
W przemyśle farmaceutycznym generowanie pyłu jest zjawiskiem powszechnym. Pył farmaceutyczny powstaje na większości etapów procesu, począwszy od obróbki materiałów sypkich, przez mielenie, granulowanie, tabletkowanie, kapsułkowanie, powlekanie, a nawet pakowanie. Z uwagi na drobną strukturę pyłu farmaceutycznego istnieje ryzyko jego porywania w górę i w dół i zalegania na różnych powierzchniach i w szczelinach w instalacji.
Pył farmaceutyczny może stwarzać szereg zagrożeń, w tym: Problemy związane z cGMP, zanieczyszczenie krzyżowe równoległych procesów, narażenie pracowników (szczególnie w przypadku pracy z pyłem szkodliwym) oraz możliwe wybuchy wynikające z łatwopalności pyłu. Nieprawidłowe postępowanie lub ograniczanie z pyłu technologicznego może skutkować wysokimi karami finansowymi ze strony OSHA, stratami wynikającymi z przestojów na czyszczenie lub, co gorsza, obrażeniami ciała i utratą życia. W obliczu tak dużego ryzyka należy zapoznać się z możliwościami filtracji pyłu farmaceutycznego oraz technologią usuwania pyłu, która zwiększa wydajność, utrzymuje czystość i pomaga chronić instalację, patrz Rysunek 1.
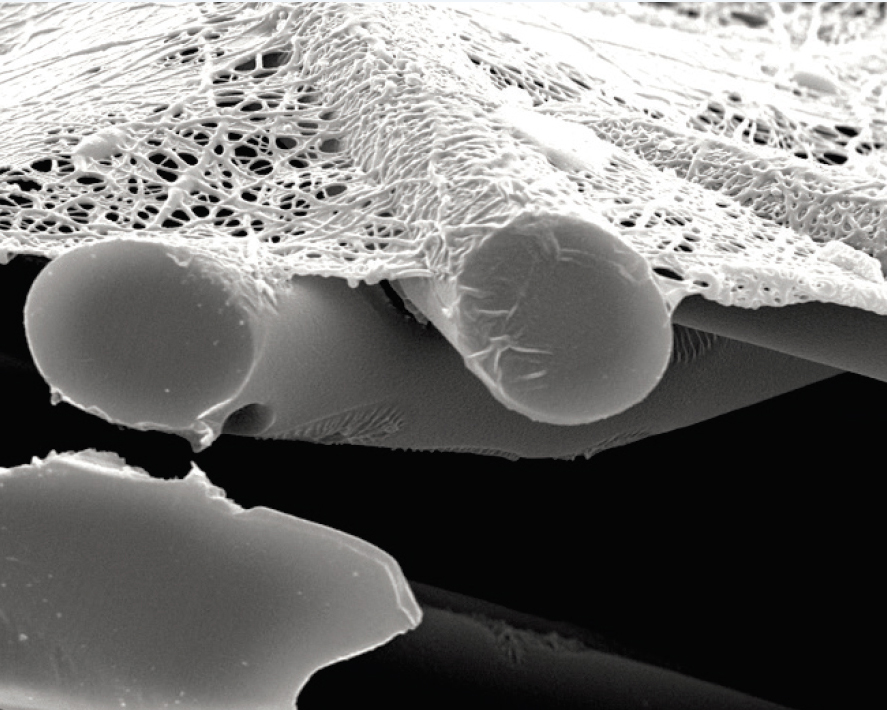 Rysunek 1. Czysty filtr warstwowy z nanowłókien
Rysunek 1. Czysty filtr warstwowy z nanowłókien
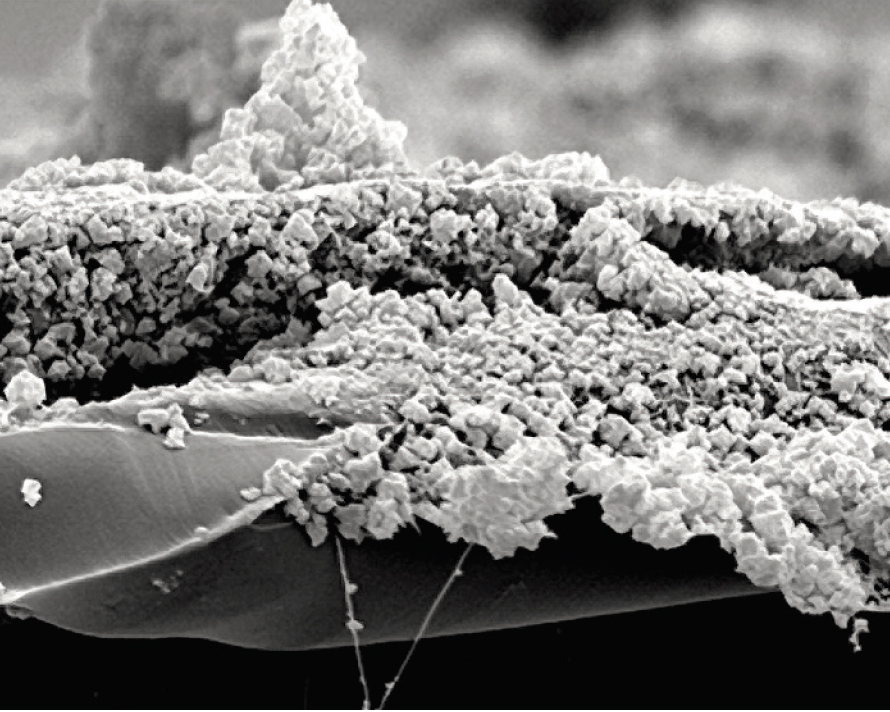 Filtr warstwowy z nanowłókien obciążony powierzchniowo
Filtr warstwowy z nanowłókien obciążony powierzchniowo
Zmiany w projektach obudów kolektorów
Technologia odpylania znacznie rozwinęła się na przestrzeni ostatnich dziesięcioleci, a najbardziej widoczne usprawnienia dotyczą konstrukcji obudowy odpylacza lub szafy. W obecnych zakładach przetwarzania proszków nie widzimy już tradycyjnych odpylaczy workowych, które kiedyś stanowiły część sylwetki budynku. Technologia pylenia zmieniła oblicze urządzeń, zmniejszając ilość niezbędnych niegdyś urządzeń o niskiej