
Filtrar por
Grupo de productos
Soluciones para el sector de alimentos y bebidas: Productos en acción
Gases industriales y filtración de procesos
Solución de problemas de filtración en cervecerías: Explicación de los fallos de los filtros trampa

Filtración de aire industrial
Domine el polvo pegajoso: Soluciones eficaces para el control del polvo en la producción de alimentos para mascotas

Filtración de aire industrial
Gestión del aire comprimido para colectores de polvo Industriales

Filtración de aire industrial
Cinco cosas que debe tener en cuenta al comprar un colector tipo baghouse

Gases industriales y filtración de procesos
Filtración para Proteínas Vegetales Fermentadas

Gases industriales y filtración de procesos
La importancia de la experiencia en el procesamiento de alimentos y bebidas

Gases industriales y filtración de procesos
Planificación de HACCP: guía para gestionar los riesgos de contaminación en servicios públicos

Gases industriales y filtración de procesos
Aspectos básicos de los filtros para productores de alimentos y de bebidas

Gases industriales y filtración de procesos
ISO 8573-1: ¿Cumple la norma o sólo la adivina?

Filtración de aire industrial
El núcleo de la recogida de polvo: Comprender el diseño de los ventiladores

Filtración de aire industrial
Optimización de la colección de Polvo en la industria alimentaria

Gases industriales y filtración de procesos
El papel de las carcasas y los elementos filtrantes en la filtración fiable de aire comprimido y gases
Gases industriales y filtración de procesos
¿Por qué los filtros de aire estéril se deben clasificar a 0,2 micrones?
Gases industriales y filtración de procesos
El aire seco mantiene los colectores de polvo al máximo rendimiento

Gases industriales y filtración de procesos
Protección de la materia prima de fermentación en su operación de proteínas alternativas

Gases industriales y filtración de procesos
Diseño de filtración para cumplimiento normativo del aire comprimido estéril y el vapor culinario

Gases industriales y filtración de procesos
Aire estéril: qué es y cuál es su importancia

Filtración de aire industrial
¿Reparar o sustituir el colector de polvo?

Gases industriales y filtración de procesos
Cómo evitar la degradación del sabor en los productos de agua mineral natural

Filtración de aire industrial
Adquisición estratégica de Torit por Donaldson: Un catalizador para la tecnología de filtración industrial

Filtración de aire industrial
5 maneras en que el controlador de pulsos Contura simplifica la gestión del colector de polvo

Gases industriales y filtración de procesos
Hoja de ruta de eficiencia operativa en la fabricación de bebidas

Gases industriales y filtración de procesos
Proteja su sistema de la humedad este verano

Gases industriales y filtración de procesos
Prevención de contaminación de aire húmedo en el procesamiento de alimentos y bebidas

Gases industriales y filtración de procesos
Proteja su planta de bebidas no alcohólicas de la contaminación

Gases industriales y filtración de procesos
Reducir la costosa acumulación de biopelículas en las membranas de ósmosis inversa

Gases industriales y filtración de procesos
Qué filtrar en la producción de alimentos para mascotas

Gases industriales y filtración de procesos
Lista de comprobación de aire estéril para procesadores de fermentación

Gases industriales y filtración de procesos
Cómo cumplir la norma de aire comprimido de SQF

Gases industriales y filtración de procesos
Filtrado de contaminantes para cumplir la normativa cervecera

Gases industriales y filtración de procesos
Evite el tiempo de inactividad en la producción de agua embotellada con las soluciones de filtración de Donaldson

Gases industriales y filtración de procesos
Soluciones de filtración para la producción de hard seltzer

Filtración de aire industrial
Más allá de los gastos en capital: dominio del costo total de propiedad del colector de polvo

Gases industriales y filtración de procesos
Personalice su programa de cambio de filtros

Filtración de aire industrial
Medios filtrantes en bolsas y los cartuchos: Ahorre energía con tecnología avanzada

Gases industriales y filtración de procesos
Mejoras en la calidad del aire comprimido

Gases industriales y filtración de procesos
Aire comprimido limpio y fiable: Comprender las etapas clave de la filtración

Gases industriales y filtración de procesos
Prolongue la vida útil del filtro final con la experiencia en filtración de Donaldson para bodegas

Filtración de aire industrial
5 cosas que debe saber sobre los medios filtrantes para la captación de polvo

Gases industriales y filtración de procesos
6 factores que no se tienen en cuenta al elegir un secador de aire comprimido

Filtración de aire industrial
Tecnología de Medios Filtrantes PowerCore®

Productos para los sectores de alimentos y bebidas

Gases industriales y filtración de procesos
Carcasas plásticas para filtros de líquidos

Gases industriales y filtración de procesos
Cartuchos filtrantes plisados de PP para líquidos

Gases industriales y filtración de procesos
Sistemas de filtración de líquidos

Gases industriales y filtración de procesos
Carcasas de acero inoxidable para filtros de líquidos

Filtración de aire industrial
bolsas filtrantes de tela estándar

Filtración de aire industrial
Downflo® Evolution

Filtración de aire industrial
Colectores de polvo de cartuchos

Filtración de aire industrial
Serie TD

Filtración de aire industrial
Colectores Dalamatic® tipo baghouse

Filtración de aire industrial
Serie LP

Filtración de aire industrial
Colectores de polvo con filtros de mangas modulares

