
フィルター寿命の長期化。省エネ。コスト削減。
集塵機用製品の風量を最適化すると、フィルター寿命が延び、省エネやコスト削減などの大きなメリットを得ることができます。また、多くの用途において、集塵機の適切な風量が品質にとって非常に重要になります。ステンレス鋼の溶接で風量が多すぎると、シールドガスが溶接部から引き離されてシーム品質が低下します。逆に、風量が少なすぎると、作業員が6価クロムなどの有害化合物にさらされるおそれがあります。
可燃性粉塵が懸念となる材料加工の用途では、適切な風量は特に重要です。風量が多すぎると貴重な材料が工程から廃棄工程に引き込まれ、少なすぎると粉塵が工程から漏れ出して施設内の可燃性粉塵の危険性を増大させます。
風量がフィルター寿命に与える影響は、運用中は見過ごされがちですが、フィルターの最初の取り付け時には重要です。運用上、新しいフィルターの初期圧力抵抗が低いとシステムの通気量が増加します。運用上の問題はなくても、フィルターの運用寿命が大幅に短くなります(半減する場合も多い)。計画した風量を維持するための風量制御計画は、フィルター寿命を延ばします。
省エネコストや全体的なコストは風量の制御計画によって異なりますが、要点は以下のとおりです。
従来の風量制御の方法は、集塵機のファンのアウトレットダンパーを手動調整するものでした。システムの状態は時間とともに変化するため、この方法は、適切に行い頻繁に調整することで、風量制御に効果的と言えます。しかし、すべての作業員がアウトレットダンパーの適切な調整方法を理解しているわけではなく、結果として、工場のフィルター寿命の短縮、製品品質の低下、メンテナンスや運用コストの増大を引き起こすことは珍しくありません。

風量制御を最適化するアプローチとして、次の方法もあります。
- インレットベーンダンパーを使用する
- シーブを交換してファンを改造する
- 可変周波数ドライブ(VFD)のデジタル制御システムを使用する
それぞれ以下のような長所と短所があります:
インレットベーンダンパー
インレットベーンダンパーはファンに入る空気を回転させてファンを全力動作させないことでエネルギーを節約します。この方法は比較的資本コストを抑えながら、処理能力を確保し、省エネを実現できます。インレットベーンダンパーの欠点は、システムの状態が時間とともに変化するためダンパーを手動調整しなければならないことで、ダンパーのメンテナンスも必要になる可能性がある点です。
モーターやファンのシーブを交換してファンを修正
風量を制御する別の方法として、モーターやファンに新しいシーブを取り付けてファンの回転速度を修正することができます。ファンの回転速度を抑えることで、ブレーキ馬力が低下し、運用コストを節約できます。この方法は、コスト効果は高いかもしれませんが、幅広い条件に応じてファンの速度を調整するのは難しく、さらに、システムの状態は時間とともに変化するため、風量の微調整のため通常はダンパーを常時使用します。
システム速度を維持するため、システム設計に保全因子が存在するのはよくあることで、シーブを交換する方法は珍しくはありません。保守的な設計見積もりを特定して取り除くことで、エネルギーをいくらか節約できます。設計者は、ダクト設計において、不測の抵抗に備えてファンに多少の静電容量の余裕を見ておくことがよくあります。