efektywności przepływu w górę, powodujących całodniowe przestoje konserwacyjne i ogólnie ograniczone możliwości obniżania kosztów operacyjnych. Główne odejście od tradycyjnych filtrów workowych nastąpiło w połowie lat 70. XX wieku, wraz z wprowadzeniem pierwszego kolektora i filtra z wkładem.
W przypadku producentów, których procesy powodowały powstawanie drobnego lub lekkiego pyłu, kolektor z wkładem umożliwił umieszczenie urządzeń odpylających wewnątrz zakładów. Teraz personel zajmujący się konserwacją może serwisować urządzenia do odpylania bez konieczności wchodzenia na dach i fizycznego wchodzenia do urządzenia. Postęp ten pozwolił na skrócenie przestojów związanych z konserwacją oraz poprawę wydajności operacyjnej i efektywności procesów.
Jednak konstrukcje wczesnych odpylaczy z wkładem nie różniły się zbytnio od konstrukcji odpylaczy workowych. Wkłady wisiały pionowo (jak worki filtracyjne), a powietrze i tak wchodziło nisko do obudowy odpylacza, co powodowało ponowne wciąganie pyłu i inne problemy z wydajnością, występujące również w filtrach workowych.
Te pierwsze odpylacze stanowiły rozwinięcie starej technologii filtrów workowych, lecz nadal wymagały udoskonalenia. Na początku lat 80. XX wieku nowe rozwiązania konstrukcyjne jeszcze bardziej poprawiły wydajność odpylaczy dzięki zastosowaniu konstrukcji z przepływem powietrza skierowanym w dół, wykorzystujących grawitację do usuwania pyłu ze strumienia powietrza.
Konstrukcje z przepływem w dół, poparte badaniami EPA i zaakceptowane przez Amerykańską Radę Rządowych Higienistów Przemysłowych (ACGIH), zostały uznane za najbardziej wydajne konstrukcje obudów odpylaczy z wkładami. Pozwoliły one usunąć bariery wydajnościowe przy niższych spadkach ciśnienia i wyeliminować problemy związane z ponownym wciąganiem, tworząc ogólną konstrukcję, która umożliwiała cząstkom łatwe opadanie do leja.
