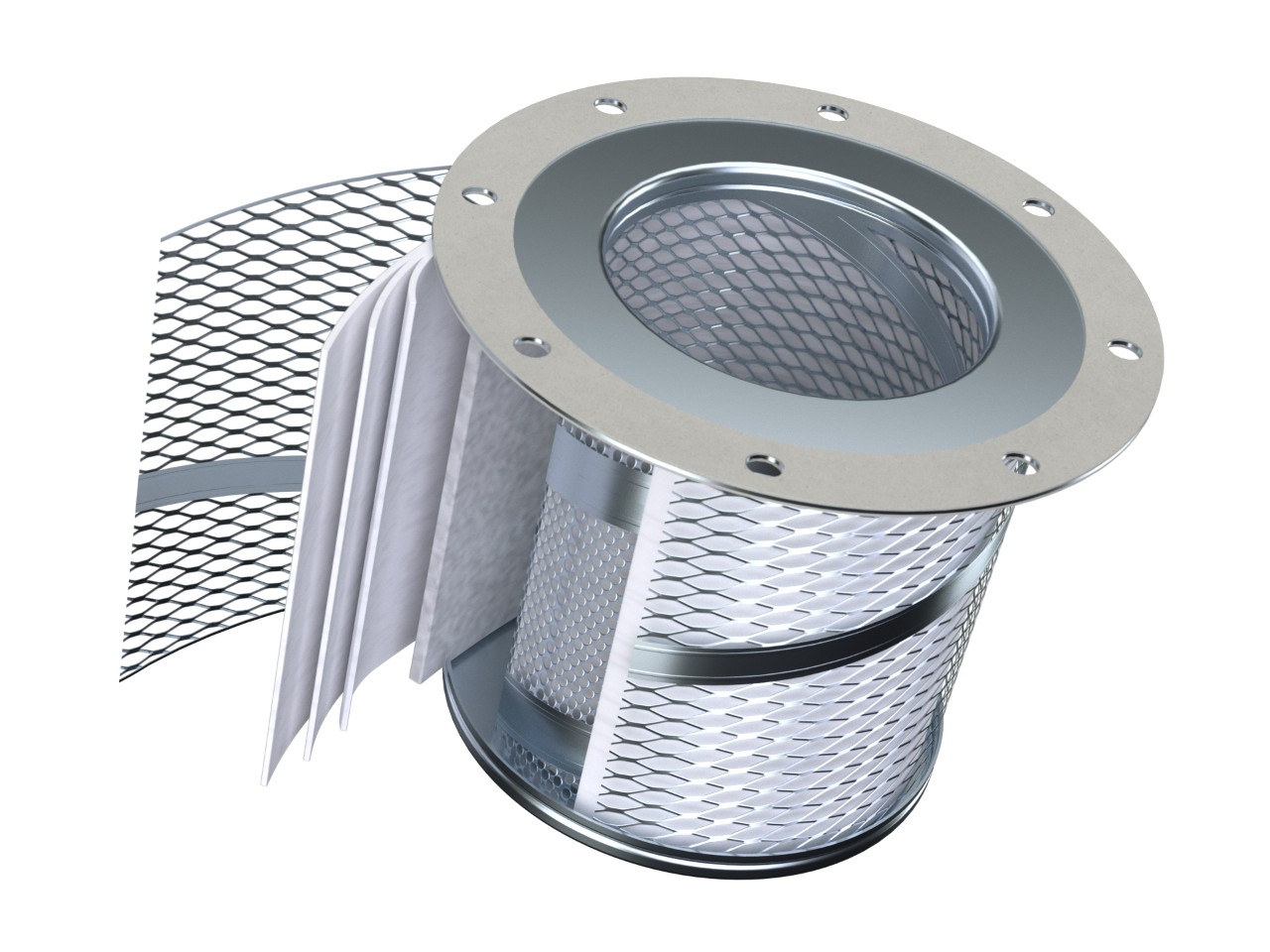 図11: 空気/油分離器は、コンプレッサーから空気が出る前の最後のフィルトレーション工程です。
図11: 空気/油分離器は、コンプレッサーから空気が出る前の最後のフィルトレーション工程です。
空気/油分離器は、コンプレッサーから空気が出る前に、空気と油の混合物から残ったオイルミストを分離するためのものであり、その性能はコンプレッサーのエコシステムにとって非常に重要なものとなります。他のフィルターコンポーネントと同様、メディアの有効性が、適切な性能を発揮するための鍵となります。図11に示すように、ドナルドソンのラップ式空気/油分離器は、大半のコンプレッサーのタイプに最適なものとなっており、ドナルドソン独自のSynteq™メディアが標準装備されています。プリーツ型空気/油分離器は、表面積を増やすことでより多くの風量を可能にし、設計の柔軟性を高めています。
ドナルドソンのプレミアム空気/油分離器は、独自のSynteq XP™コアレッシングメディアを使用し、性能を最大限に引き出しながら従来のメディアよりも長期間の使用を実現しています。Synteqメディアは、図12に示すように、可能な限り低い圧力損失を維持しながら、オイルキャリーオーバーの要件を満たすことに役立ちます。この「レジンフリー」メディアは、効率的な排水と自由な空気の流れを実現し、制限を減らすことで、省エネを実現します。省エネに加え、オイルキャリーオーバーが少ないため、高度に設計され、高価な潤滑油がコンプレッサーのあるべき場所に保持されます。その結果、必要なメイクアップオイルの量が減り、さらに、オイルがプロセスの問題や顧客からのクレームにつながる可能性のある、圧縮空気システム下流側のオイルの量も減らすことができます。
