
Cięcie plazmowe i laserowe stanowią podstawę elastycznej obróbki metali. Niemniej jednak wytwarzają one niezwykle drobne cząstki, które mogą stwarzać różnorodne zagrożenia dla maszyn i pracowników.
Cięcie termiczne powoduje powstawanie cząstek, które należy filtrować. Materiał usuwany w czasie cięcia wytwarza żużel, dym i drobne cząstki powstające w wyniku działania wysokiej temperatury. Żużel zazwyczaj opada na spód stołu, natomiast dym i drobne cząstki unoszą się nad obrabianym przedmiotem, chyba że odpowiedni przepływ powietrza skierowany w dół — generowany przez system odpylania — zniweluje wzrost temperatury. Rozmiar cząstek może wahać się od submikronowego do kilkudziesięciu mikronów, a ich ograniczanie wymaga odpowiednio dobranego i zainstalowanego systemu filtracji.
Konstrukcja systemu odpylania zależy od otoczenia miejsca cięcia i parametrów procesu. Duży stół plazmowy ma inne wymagania dotyczące przepływu powietrza niż mały stół laserowy. Cięcie plazmowe pozwala uzyskać inne zakresy rozmiarów cząstek niż cięcie laserowe. Na projekty systemów wpływają nawet powiązane funkcje, takie jak zautomatyzowane systemy załadunku materiałów ze względu na wydłużony czas cięcia. Czynniki te mają przy projektowaniu tak samo istotne znaczenie, jak rodzaj i grubość materiału, szerokość szczeliny cięcia i zagnieżdżenie części.
W istocie dobrze zaprojektowany system odpylania powinien przekształcić cały obszar roboczy cięcia w skuteczny system wychwytywania dymu.
Projektowanie dla bezpieczeństwa
Prawidłowe odpylanie jest niezwykle ważne ze względów środowiskowych i operacyjnych. W ostatnich latach OSHA znacząco obniżyła dopuszczalne wartości graniczne narażenia na wiele pyłów, w tym mangan i chrom sześciowartościowy powstające podczas cięcia metali bogatych w chrom, np. stali nierdzewnej. Agencja EPA nadal koncentruje się nie tylko na zmniejszaniu ilości cząstek o wielkości 2,5 mikrona i mniejszych, ale także innych związków metali, w tym kadmu, chromu, ołowiu, manganu i niklu, które powstają w różnych procesach obróbki i wykańczania metali.
Powietrze używane do usuwania dymu i zanieczyszczeń powstających podczas cięcia termicznego może zawierać gorące iskry. Jeżeli iskry nie zostaną wyeliminowane, mogą zostać przeniesione na potencjalne paliwo w całym systemie odpylania. W związku z tym dla uniknięcia szkód i zakłóceń, jakie powodują pożary kluczowe znaczenie ma ograniczanie źródeł zapłonu. Ponadto jeżeli przefiltrowane powietrze powraca do obszaru produkcyjnego, filtry wtórne mogą potwierdzić skuteczność działania filtrów głównych, zapewniając czyste i bezpieczne powracające powietrze.
Warsztaty muszą również brać pod uwagę ryzyko związane z wychwytywaniem cząstek różnych materiałów, które mogą być niekompatybilne. Przykładowo może to dotyczyć cząstek pochodzących z różnych metali, przy czym metale i tlenki metali mogą stanowić potencjalne zagrożenie reakcją termitową. Wpływ na układ systemów filtracyjnych i decyzje projektowe ma ryzyko związane ze spalaniem. Krajowe stowarzyszenie ds. ochrony przeciwpożarowej (NFPA) publikuje szereg norm, które można zastosować, aby pomóc osłabić wiele czynników ryzyka związanych z palnymi pyłami metali.