Analiza przepływu powietrza
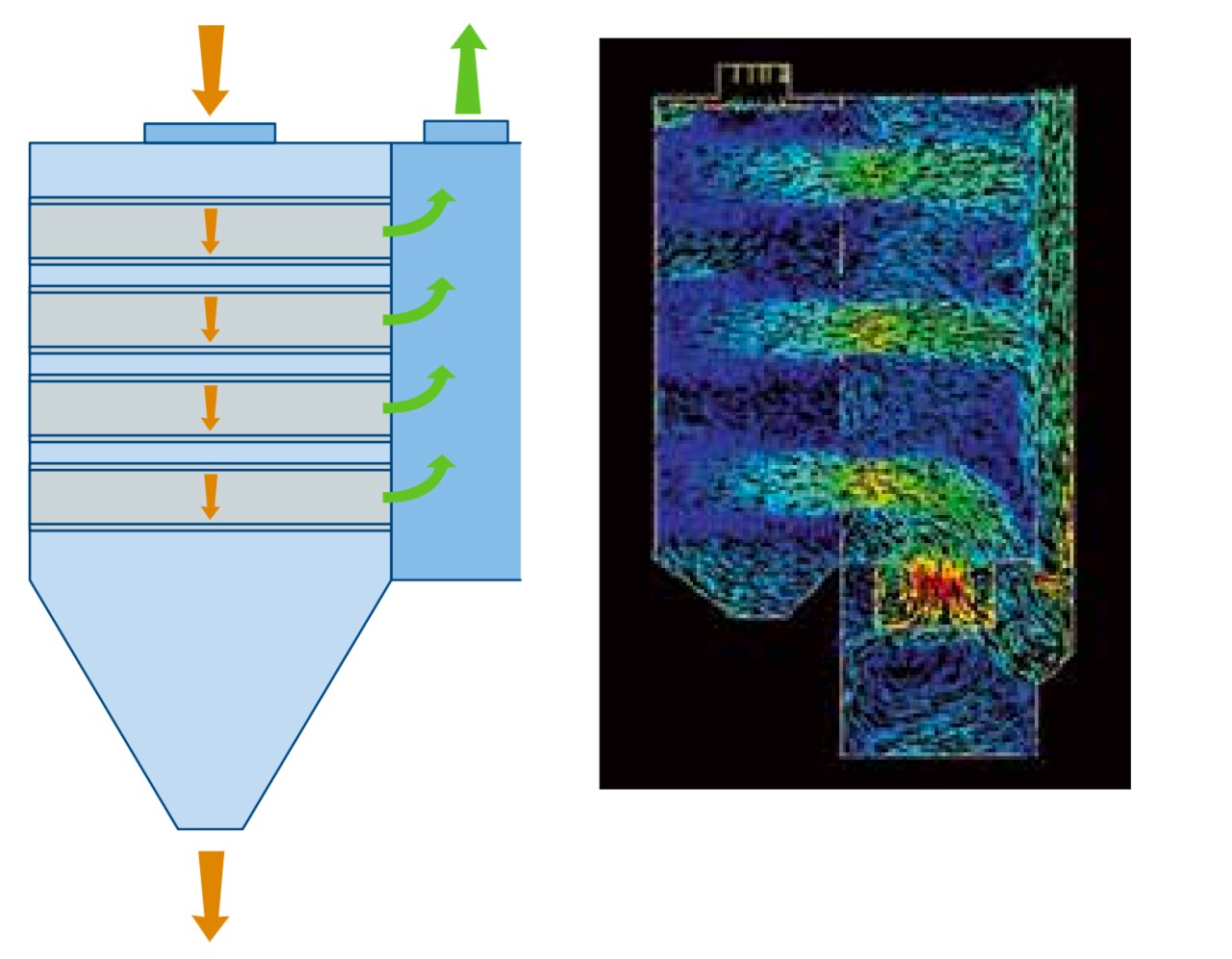
W jaki więc sposób konstrukcja obudowy szafy i kierunek przepływu powietrza wpływają na wydajność operacyjną? Czy nie chodzi tu tylko o media filtracyjne? Aby najlepiej odpowiedzieć na to pytanie, porównajmy rysunki konstrukcji z przepływem w górę/krzyżowym i z przepływem w dół. Porównując te dwie bardzo różne filozofie, można łatwo zauważyć, że kolektory z przepływem w dół mają niższe prędkości, ponieważ powietrze przemieszcza się grawitacyjnie ze strony brudnej do czystej kolektora, patrz rysunek 2. Niższe prędkości powodują mniejsze spadki ciśnienia, co z kolei powoduje zużycie mniejszej ilości energii na przemieszczanie strumienia powietrza przez filtry. Nie tylko zapotrzebowanie na energię jest niższe, ale konstrukcje z przepływem w dół lepiej radzą sobie z pyłem ściernym. Oznacza to mniejsze ścieranie filtrów i eliminację zjawiska zamiatania leja zsypowego, które mogłoby powodować osiadanie pyłu na filtrach. To ponowne zasysanie oznacza niższą efektywność działania i większe zużycie energii. Dlatego owszem, filtry odgrywają bardzo ważną rolę, ale dobra konstrukcja obudowy jeszcze bardziej zwiększa skuteczność filtrów.