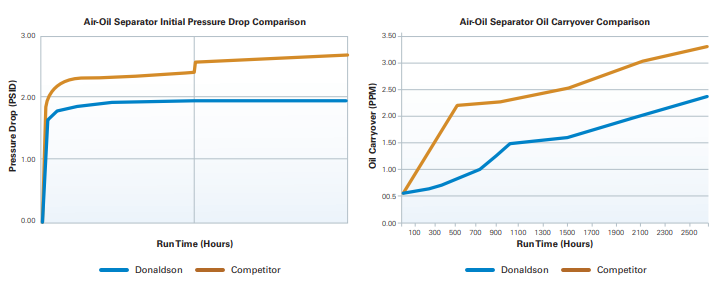 図12: Synteqメディアは、空気/油分離器が低圧力損失を維持しながら、オイルキャリーオーバーの要件を満たすのに役立ちます。
図12: Synteqメディアは、空気/油分離器が低圧力損失を維持しながら、オイルキャリーオーバーの要件を満たすのに役立ちます。
エコシステムのコンポーネントとの連携
エアフィルターが空気/油分離器の使用期間に与える影響を見れば、フィルターコンポーネントが互いに影響し合っていることがわかります。図13に示すように、Ultra-Webエアフィルターは、セルロースメディアを用いたエアフィルターと比較して、空気/油分離器の制限の増加が遅く、あるケースでは空気/油分離器(AOS)の使用期間を2倍以上、別のケースでは約65%向上させることができました。この結果は、ノースカロライナ州の某繊維工場にある2台の600HPコンプレッサーのものです。まず、整備したばかりのコンプレッサーに純正セルロースエレメント(赤線)を使用してベースラインテストを実施し、その後、新しいオイルとAOSで再度整備し、エアエレメントをUltra-Webに交換して再度テストしました。これらのコンプレッサーのAOSの長持ちした結果です(青線)。
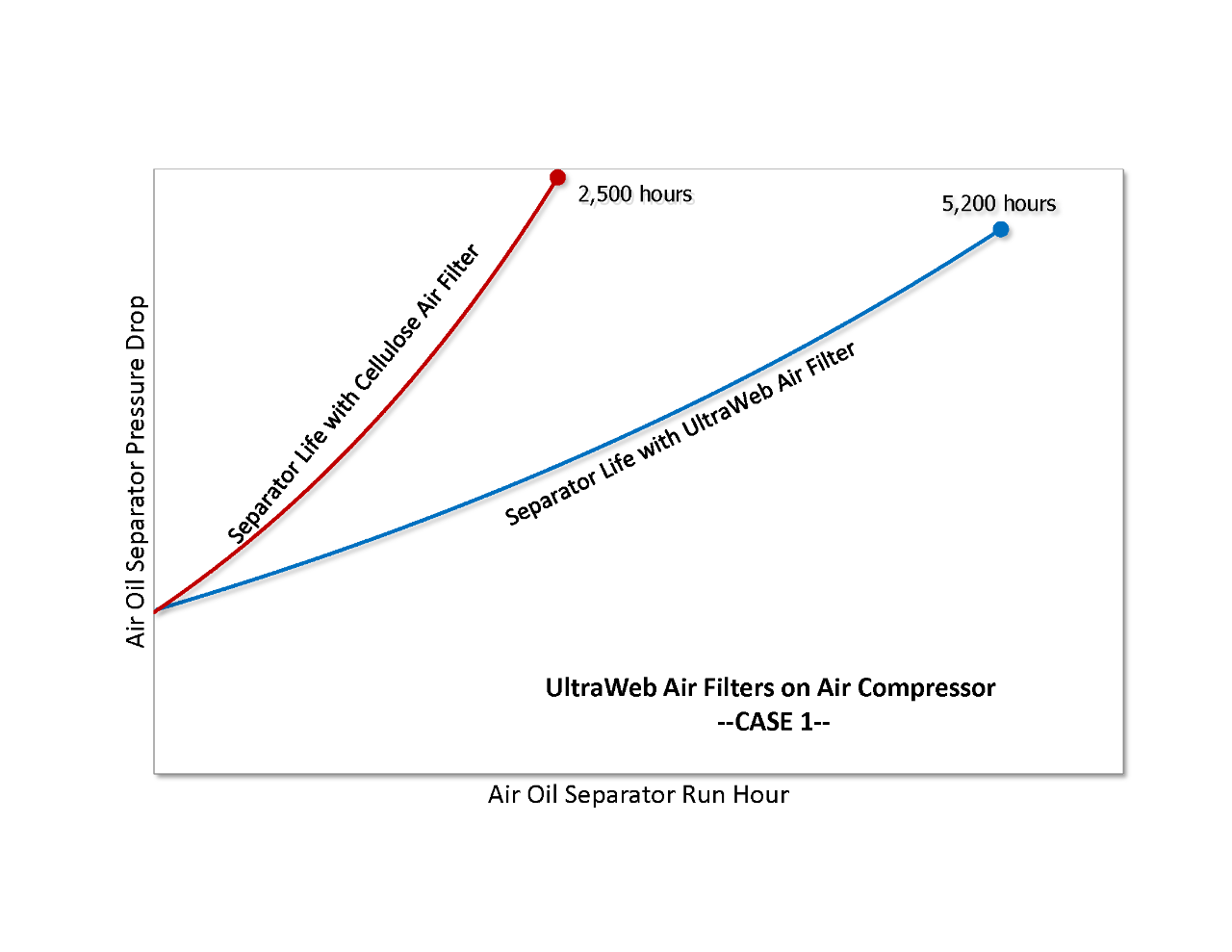 図13: Ultra-Webエアフィルターは、2つのケーススタディにおいて、空気/油分離器の寿命を向上させました。
図13: Ultra-Webエアフィルターは、2つのケーススタディにおいて、空気/油分離器の寿命を向上させました。

結局、圧力損失はコンプレッサーの効率を低下させることになります。同じ電力量であっても、圧力損失が発生すると、生成される圧縮空気の量は減ってしまいます。基本的な経験則では、図14に示すように、1 psiの圧力損失によって、コンプレッサーのブレーキ馬力の0.5%が実質的に失われてしまいます。たとえば、200HPユニットの空気/油分離器の圧力損失がわずか3 psi上昇するだけで、場合によっては年間最大1,460ドルのコスト増となる可能性があります。