保守的な設計方法の例として、穀物産業では多くの設計者がシステムの静的変化(粉塵がフィルター蓄積)に備え、毎分4,500フィートの最低搬送速度を採用しています。作業員がアウトレットダンパー(あると想定)を調整して、可燃性で重量の危険性もある粉塵がダクトに蓄積するのを防止するという作業を実施しない可能性があります。システム設計者は不測の風量減少を補うために、必要以上に保守的な速度を設定しがちです。
可変周波数ドライブ(VFD)を使用したデジタル制御
集塵機の風量を最適化する最も効果的な方法は、可変周波数ドライブ(VFD)によるデジタル制御です。1 この方法はダクト内の速度圧力や集塵機インレットの静圧などのシステムパラメーターを監視でき、体積流量率など適切な動作パラメーターに直接関連付けることができます。VFDによるデジタル制御システムは、システムステータスを監視し、システム状態の変化に応じて風量を自動調整できます。
デジタル制御VFDの主要なメリットは、システムの状態が変化しても、設計風量が自動的に維持されることです。設計風量を決定し、初回起動時に技術担当者がデジタルコントローラーの制御変数を設定します。これにより、(フィルターに粉塵が蓄積するにつれて圧力損失が増大するなど)システム状態が変化しても、作業員がダンパーを手動調整する必要はありません。デジタル制御のVFD風量システムによって、フードで十分な捕集を維持することができ、生産性を高め、製品をプロセス内の所定位置から動かすことなく、作業員の呼吸域に清浄な空気を確保することができます。デジタル制御されたVFDシステムは、一定の搬送速度を保つことで、ダクト内で材料がたまりにくくなり、メンテナンスの手間やダクト内の火災といったリスクを抑えます。
デジタル制御のVFDシステムも、ピーク需要を下げることでモーターのソフトスタートと同様の省エネを実現します。デジタル制御のVFDを使用するもう1つのメリットは、騒音の軽減です。過剰な空気量やそれに伴う過剰な速度を回避することで、アウトレットダンパーを使用する場合と比較して、騒音が大幅に減少します。溶射工場を経営しているお客様は、集塵機にこのタイプのシステムを設置した結果、騒音が劇的に減少し、すべての集塵機をデジタル制御VFDに変更する計画だと述べています。
デジタル制御VFDシステムの欠点は、資本コストです。VFD制御システムを検討する場合、DSIRE™(再生可能で効率的なエネルギーに対する国家インセンティブに関するデータベース)や地域の電気会社やガス会社のサイトで補助金など情報を確認してください。これらのインセンティブはかなりの金額で、デジタル制御VFDシステムの資本コストの大部分に充当できる場合も少なくありません。組織によっては、装置を購入する注文書の発行前に申請書を提出する(かつ承認を得る)必要があるため、ご注意ください。
電気制御システムとVFDによる省エネ
デジタル制御のVFDシステムは、風量を制御するファン速度(RPM)を最小化してエネルギーを節約します。ファン速度とファンのブレーキ馬力またはブレーキの消費電力との3乗関係が含まれる確立されたファンの法則があるため、これは非常に効果があります。計算式を右に示します。