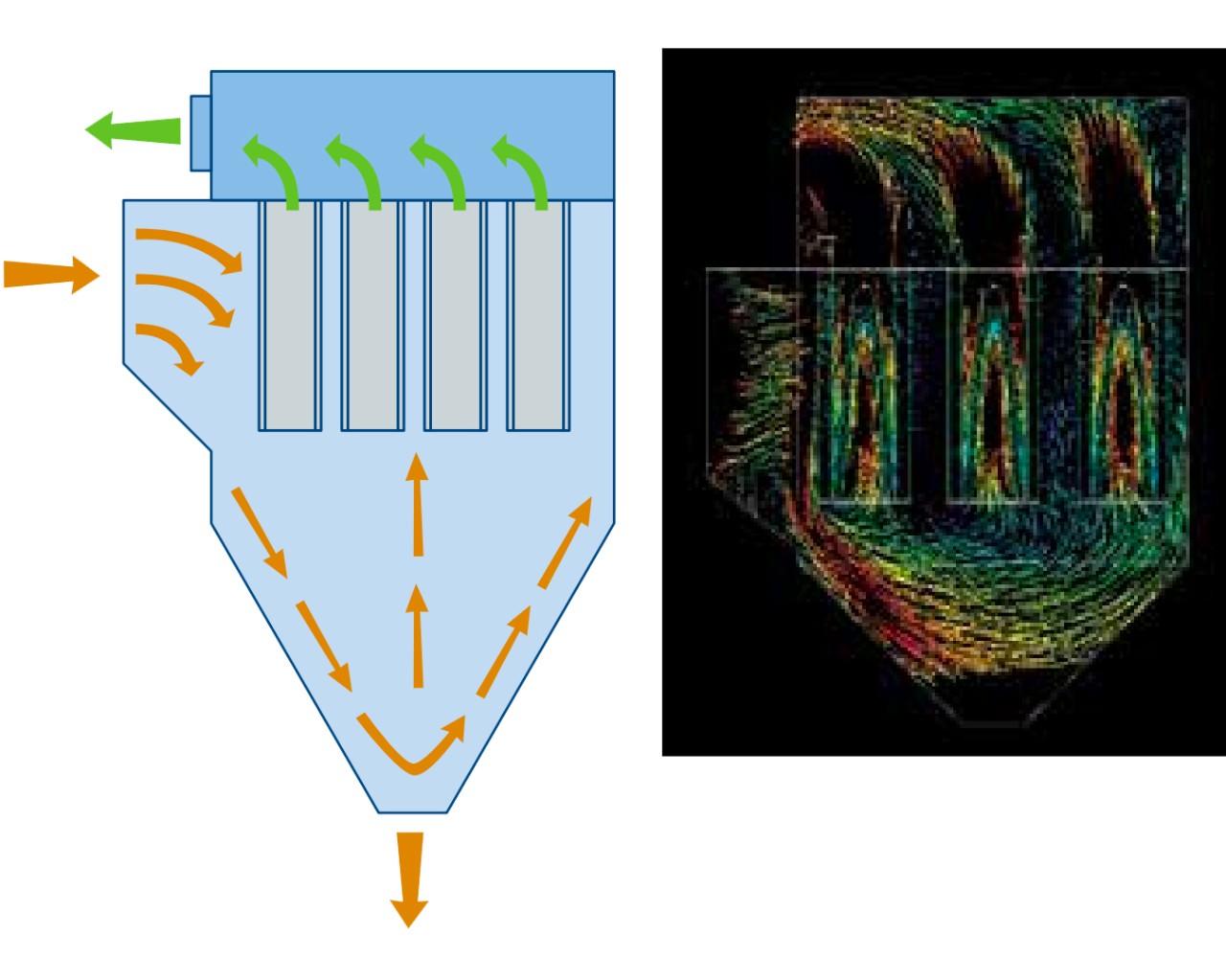 Rysunek 2 — Porównanie efektu przepływu krzyżowego i technologii Downflo.