空気と油の分離
経験則:
1 psi δp = 0.5% hp
| $/Yr = 1年あたりのコスト | $97,329 |
| BHP = ブレーキ馬力 | 200 |
| $/kwhr = 1キロワット時あたりの電気代 | 0.07 |
| m.e. = モーター効率 | 0.94 |
| hrs/yr = コンプレッサーの稼働時間 | 8760 |
AOSの圧力損失が3PSI増加 - 1,460ドル/年
結論
コンプレッサーにエコシステムアプローチを適用すると、システムの「最も脆弱な部分」のレベルにとどまってしまいます。1つのフィルトレーション コンポーネントに妥協が生じると、他のコンポーネント、ひいてはシステム全体に悪影響を及ぼす可能性があります。コンプレッサーオイルは高度に設計されたオイルであり、通常の潤滑油よりも高価であるため、コンプレッサーシステムのオーナーは損失を最小限に抑え、効率を最大化するためにやむを得ない事情を抱えています。効率性を向上させることで、コストを削減し、さらにはプラントの作業員やオーナーの悩みを解消することができます。コンプレッサーのオーナーは、ドナルドソンの技術とエンジニアリングサポートにより、フィルトレーション コンポーネントを適切に組み合わせ、効率を最適化するエコシステムベースの製品ソリューションを見つけることができます。
コンプレッサー効率化の規制
近年の規制強化により、コンプレッサーの効率向上は、プラントオーナーにとってより重要な課題となっています。2016年12月、米国エネルギー省(DOE)は、回転式エアコンプレッサーのエネルギー効率基準を発表しました。