 たとえば、水位計10インチの静圧(10 "wg)で25,000立方フィート/分(CFM)のサイズのファンは、毎分回転数(RPM)1853でブレーキ馬力(bhp)49.8を消費します。
たとえば、水位計10インチの静圧(10 "wg)で25,000立方フィート/分(CFM)のサイズのファンは、毎分回転数(RPM)1853でブレーキ馬力(bhp)49.8を消費します。
キロワット時(kWh)あたり0.07ドルの場合、ファンを24時間年中無休で稼働させると年間運用コストは17,000ドルです(ご自身の地域の電気料金をオンラインで確認してください)。
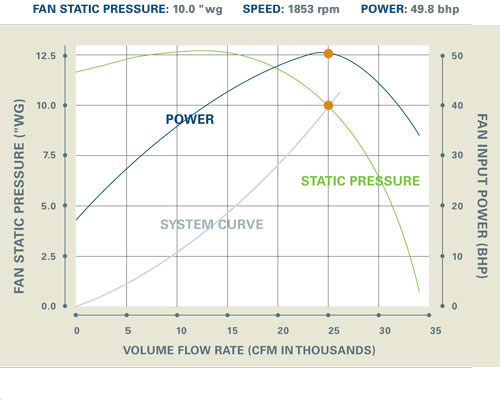 ファン曲線、New York Blower社提供
ファン曲線、New York Blower社提供
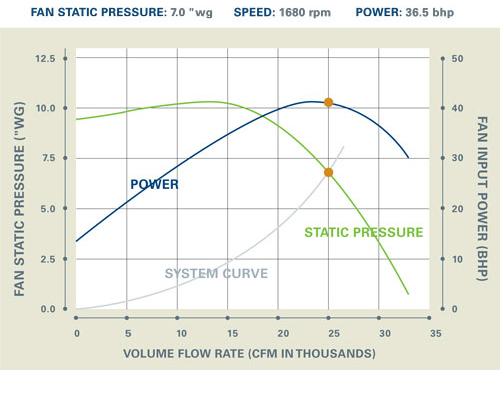
システムの静荷重が平均7”の場合(フィルター交換時期が近づいているときに必要な10”wgではない)、ファンの平均速度を(VFDを使用)1680rpmに下げることができます。この時点で、年間の運用コストが低くなります。
フィルター寿命の大部分でファンのコストは12,500ドルとなり、年間4,500ドルのコスト削減となります。つまり、このシステムのこのファンで静圧1インチあたり1,500ドルのコスト削減となり、今後も継続します。
同じシナリオでkWhあたり0.20ドルであれば、年間18,000ドルの節約、つまり静圧1インチあたり6,000ドルのコスト削減となります。
ご利用の集塵機の風量と正確に一致するファン曲線であっても、不測の障害物やフィルター状態の変化に対応するため、1~2インチの静圧を追加します。設計風量を自動維持するシステムでは、ダクト内の原材料が気流から外れるリスクが減るため、搬送速度を控えめに設定する必要はなくなります。
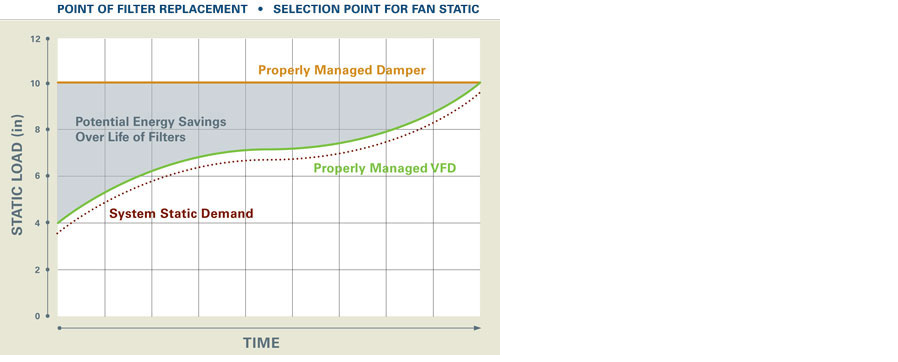 静的システムの構造
静的システムの構造
コスト削減についてのまとめ
VFD風量制御付きのシステムは初期コストが高くなりますが、省エネだけで計算した投資利益率(ROI)は通常2年未満です。しかも、フィルター寿命の延長やプロセス制御による付加的な節約は含んでいません。
システムをさらに最適化し省エネを実現する方法:
- 粉塵が深部に侵入してしまうものではなく、表面捕集が可能な高品質のフィルターメディアを使用してください。これによって、クリーニング効果が上がり、圧力損失が減少し、フィルター寿命が長くなります。静圧1インチごとにコストが発生することを忘れないでください。表面捕集メディアを使用すると、他のメディアと比較して平均1~2インチの静圧を節約できます。
- システムを次のように改造するとエネルギーをさらに節約:
- 不要なエルボーを外して配管を直線にする、
- ファンに直接つながるエルボーを適切な設計のインレットに交換する、
- Tジョイントを従来の30度の継手に交換し、非効率的なフードや損傷のあるフードを再度設計する、または交換する。
VFDのフロー制御は、集塵機用製品の風量を最適化することで、フィルター寿命を延ばし、エネルギーを節約し、最終的にコストを削減する最も信頼できるオプションであることが実証されています。
