
積み荷を排出できなければ、ダンプトラックは役に立ちません。
サプライチェーンが抱える課題や交換パーツのリードタイムの現状を踏まえると、ポンプ、バルブ、アクチュエーターといった繊細な油圧コンポーネントの保護がかつてないほど重要になっているのも、そのためです。この課題により、効果的な油圧フィルトレーション、さらに言えば油圧フィルトレーションテストの重要性も高まっています。
油圧フィルトレーション製品のテスト方法は、あまり注目されることがありません。ほとんどのフリート管理者や設備のオペレーターはフィルターが設置済みであることを確認するにとどまり、それが油圧コンポーネントを保護し、設備の継続的稼働が可能なフィルターかどうかはほとんど問題にしません。
ただし、現実はそれほど単純ではありませんし、すべてのテスト規格が統一されているわけではありません。
油圧フィルトレーションメーカーが自社フィルターの定格ろ過精度と捕捉効率を公表するには、ISOのテスト規格に準じていなければなりません。さらに、これらの規格に合わせて設定されたラボテストでフィルター性能を測定する必要があります。現行のテスト規格であるISO 16889は23年前に発行されたものであり、油圧フィルター機能が使用される実際のコンディションを正確に反映していません。このテストでは油圧ポンプの定常流は再現されますが、バルブの開閉時における撹拌作用や、シリンダーの伸縮により通常最大400%にも達する流量変化は再現されません。
アルファテストの新規格
油圧装置の一般的な作動環境は、ラボのベンチテストでは正確に再現されません。たとえば、建設現場で油圧システムがさらされるあらゆる変動要因やストレスを完全に再現するのは不可能です。よってこれまでの規格では、こうした変動要因を厳密に再現するテスト手順は必要とされていませんでした。しかし現在、フィルターメーカーは新しいISOテストに従ってこうしたパラメーターを再現し、実際のコンディションに即した流量変動においてフィルターの効率、容量、汚れ粒子の捕捉および保持性能を評価できるようになっています。2021年に業界が承認したISO 23369では、この新規格に基づいて行われたラボテストにおいて、フィルターの実際の動作コンディションがより正確に再現されています。そのため、これまでのベータ効率の油圧フィルトレーションテクノロジーは、現代のアルファ効率のテスト規格において優れた性能を発揮できるよう、改善する必要があります。
従来、フィルター品質は保持可能な汚染物質の量で評価されていましたが、その量には負荷がかかった状態や、停止から起動までにフィルターに残っている汚染物質の量は考慮されていませんでした。ところが、油圧フィルターが流量や圧力の変化にさらされた場合、過去にラボで実施されたテストの結果より効率性が劣ることがわかりました。
次のように考えてみてください。コップに水と共に沈泥などの汚れを入れます。しばらくするとコップの底に汚れが沈殿し、水はほとんど透明に見えるようになります。ここでコップをそっと振ってみると、水がやや濁ります。このコップが不規則に、振動や衝撃を受け続けるとしたら、コップの水はどうなるでしょうか。この例ではコップの底が、これまでのISO規格に準じた油圧フィルターです。理想的なコンディションで液体の汚染を防止するには最適ですが、流量の変化などの変動が生じると汚染物質の一部が放出されます。