Okap
Skuteczne usuwanie pyłu zaczyna się od okapów, które skutecznie wychwytują i kontrolują cząstki. Wydajność systemu jest ograniczona do tego, co może osiągnąć okap. Zakup najdroższego odpylacza i zamontowanie filtrów o wysokiej wydajności nie zwiększy ogólnej wydajności o więcej niż 50 procent, jeżeli okap wychwytuje tylko połowę pyłu i dymu.
W przypadku cięcia termicznego funkcję okapu wychwytującego pełni stół do cięcia. Okap musi ciągle pobierać stałą objętość powietrza, aby wychwytywać zanieczyszczenia. Jeżeli tak się nie stanie, pył i dym będą się ulatniać.
Obciążenie powierzchniowe a obciążenie głębokie
Kluczem do skutecznej filtracji jest powierzchnia włókien, a nie powierzchnia filtra. Projektując filtr, należy zatem uwzględnić wiele małych włókien w celu zwiększenia dostępnej powierzchni włókien o rzędy wielkości.
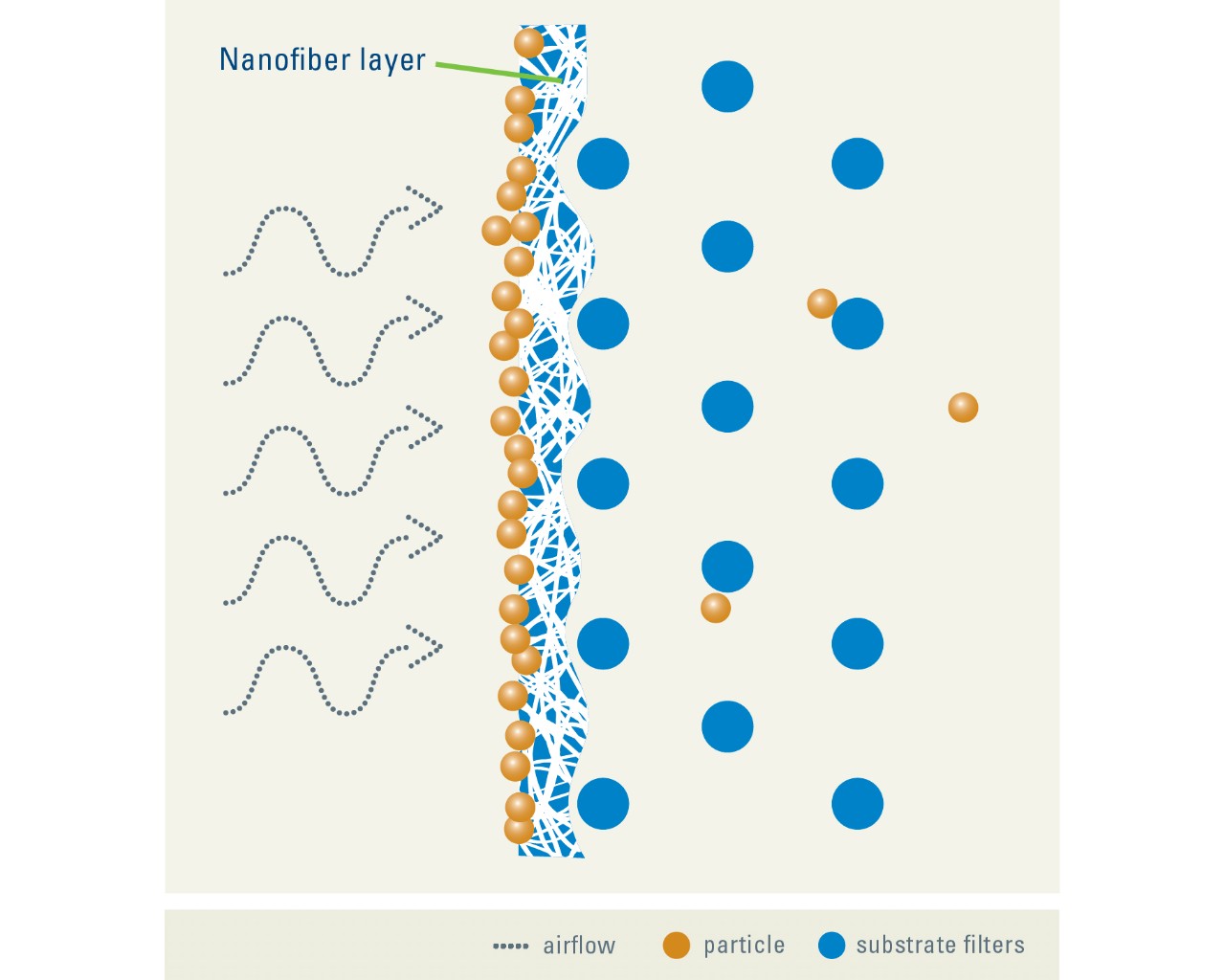
Najlepszą wydajność filtracji przy wychwytywaniu drobnych cząstek powstających w wyniku cięcia termicznego zapewniają podstawowe, tradycyjne media filtracyjne wzbogacone warstwą drobnych włókien. Ta warstwa drobnych włókien znacznie zwiększa wydajność medium filtracyjnego podczas pracy z cząstkami generowanymi termicznie. Drobne włókna zapobiegają również osadzaniu się drobnych cząstek głęboko we włóknach filtra, co powoduje gromadzenie się cząstek na powierzchni materiału (patrz Rysunek 1). Tworzy to niezwykle skuteczny filtr z obciążeniem powierzchniowym .
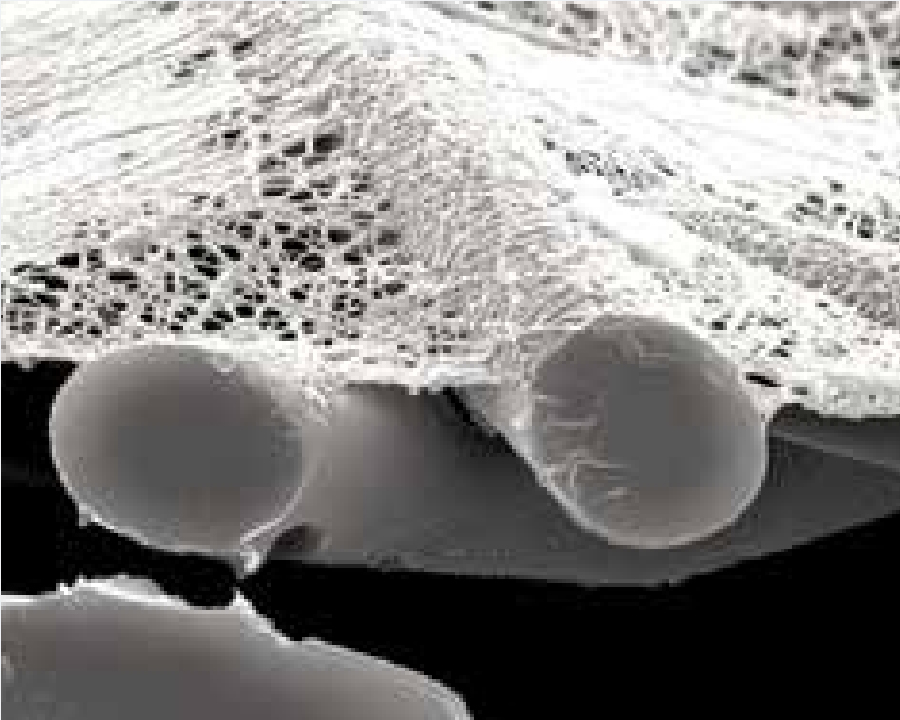 Rysunek 1 – Przedstawia on cienkie włókna filtra pokrywające podłoże. Zapobiega to gromadzeniu się cząstek w głębi filtra i sprawia, że czyszczenie pulsacyjne jest skuteczne, co wydłuża żywotność filtra.
