
The industrial Internet of Things (IoT) has generated a lot of press, but still faces obstacles in adoption. Some of it stems from doubts about return on investment. IoT is often confused with automation systems, the expensive IT networks running large manufacturing operations. The expense and specialized personnel these systems require put them out of reach for many operations.
Internet connectivity is different—in how it works, the purpose it serves, and who can take advantage of it. It’s relatively affordable to install sensors on equipment and send data to the cloud, making its benefits available to manufacturers of all sizes.
Scenario: How Maintenance with IoT Could Work in Industrial Dust Collection
Imagine that the fume collector at a metal fabrication shop malfunctions, and three plasma cutting stations have to shut down while the problem is diagnosed and fixed.
In a shop without an IoT connection, the owner would inspect the machine, attempt to diagnose the problem, and call a servicer. Without an accurate diagnosis, the service person may not bring the right replacement parts and must return to the warehouse. The parts are finally replaced the next day, but the shop has lost a day-and-a-half of production.
In a shop with a web-connected fume collector, the maintenance manager gets an alert on their dashboard that a filter is torn. The right filter size is quickly identified and dispatched with a service representative. The shop can be up and running much earlier after the breakdown.
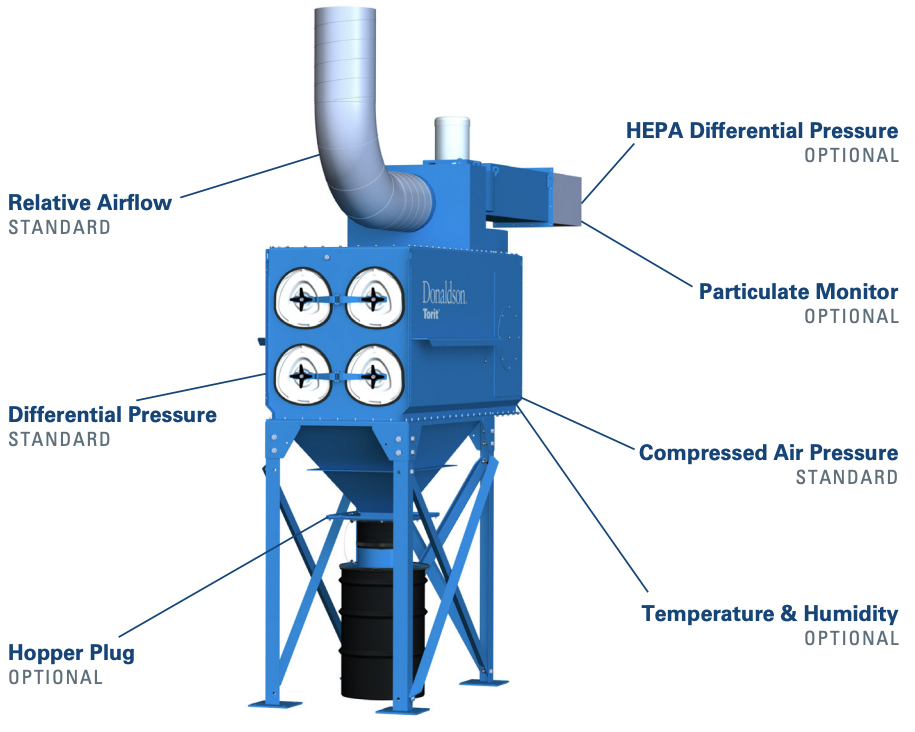 A variety of sensor options enables users to customize the Donaldson iCue™ connected filtration service to their application, and digitally monitor dust collection performance data that is important to their facilities.
A variety of sensor options enables users to customize the Donaldson iCue™ connected filtration service to their application, and digitally monitor dust collection performance data that is important to their facilities.
Here are the ways connected technology differs from industrial networks, and how it can potentially help you save time and money:
Collaboration with service partners
In large factories, a central control system operates equipment and the machinery sends performance data back to the control system. All information stays within factory walls for the owner and staff to interpret, use, and manage.
IoT, by contrast, enables your machinery to share data securely with partners outside factory walls—specialists who can help with diagnostics, service, and prevention. Potentially, you may soon be able to contract with service providers to perform monitoring and maintenance for you using IoT, alleviating shortages in labor or experience.