Rysunek 2 — Porównanie efektu przepływu krzyżowego i technologii Downflo.
Pył palny
Ponieważ pył powstający w procesie technologicznym jest zazwyczaj lekki, często przedostaje się do innych obszarów instalacji drogą, o której istnieniu nikt nie wiedział. Im drobniejszy pył, tym wyżej się unosi i tym dłużej trwa jego osiadanie. Co z tego wynika? Jeżeli określony pył jest łatwopalny, masz teraz potencjalne źródło paliwa pokrywające ściany, lampy i kanały wentylacyjne. Jeżeli dojdzie do deflagracji, pył zostanie rozproszony i uwolniony do powietrza, co może doprowadzić do kolejnej, gwałtowniejszej eksplozji w instalacji.
Czym więc jest deflagracja i czym jest eksplozja? Wydarzenia te są różne, ale zachodzą jednocześnie. Deflagracja to zapłon, w wyniku którego powstaje front płomienia rozszerzający się z prędkością poddźwiękową. Eksplozja to fizyczne pęknięcie naczynia lub pojemnika spowodowane nadciśnieniem. W przypadku wypadków przemysłowych deflagracja zwykle powoduje eksplozję kolektora lub budynku. Deflagracje i/lub wybuchy w urządzeniach technologicznych zakładu powodują wzburzenie pyłu, który z czasem osadza się w instalacji. Jeżeli pył zawieszony wejdzie w kontakt z płomieniem powstałym w wyniku eksplozji urządzeń technologicznych lub z innym źródłem zapłonu w zakładzie, może dojść do wtórnego, często bardziej niszczycielskiego zdarzenia, które może spowodować poważne uszkodzenie instalacji, a nawet obrażenia ciała lub utratę życia pracowników.
Amerykańska Agencja Bezpieczeństwa i Higieny Pracy (OSHA) wydała Krajowy Program Nacisku na Pył Palny, w którym przedstawiono informacje na temat zagrożeń. W oparciu o wytyczne opracowane przez Narodową Agencję Ochrony Przeciwpożarowej (NFPA) celem OSHA jest ograniczenie ryzyka związanego z pyłem palnym poprzez eliminację jednego lub więcej z pięciu elementów tworzących Pentagon Wybuchowości, patrz Rysunek 4. Pięciokąt wybuchu reprezentuje pięć kluczowych elementów (np. palny pył, tlen, rozproszenie pyłu, ograniczenie pyłu i źródło zapłonu), które w połączeniu prowadzą do zdarzenia wybuchowego.
 Rysunek 4 — Zarządzanie lub usunięcie jednego lub większej liczby elementów w Pentagonie Przeciwwybuchowym może zmniejszyć ryzyko wybuchu.
Rysunek 4 — Zarządzanie lub usunięcie jednego lub większej liczby elementów w Pentagonie Przeciwwybuchowym może zmniejszyć ryzyko wybuchu.
Jako właściciel procesu jesteś odpowiedzialny za ocenę procesu pod kątem ryzyka związanego z pyłem palnym i podjęcie decyzji, jaka strategia zarządzania pyłem palnym skutecznie ograniczy ryzyko poprzez usunięcie jednego lub kilku elementów Pięciokąta wybuchu i/lub poprzez kontrolowanie i ograniczanie skutków wybuchu. Aby ustalić, czy występuje pył palny, należy odpowiedzieć na wiele pytań.
Ograniczanie pyłu
Wiele farmaceutycznych produktów ubocznych nadal zawiera szkodliwe pyły. Pył ten może zawierać farmaceutyczny składnik czynny (API), taki jak narkotyk, hormon, steryd lub inny związek chemiczny, który w przypadku nadmiernego narażenia może mieć szkodliwy wpływ na pracowników lub środowisko.
W przeciwieństwie do standardowych procesów, w których powstają pyły pasywne, z pyłami szkodliwymi należy obchodzić się w sposób ograniczający narażenie i kładący nacisk na ich hermetyzację. Sytuacje, w których konieczne jest ograniczenie rozproszenia pyłu, często stają się wyjątkowymi wyzwaniami, ponieważ urządzenia filtrujące pełnią obecnie podwójną rolę: są zarówno urządzeniami zbierającymi, jak i zatrzymującymi wychwycony pył.