Rysunek 1 – Przedstawia on cienkie włókna filtra pokrywające podłoże. Zapobiega to gromadzeniu się cząstek w głębi filtra i sprawia, że czyszczenie pulsacyjne jest skuteczne, co wydłuża żywotność filtra.
Obciążenie powierzchniowe ujawnia swoje zalety podczas czyszczenia pulsacyjnego filtra. Większość odpylaczy czyszczonych pulsacyjnie zawiera kolektor sprężonego powietrza i układ zaworów membranowych. Po wzbudzeniu elektrozaworu pilotowego zawór membranowy pozwala na wydostanie się sprężonego powietrza z kolektora w formie „impulsu”, który powoduje oderwanie się cząstek od powierzchni filtra. Skuteczne czyszczenie pulsacyjne usuwa pył z medium filtracyjnego i gromadzi go w pojemniku magazynowym.
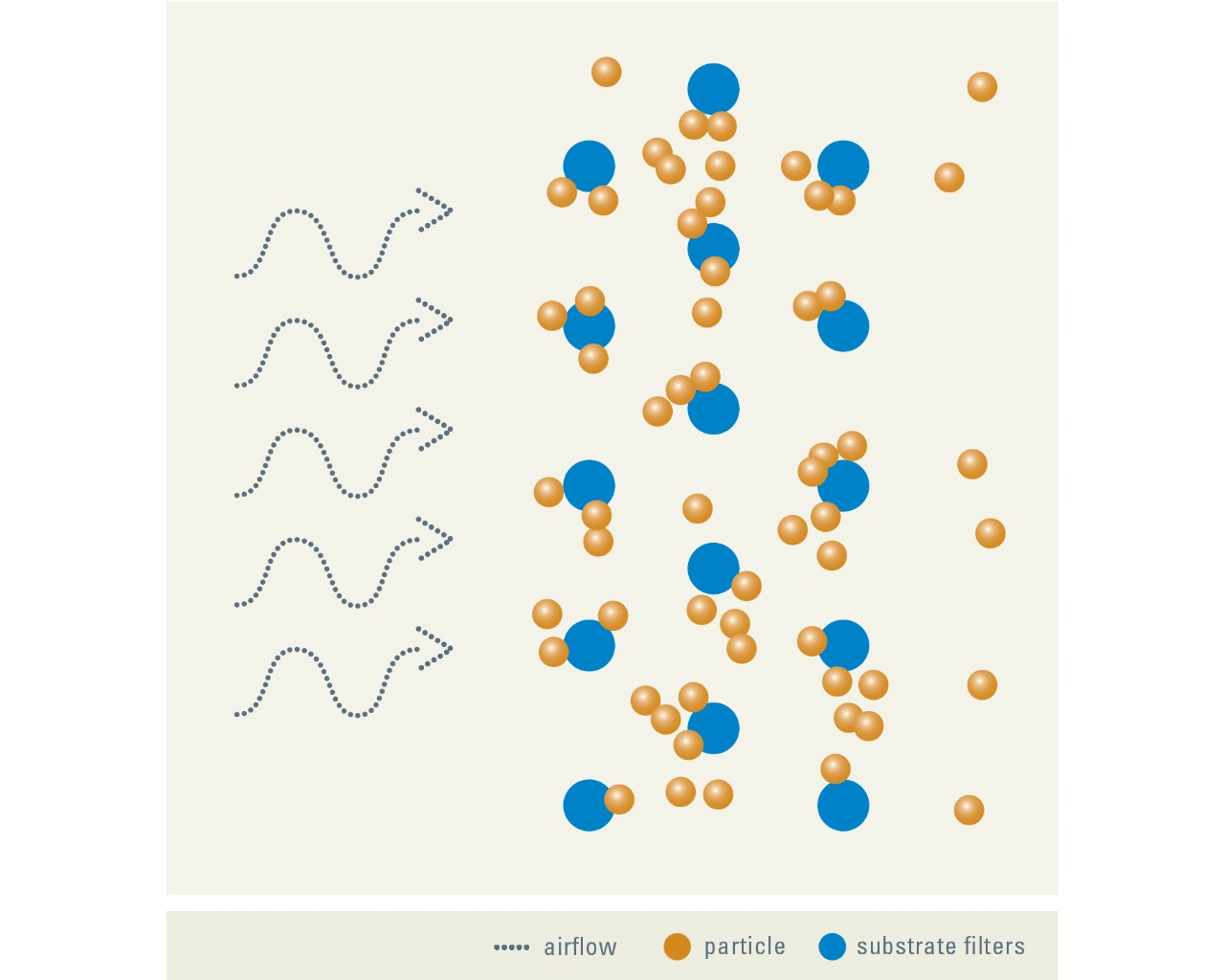
Filtry z obciążeniem powierzchniowym zatrzymują cząstki na powierzchni medium filtracyjnego, skąd są one łatwo usuwane pulsacyjnie, co wydłuża żywotność filtra i zmniejsza zużycie energii (patrz rysunek 2). Jeśli cząstki nie zostaną zatrzymane na powierzchni, filtry obciążają się w głąb, co pozwala dymom przedostawać się wgłąb medium. Usuwanie tych głęboko osadzonych cząstek metodą czyszczenia pulsacyjnego jest trudne, o ile w ogóle możliwe. To z kolei skraca żywotność filtra i zwiększa zużycie energii.
 Rysunek 2 — Powierzchniowe ładowanie materiału filtracyjnego pozwala na skuteczniejsze czyszczenie filtra.
Rysunek 2 — Powierzchniowe ładowanie materiału filtracyjnego pozwala na skuteczniejsze czyszczenie filtra.
Obciążenie pyłem