Filtración de aire industrial
Colectores tipo baghouse

Filtración de aire industrial
Colector de polvo con filtro de bolsas Syvac

Filtración de aire industrial
Colectores de polvo tipo baghouse Unimaster®

Filtración de aire industrial
Colectores de polvo tipo baghouse Rugged Pleat

Filtración de aire industrial
Colector de polvo PowerCore® serie CP

Filtración de aire industrial
Controlador por pulsos Contura

Filtración de aire industrial
Válvulas rotativas y accesorios

Filtración de aire industrial
Brazo de extracción

Filtración de aire industrial
Accesorios para colectores de polvo | Filtración de aire industrial

Filtración de aire industrial
Ventiladores y motores

Gases industriales y filtración de procesos
enfriamiento y control de condensado
Gases industriales y filtración de procesos
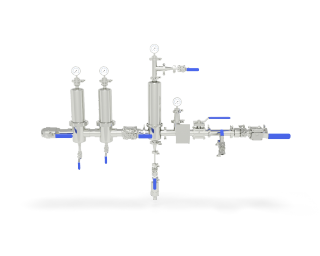
Sistemas de aire estéril

Gases industriales y filtración de procesos
Sistemas de aire respirable

Gases industriales y filtración de procesos
Filtros de cápsula para aire y gases estériles de Donaldson

Gases industriales y filtración de procesos
Cartuchos filtrantes tipo junior

Gases industriales y filtración de procesos
Cartuchos filtrantes de aire y gas estériles
Gases industriales y filtración de procesos
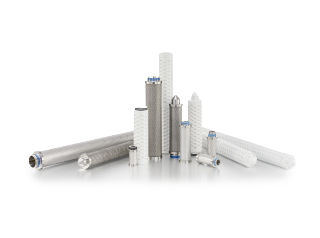
Filtros de cartucho de aire y gas estériles

Gases industriales y filtración de procesos
Separadores centrífugos

Gases industriales y filtración de procesos
Carcasas para aire y gas a alta presión

Gases industriales y filtración de procesos
Carcasas para aire comprimido y gas

Filtración de aire industrial
Colectores de Neblina

Gases industriales y filtración de procesos
Carcasas de filtros de vapor

Gases industriales y filtración de procesos
Filtros de cápsula para líquidos

Gases industriales y filtración de procesos
Cartuchos filtrantes de bloque de carbón

Gases industriales y filtración de procesos
Filtros bolsa para líquidos
Gases industriales y filtración de procesos
Cartuchos filtrantes para líquidos de PES

Gases industriales y filtración de procesos
Filtros de cartucho para líquidos

Gases industriales y filtración de procesos
Cartuchos filtrantes para líquidos de PP termofundidos

Gases industriales y filtración de procesos
Cartuchos filtrantes de vapor

Gases industriales y filtración de procesos
Carcasas de filtros de aire y gas estériles

Gases industriales y filtración de procesos
Accesorios para la filtración de vapor

Filtración de aire industrial
Tubos Helix para colectores de bolsas

Filtración de aire industrial
Filtros de bolsas especiales

Filtración de aire industrial
Filtros de bolsas de alto rendimiento

Filtración de aire industrial
Filtros de bolsas

Filtración de aire industrial
Filtros de bolsas plisadas

Filtración de aire industrial
Paquetes de filtros PowerCore®

Filtración de aire industrial
Filtros de panel
Gases industriales y filtración de procesos
Colectores de vapor

Gases industriales y filtración de procesos
Secadores de aire refrigerados

Gases industriales y filtración de procesos
Secadores desecantes con calentamiento
Gases industriales y filtración de procesos
Secadores de desecante sin calor

Gases industriales y filtración de procesos
Secadores de aire comprimido y gas
Gases industriales y filtración de procesos
Secadores de biogás y gas natural

Gases industriales y filtración de procesos
Secadores de membrana

Gases industriales y filtración de procesos
Secadores desecantes sin calor modulares

Gases industriales y filtración de procesos
Equipos para test de filtros

Gases industriales y filtración de procesos
Purificación y secado sin aceite

Filtración de aire industrial
filtros tipo cartucho especiales para colectores

Filtración de aire industrial
Filtros de cartucho | Filtración de aire industrial

Filtración de aire industrial
Filtros de cartucho de alto rendimiento

Servicio
Servicios de filtración industrial y reparación

Gases industriales y filtración de procesos
Carcasas para filtros de líquidos

Filtración de aire industrial
Colector de humos de soldadura Downflo® Ambient
Filtración de aire industrial
Colectores de humos

Filtración de aire industrial
Filtros de neblina de aceite

Gases industriales y filtración de procesos
Cartuchos filtrantes de acero inoxidable

Gases industriales y filtración de procesos
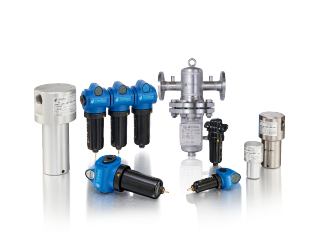
Carcasas para filtros de aire comprimido y gas

Gases industriales y filtración de procesos
