
The Situation
Barriere Construction, based in Louisiana, USA, is known for excellence in road construction and paving.
With two cutting-edge asphalt production facilities and multiple NAPA Diamond Achievement Awards for environmental excellence, Barriere sets high standards for quality and performance.
Their advanced approach includes:
- Investing in leading-edge technology
- Operating sophisticated equipment
- Delivering top-quality materials and project results

Pat Klaman, Barriere’s Total Process Reliability Manager, focuses on tracking and reducing operational costs. Even though the company replaces its off-road equipment every five years or 5,000 hours, strict adherence to OEM maintenance schedules became even more critical when Barriere upgraded to Tier 4 equipment featuring High Pressure Common Rail (HPCR) engines.
The Challenge
During routine evaluations, Pat discovered a problem:
- Barriere’s on-board fuel filters were clogging faster than expected, falling short of OEM service intervals expectations.
- Tests revealed serious contamination and water issues in the diesel fuel coming from their bulk tanks and mobile fuelling trucks.
- Water contamination was a growing concern due to Louisiana’s high humidity.
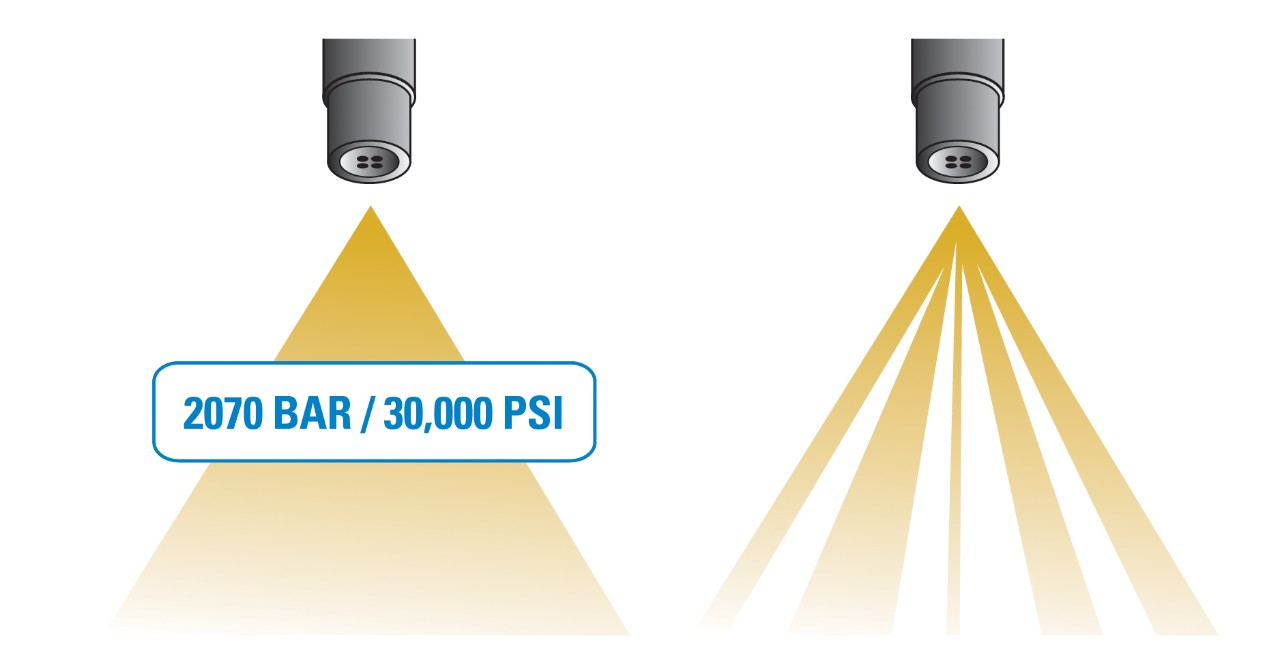 In HPCR engines, precision is everything. At 2070+ bar / 30,000+ psi, unfiltered dirt particles act like a tiny sandblaster, gouging the injector and creating inefficient spray patterns. This can lead to improper idle, increased exhaust emissions, poor fuel economy and, ultimately, engine failure
In HPCR engines, precision is everything. At 2070+ bar / 30,000+ psi, unfiltered dirt particles act like a tiny sandblaster, gouging the injector and creating inefficient spray patterns. This can lead to improper idle, increased exhaust emissions, poor fuel economy and, ultimately, engine failure
The result?
- Frequent breakdowns from clogged fuel filters and failed fuel injectors.
- Increased equipment downtime and rising maintenance costs.
Determined to solve the problem, Pat reached out to Scott Rongey, Sales Manager at Reliable Industries, a trusted Donaldson Clean Solutions distributor.
The Solution
Scott recommended a comprehensive filtration upgrade:
- Inlet and outlet filtration systems were installed on two 37,854-litre (10,000-gallon) bulk fuel tanks.
- Bulk filtration systems were added to 25 mobile service and refuelling trucks.
The goal was clear: deliver clean, dry diesel to every piece of equipment, reducing the risks of water and contamination-related damage.
The Result
The impact of the new filtration systems was immediate and impressive:
- 40% longer service intervals: On-board fuel filter life increased from 250 to 350 hours.
- 69% fewer filter incidents: Annual fuel filter issues dropped from 35 to just 11.
- 50% reduction in emergency repairs: Equipment reliability skyrocketed, with no lost engines and virtually no fuel injector failures.
Plus, Barriere saved $24,000 USD in replacement filters in just one year, not including the added savings from reduced downtime and repair costs.
In summary, Barriere Construction achieved:
- Longer equipment uptime
- Lower maintenance expenses
- Greater operational efficiency
Thanks to Donaldson’s Clean Solutions, Barriere now fuels their fleet with confidence — paving the way for even more success on the road and at the jobsite.