DOEは、新基準を満たすコンプレッサーによって、30年間に販売されるコンプレッサーで0.16兆BTU、または約156億キロワット時の節約が見込まれ、この期間に購入するコンプレッサーで2億ドルから4億ドルの純節約になると試算しています。このエネルギー消費の削減により、同期間に推定820万トンのCO2の排出も防止されます。
カナダ規格協会も、コンプレッサーの性能測定の改善に向けた文書を発表しました(C837-16 『圧縮空気システムの監視とエネルギー性能』)。この規格は、収集すべき情報、そして電力、エネルギー、流量、圧力、生産量などのシステムパラメーターを統一、検証された再現可能な測定方法を用いて測定・計算する方法について規定しており、全体的なエネルギー管理システムの一部として使用されるエネルギー性能指標とエネルギーベースラインを確立するための方法を定義するためのガイダンスとなります。圧縮空気システムについては、エネルギー性能の測定、見積もり、報告のための一貫した方法を概説する特定の要件が規定されています。
欧州連合は、エコデザイン指令を発表し、要件を定めることを目的としています。指令にはこのように書かれています。「エネルギー関連製品の設計段階で対策を講じるべきである。なぜなら、製品のライフサイクル中に生じる汚染はその段階で決定され、関連するコストのほとんどがその時点で投入されると考えられるからだ。エネルギー効率の向上による温室効果ガスの緩和は、作業計画が採択されるまで優先的環境目標であると考えられるべきである」- 統合製品政策。環境ライフサイクル思考に基づく(欧州連合ジャーナル)。
¹ 『工場の圧縮空気コストの算出方法』、米国エネルギー省、産業技術局。
Scott Gallowayは、ドナルドソンのコンプレッサーフィルトレーション部門のグローバルセールスを統括しています。コンプレッサー業界での25年に及ぶ経験があり、省エネソリューションと長期的な戦略的パートナーシップの構築に注力しています。