Simpler equipment maintenance
Because of limited resources, non-production machinery in your operation may take a back seat to critical equipment—until there’s an issue. IoT is well-suited to monitoring non-production equipment, such as dust collectors, that don’t require constant attention but do need maintenance and care that can be done in response to an alert the moment it operates outside a set range.
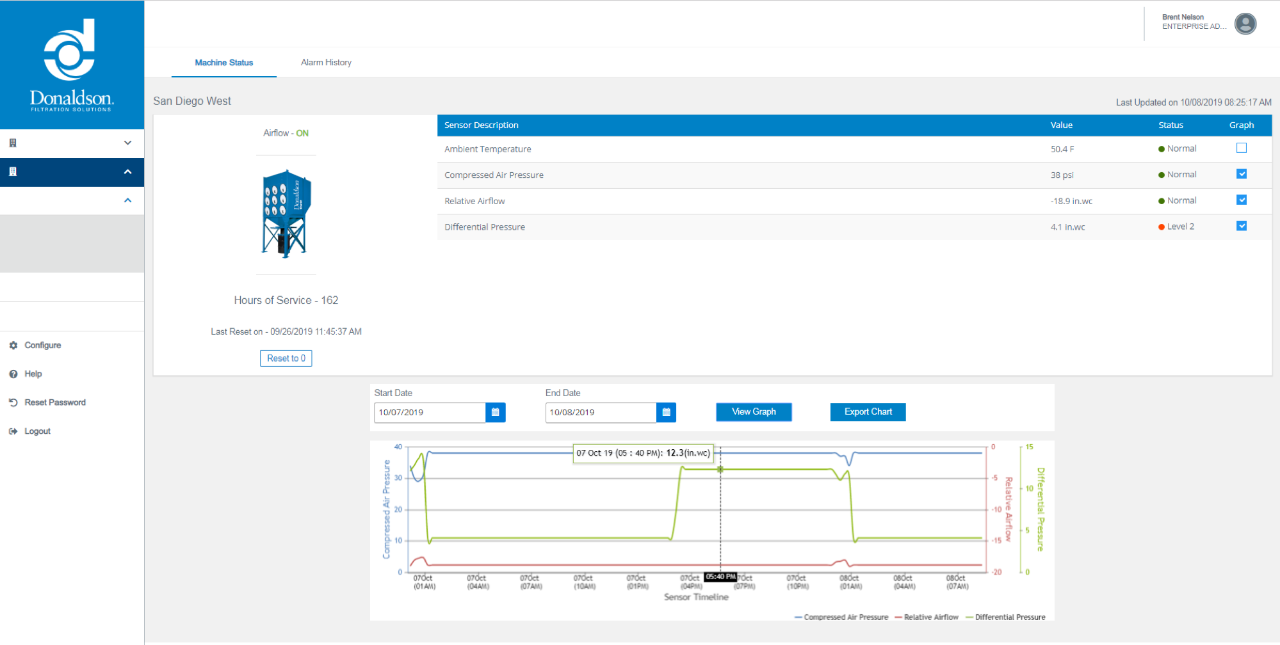
By tracking specific performance indicators such as temperature, flow, and air pressure, IoT can detect maintenance issues before they escalate into longer downtime. Owners can be notified with an email, text, or dashboard alert that prompts timely maintenance—all without data overload for the owner and team. Maintenance can be expedited with correct information early in the process. (See example scenario below.)
 Maintenance alerts can prompt timely actions, such as filter changes, that allow maintenance staff to address problems before they escalate, helping to reduce unplanned downtime and support efficiency.
Maintenance alerts can prompt timely actions, such as filter changes, that allow maintenance staff to address problems before they escalate, helping to reduce unplanned downtime and support efficiency.