ISO 23369規格に準拠して設計および試験されたフィルトレーション製品の場合、循環流におけるテストと「流量変動時の容量」テストが義務付けられているため、負荷がかかった状態で液体を汚染から守る性能が大幅に向上します。
フィルター効率テスト
フリート管理者にとって、油圧フィルターには特定のサイズの汚染物質を特定の効率で捕捉する性能が不可欠です。この性能がないと、設備は いずれ故障します。しかし、特定の粒子サイズと効率とは何を基準にすればよいのでしょうか。新しいISO規格は指針として大きな役割を果たしますが、すべてのフィルターがこの新規格に準じた性能を発揮するように設計されているわけではありません。
一般に、高級なフィルトレーション製品の方が優れた結果をもたらします。フィルターのクオリティーは、外装にベータ値が記載されていればその値で判断できます。ただし、すべての油圧フィルターメーカーがベータ値を記載しているわけではないため、注意が必要です。捕捉効率の旧来の計算方法は「公称」と呼ばれました。公称では通常、フィルターが所与サイズの粒子2個のうち1個を捕捉(ベータ値2)できることを意味します。公称10μmのベータ値は、そのフィルターが10μm以上の粒子を約50%捕捉できることを意味します。絶対ろ過精度(ベータ値75)は通常98.7%とされています。これは、所与の粒子径(μm)の75個の粒子のうち74個がフィルターを通過せずに捕捉されることを意味します。
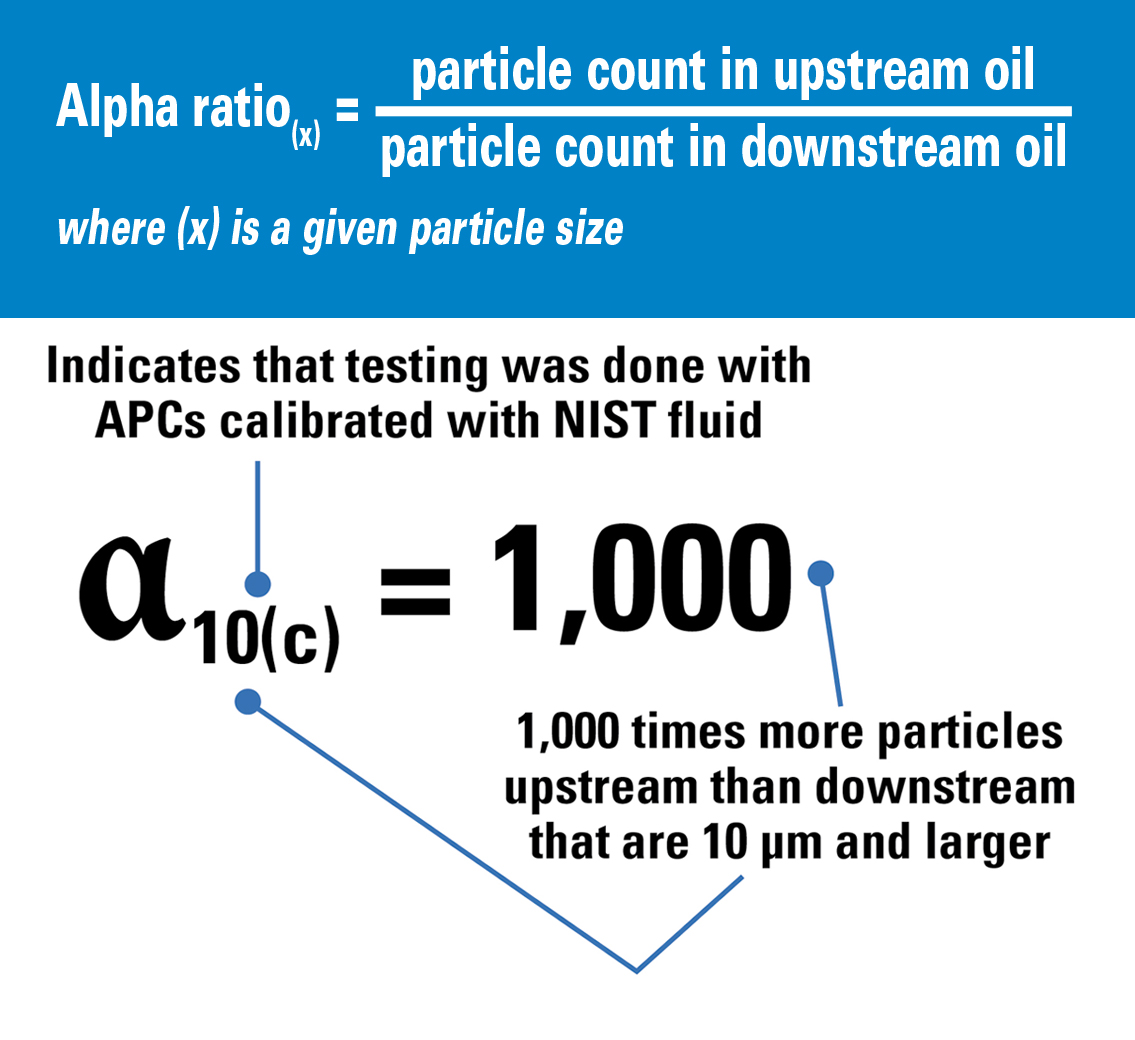 アルファ値の計算式
アルファ値の計算式
過去20年間、ほとんどの高品質フィルターメーカーは、所与の粒子径(μm)での自社フィルターの効率をベータ値200(99.5%)またはベータ値1,000(99.9%)と評価しています。新しいISO 23369規格では、流量が変動する実際のコンディションにおける油圧フィルターの効率性をアルファ値で特定できます。ベータ値が「10μmの粒子径でアルファ値1,000」の場合、流量が4倍に変動する間、10μm以上の粒子1,000個のうち999個(99.9%)が捕捉されることになります。
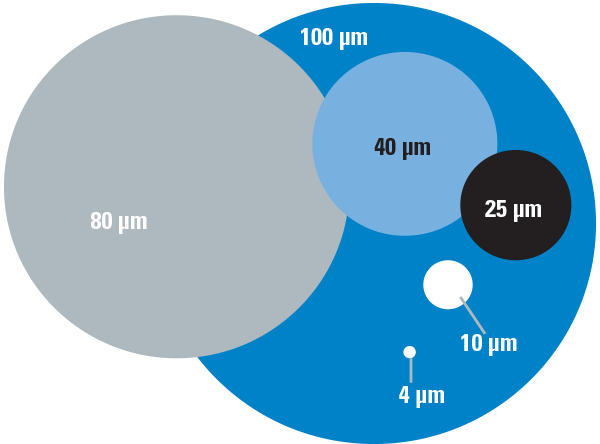
油圧システムの保護において、フィルター効率は重要です。油圧システムが故障する最大の原因は、液体が汚染されることで生じる表面の摩耗です。実際に故障の原因をたどっていくと、最大で70%が液体の汚染です。 作動油に 汚染があると、摩耗や磨耗の原因となります。たとえば、わずか8μmの赤血球より小さい汚れの粒子さえ、重大な問題を引き起こすことがあります。
もうひとつ重要なのは、「汚染物質は常に増殖する」ということです。たとえば、10,000psiの汚れの粒子が設備内を循環しているとしましょう。粒子はコンポーネントを削り、摩耗させながら、砕かれて細かくなり、より多くの粒子となります。問題は急激に拡大し、100の微細な粒子が1,000になり、1,000が100万になります。その頃にはサーボバルブやピストンが破損し、メンテナンス部門に油圧ショベルの回収を依頼することになります。予定外のダウンタイムが生じ、収益機会が失われます。
効果的なフィルトレーションが企業にとってどれほどの価値があり、設備の故障でどれだけの収益が失われるかおわかりいただけたでしょうか。
つまり、積み荷を排出しないダンプトラックにはまったく価値がないのです。