Ilość pyłu wytwarzanego w danym zastosowaniem czyli obciążenie pyłem ma wpływ na rozmiar potrzebnego odpylacza, ponieważ większe obciążenie pyłem zwiększa obciążenie odpylacza. W danym czasie cięcie laserowe może generować mniej pyłu niż cięcie plazmowe. Mimo że przepływ powietrza potrzebny do wychwytywania dymów powstających w procesie cięcia laserowego i plazmowego może być taki sam, rozmiary odpylaczy mogą się różnić ze względu na różne ilości pyłu.
Mniejsze obciążenie pyłem powstającym podczas cięcia laserowego może sugerować mniejsze obciążenie kolektora, jednak wielkość cząstek również ma znaczenie. Mniejsze cząstki pyłu na filtrze mają tendencję do zlepiania się ze sobą, a przestrzenie między nimi stają się mniejsze, co z kolei zwiększa ciśnienie potrzebne do wywołania przepływu powietrza przez warstwę pyłu. Jeżeli nie zostanie to uwzględnione, odpylacz może zużywać więcej energii i wymagać częstszego czyszczenia.
Obciążenie cieplne
Wszystkie systemy odpylania mają ograniczenia temperaturowe, a każde zwiększone obciążenie cieplne może wymagać innej konstrukcji. W pewnych okolicznościach może zaistnieć konieczność przedmuchiwania układu chłodniejszym powietrzem, aby utrzymać całkowitą temperaturę powietrza w granicach roboczych kolektora.
Obciążenie cieplne i konstrukcja okapu również różnią się w zależności od procesu. Przykładowo cięcie tlenowo-paliwowe generuje stosunkowo mało pyłu, ale wytwarza znaczną ilość ciepła. To dodatkowe obciążenie cieplne należy uwzględnić przy wyborze materiałów konstrukcyjnych odpylacza — zwłaszcza filtrów. Cięcie plazmowe i laserowe generuje zazwyczaj mniejsze obciążenie cieplne, ale powoduje większe zapylenie.