Współczesne odpylacze są w większości samowystarczalne i często można je skonfigurować do pracy ciągłej. Opcje wyposażenia umożliwiają sterowanie odpylaczem w celu monitorowania ciśnienia, regulacji przepływu powietrza, automatycznego czyszczenia filtrów pulsacyjnie, a nawet usuwania pyłu z zasobnika bez zatrzymywania procesu. Jednak, aby kolektory działały wydajnie, nawet przy wysokim poziomie automatyzacji, nadal konieczne jest wykonywanie niektórych zadań ręcznie. Najczęstszym zadaniem jest wymiana zużytych filtrów. Biorąc pod uwagę toksyczny pył wytwarzany podczas produkcji farmaceutycznej, wymiana filtra często wymaga procesu Bag-In/Bag-Out (BIBO), patrz rysunek 5.
 Rysunek 5 — System Bag-In/Bag-Out (BIBO) usprawnia wymianę filtrów i konserwację zasobnika, pomagając zminimalizować narażenie pracowników na potencjalnie szkodliwe pyły i zmniejszyć narażenie na działanie zanieczyszczeń w atmosferze.
Rysunek 5 — System Bag-In/Bag-Out (BIBO) usprawnia wymianę filtrów i konserwację zasobnika, pomagając zminimalizować narażenie pracowników na potencjalnie szkodliwe pyły i zmniejszyć narażenie na działanie zanieczyszczeń w atmosferze.

Określenie to odnosi się do stosowania specjalnych worków i procesów obsługi, które umożliwiają operatorowi wymianę filtrów bez bezpośredniego narażenia na kurz w odpylaczu. Stopnie Bag-Out (worek na zewnątrz) zawierają worki, które są następnie podłączane do zintegrowanych kołnierzy (kołnierze BIBO) na kolektorze. Worki mocuje się do kołnierzy za pomocą uszczelek gumowych i gumowanych opasek zaciskowych, co zapewnia pyłoszczelne połączenie worka BIBO z kolektorem.
Poniżej przedstawiono kwestie, które należy wziąć pod uwagę przy próbie ustalenia, czy dana konstrukcja BIBO jest skuteczna:
- Worki powinny pochodzić od ekspertów w dziedzinie hermetyzacji i mieć wysokie parametry OEL. Nie idź na kompromis w kwestii jakości worków w zależności od toksyczności pyłu. Nie wszystkie worki mają takie same parametry.
- Kołnierze BIBO o kształcie okrągłym są z reguły skuteczniejsze od kołnierzy prostokątnych, ponieważ zapewniają równomierne uszczelnienie bez odstępów. Kołnierze prostokątne są bardziej podatne na odstępy u góry, u dołu i po bokach.
- W przypadku mniejszych otworów na filtry w kolektorze do faktycznej wymiany filtra BIBO zazwyczaj wystarczy jeden pracownik. Jednakże kolektory zawieszone pionowo z dużymi, prostokątnymi otworami na filtry często wymagają od operatorów wciągania do jednego worka nawet czterech obciążonych filtrów. Ponieważ obciążone filtry mogą ważyć nawet 70 funtów, sam ciężar sprawia, że do ich obsługi i utylizacji potrzebna będzie więcej niż jedna osoba.
- Zalecane są kołnierze BIBO zapewniające potrójne uszczelnienie worka na kolektorze.
- Rozważając zakup wyposażenia BIBO, najlepiej poszukać wyposażenia zaprojektowanego specjalnie do procedur BIBO. Nie zadowalaj się wyposażeniem o budowie, w której BIBO jest traktowane jako coś drugorzędnego.
Kto by pomyślał, że odpylanie jest związane z tak zaawansowaną technologią i projektowaniem? Misją firmy Donaldson jest ciągłe doskonalenie konstrukcji, rozwiązań filtrów i ogólnej wydajności w celu zapewnienia czystszego i bezpieczniejszego powietrza. Jesteśmy zaangażowani w dalszą działalność jako lider innowacji, który stale rozwija technologię odpylania, aby w miarę zmieniających się potrzeb w zakresie filtracji móc nadal dostarczać Państwu skuteczne rozwiązania filtracyjne.