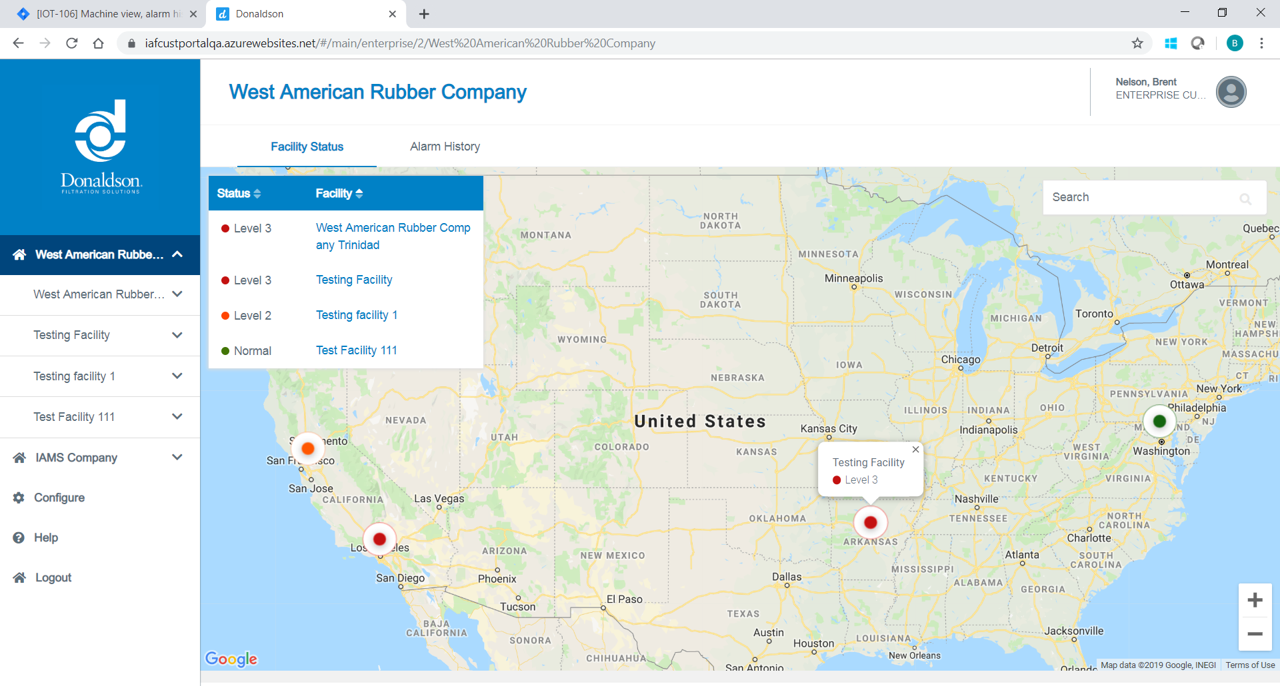
In Donaldson’s Connected Solution, dust collector data is sent to a secure remote server (in the “cloud”), converted into actionable intelligence, and conveyed back to responsible facilities management personnel via email, texts, and a dashboard. For larger companies with multiple locations, maintenance personnel can keep an eye on the status of connected machines (in this case dust collectors) across their entire system.
Lower technology risks and costs
IoT solutions can be more affordable than machine automation, as well. Local networks are usually designed for critical control applications and thus require high network speed and low latency, which drives expense. This is overkill for secondary machines that require only periodic monitoring, such as dust collectors. With sensors and a wireless connection, IoT represents a relatively low-cost way to monitor specific data points in non-critical equipment.
Information security is a legitimate concern to owners, since data exchanged outside a company’s firewall can be a risk. Connected equipment can actually bring advantages in this regard, not necessarily greater risk. IoT solutions often work independently from a facility’s industrial networks and if the device uses a cellular network and a third-party cloud, the data never contact the plant network so cannot create new vulnerabilities. Make sure to ask questions and don’t assume an IoT solution will pose a greater information security risk.
Brent Nelson is Business Development Manager of IoT and Connected Solutions for Donaldson Company, Inc. based in Minneapolis, Minnesota. He is a specialist in wireless communication products for machine-to-machine and IoT applications. Nelson joined Donaldson in 2018 after six years at Digi International, where he was product manager for emerging IoT products. Prior to that, Nelson worked for 10 years as an electrical design engineer in both the defense and commercial markets. He holds a bachelor’s degree in electrical engineering from the University of Minnesota.
Summary
Your equipment generates a great deal of data. IoT provides a relatively simple way to access that data and put it to work. Connected equipment makes it possible to monitor secondary equipment cost-effectively, and collaborate with external partners who can quickly help with diagnostics, repair, and perhaps even prevention.
IoT benefits shouldn’t be missed due to misconceptions that it is too technical, difficult, or expensive. Connectivity can solve real labor and maintenance challenges for factories of all sizes and types: the typical metal fabricators, powder processors, grain mills, and the thousands of other operations that make up the industrial landscape.