Na obciążenie cieplne wpływać może również konstrukcja stołu. Przykładowo linie cięcia konstrukcyjnego mogą wykorzystywać palnik plazmowy do cięcia belek lub płyt, a iskry i stopiony metal mogą być odprowadzane przez wąską szczelinę znajdującą się pod strefą cięcia. Spowoduje to większe obciążenie cieplne niż w przypadku tradycyjnych stołów do cięcia z otwartym ciągiem.
Czynniki automatyzacji
Automatyzacja zmienia również kwestie związane z wielkością kolektora. Podczas cięcia ręcznego operatorzy zdejmują części ze stołu i ładują nowe blachy. Podczas przestoju odpylacz może „nadrobić” zaległości w czyszczeniu pulsacyjnym w warunkach dużego obciążenia.
Zautomatyzowany system transportu materiałów pozwala na wymianę gotowych blach w ciągu kilku minut, dzięki czemu cięcie i zdejmowanie części odbywają się w tym samym czasie. Funkcja ta zwiększa wydajność pracy w warsztacie, ale sprawia, że odpylanie staje się trudniejsze, ponieważ odpylacz musi pracować dłużej i ma mniej czasu na „złapanie oddechu”. Tego rodzaju automatyzacja często wiąże się ze wzrostem ilości pyłu i dymu, dlatego odpylacz powinien być dobrany tak, aby radzić sobie z tymi ilościami.
Stabilizacja ciśnienia
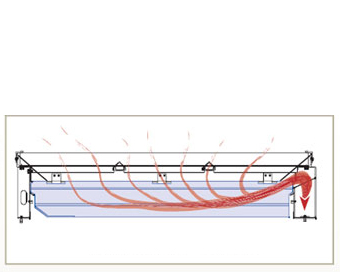
Aby skutecznie wychwytywać dym i pył powstające w procesie cięcia, wentylator zasysa powietrze wokół obrabianego przedmiotu w dół przez stół tnący, tworząc w ten sposób odpowiedni wzór przepływu powietrza (patrz rysunek 3). Wentylator zapewnia energię niezbędną do pokonania turbulencji i strat spowodowanych tarciem, podczas przepływu powietrza ze strefy cięcia przez kanały, kolektor, medium filtracyjne i zbrylony pył.
Prawidłowo zaprojektowany system odpylania powinien stale zasysać wymaganą objętość powietrza (w stopach sześciennych na minutę, CFM). Zbyt duża ilość powietrza skróci żywotność filtra, a zbyt mała ilość powietrza zmniejszy skuteczność wychwytywania przez system. Energia potrzebna do pokonania oporu w układzie, czyli ciśnienia statycznego, zmienia się w czasie, w miarę wzrostu zanieczyszczenia filtrów.
Wartości ciśnienia statycznego są często wyrażane w calach słupa wody, które stanowią zaledwie ułamki funta na cal kwadratowy — około 27,7 cala słupa wody odpowiada w przybliżeniu jednemu PSI. Nowy, czysty filtr początkowo stawia bardzo niewielki opór przepływowi powietrza, często mniejszy niż jeden cal, ale z czasem gromadzący się na filtrach pył zwiększa opór do kilku cali. Filtry należy wymienić, gdy opór przekroczy określony poziom. W wielu przypadkach może to być pięć lub sześć cali, ale w niektórych sytuacjach filtry nie są uznawane za zatkane, dopóki ich opór nie osiągnie znacznie wyższego poziomu.
Aby wydłużyć żywotność filtrów, w nowoczesnych odpylaczach stosuje się filtry czyszczone pulsacyjnie. Okresowa regeneracja pozwala tym systemom na pracę ciągłą bez konieczności ciągłej wymiany filtrów.
Objętość powietrza i projekt systemu
W normalnych warunkach pracy odpylacz osiąga stabilny, „sezonowany” stan, w którym filtry mają stosunkowo jednolity opór, o kilka cali wyższy niż gdy były nowe, ze względu na „placek filtracyjny” tworzący się na powierzchni materiału filtracyjnego. Z czasem pewien stopień obciążenia głębokiego i inne działania będą stopniowo blokować media, powoli zwiększając opór. Ostatecznie wymiana filtrów okaże się bardziej opłacalna niż próba dalszej pracy przy wyższej energii wentylatorów.
Aby zapewnić skuteczną pracę przez cały okres eksploatacji filtrów, wentylatory są na ogół dobierane tak, aby dostarczać pożądaną objętość powietrza przy spadku ciśnienia w stanie filtrów „zatkanych” — czyli przy najwyższym lub „końcowym” spadku ciśnienia.
Aby zapewnić optymalną żywotność filtrów, odpylacz musi mieć kontrolowaną objętość powietrza, aby uniknąć zasysania nadmiernej ilości powietrza przez system. Z tego powodu systemy odpylania często zawierają na wentylatorze przepustnicę, która dostosowuje się do zmian oporu w filtrach w miarę ich zatykania. Częściowe zamknięcie przepustnicy zapewnia, że w czasie, gdy filtry stawiają stosunkowo niewielki opór wentylator zasysa tylko pożądaną objętość powietrza. Przepustnice nie są jednak jedynym sposobem regulacji przepływu powietrza — silniki o regulowanej prędkości pozwalają na dostosowanie prędkości wentylatora, a co za tym idzie, jego wydajności, nie tylko w celu regulowania przepływu powietrza, ale także oszczędzania energii.
Im większa objętość powietrza jest potrzebna do ograniczania ilości pyłu i dymu powstającego podczas cięcia, tym system odpylania jest większy. W konsekwencji wiele dużych systemów cięcia zostanie podzielonych na sekcje lub strefy. To podejście wymaga przepływu powietrza wyłącznie w przestrzeni pod stołem tnącym, co przekłada się na mniejszą objętość powietrza, a tym samym mniejszy system odpylania.
W innych sytuacjach materiał poddawany cięciu może mieć istniejące otwory, które stwarzają konieczność zasysania dodatkowego powietrza. W takim przypadku odpylacze należy projektować z uwzględnieniem tej dodatkowej wydajności. Zwiększenie pojemności kolektora w tym przypadku gwarantuje, że system utrzyma wymaganą prędkość ciągu zstępującego we wszystkich otworach, co pozwoli na skuteczne usuwanie pyłu.
Na koniec wentylator kolektora powinien wytwarzać odpowiedni przepływ powietrza przez stół tnący, tak aby wytwarzać prędkość ciągu zstępującego niezbędną do wychwytywania dymu, który się unosi. Zazwyczaj aby skutecznie ograniczać ilość dymu, prędkość powietrza musi wynosić od 150 do 250 CFM, ale wymagania te mogą być większe w zależności od konstrukcji stołu, jego rozmiaru i procesu cięcia.
Wydajność systemu
Na wydajność systemów ograniczania pylenia powstającego podczas cięcia termicznego wpływa wiele zmiennych. Dobrze zaprojektowany system, obejmujący kanały, wentylator i media filtracyjne, powinien uwzględniać wszystkie zmienne i elementy. Dobrze zaprojektowany system powinien utrzymywać stałą prędkość przepływu powietrza w dół, aby skutecznie usuwać pył w różnych warunkach pracy filtra i cięcia.
Podsumowując:
Zaprojektowanie i zintegrowanie efektywnego systemu odpylania w procesie cięcia termicznego nie jest zadaniem uniwersalnym. Uwzględnienie wszystkich wymienionych czynników pomoże zapewnić, że warsztat w pełni wykorzysta możliwości swojego systemu odpylania.
Artykuł ten ukazał się pierwotnie w czasopiśmie The Fabricator, kwiecień 2012 r.
