
Como líder de seguridad y salud ocupacional o ambiental (EHS), usted administra los riesgos relacionados con la seguridad de los empleados en su lugar de trabajo. Estos pueden incluir la calidad del aire interior y/o las emisiones expulsadas al ambiente exterior. Debe mantener las partículas suspendidas dentro de los límites permitidos, y tal vez informar sobre su cumplimiento a agencias como la Administración de Seguridad y Salud Ocupacional (OSHA) y la Agencia de Protección Ambiental (EPA).
Estas responsabilidades le otorgan un interés personal en el rendimiento del captador industrial de polvo y humo en sus instalaciones. Este equipo está diseñado para aspirar el aire interior sucio a través de una red de campanas y conductos, filtrar partículas y expulsar el aire filtrado.
Norma 1926.57 de la Administración de Seguridad y Salud Ocupacional (OSHA) sobre ventilación:
“La ventilación deberá estar diseñada para evitar la dispersión en el aire de polvos, humos, nieblas, vapores y gases en concentraciones que causen una exposición nociva. La salida de aire de cada separador de polvo y de los polvos, humos, nieblas, vapores o gases recolectados por un sistema de escape o ventilación se descargarán a la atmósfera exterior. Los sistemas de recolección que devuelven el aire al área de trabajo pueden usarse si las concentraciones que se acumulan en el aire del área de trabajo no suponen una exposición nociva para los empleados”.
Los colectores de polvo son equipos resistentes que pueden funcionar durante años con un mantenimiento adecuado. Sin embargo, si se pasa por alto un sistema de filtración, se pueden desarrollar problemas ocultos que acumulan polvo en el aire o se traducen en tiempo de inactividad del captador.
Como responsable de EHS, debe saber que el equipo funciona de manera efectiva y recibir una alerta cuando no lo haga. También debe recopilar rápidamente datos de rendimiento actuales, a menudo datos de presión diferencial (DP), para informes obligatorios. Esto hace que la supervisión del colector de polvo se convierta en un tema importante.

Supervisión IIoT para filtración de aire
Hasta hace poco, la supervisión de un colector de polvo y la recopilación de datos sobre su rendimiento se habían recopilado manualmente en la mayoría de las instalaciones. Aunque las plantas más grandes puedan tener una red de control automatizada, estos sistemas solo suelen gobernar el equipo de producción central, y dejan la recolección de polvo auxiliar fuera de la supervisión digital que los responsables de EHS consideran importante. Antes, los responsables de EHS tenían que trabajar con el personal de operaciones para tomar lecturas manuales de los medidores de equipos de recolección de polvo.
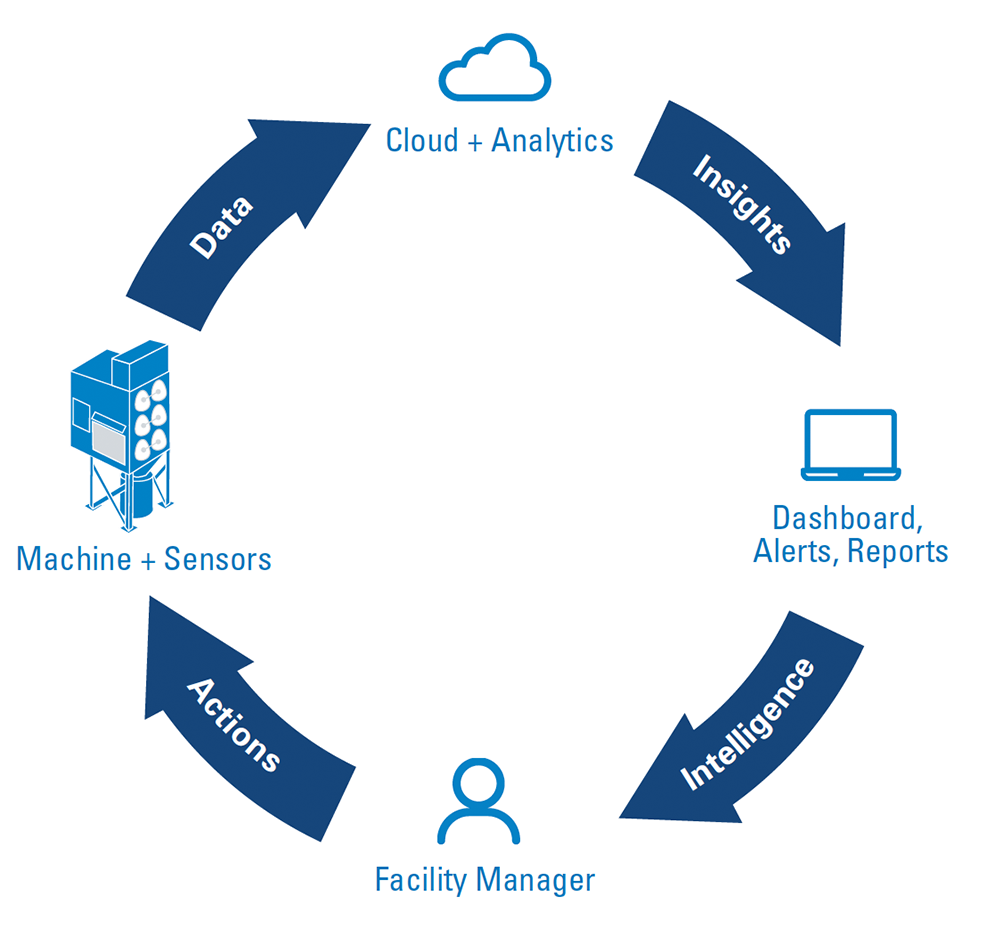
Ahora, con la llegada del Internet industrial de las cosas (IIoT), el control de un colector de polvo puede automatizarse y proporcionar información en tiempo real. El servicio de filtración conectado iCue™ de Donaldson proporciona una supervisión continua que es rentable, segura y fácil de instalar y usar.
Para implementar el servicio iCue™, un técnico coloca una puerta de enlace celular inalámbrica con sensores integrados al costado del colector de polvo. Este dispositivo de pasarela comunica los datos del sensor directamente a una aplicación basada en la web, sin tener que conectarse al sistema de automatización interno de la instalación. El sistema es fácil de implementar ya que no implica integración de TI.
Mientras el colector de polvo funcione, el servicio iCue™ supervisa su estado automáticamente. Si detecta que se han alcanzado los niveles de alarma establecidos por el usuario, una alerta por correo electrónico o un mensaje de texto puede permitir solucionarlo a tiempo. Cada semana, también recibe informes sobre el estado de la máquina, lo que proporciona información sobre si está operando dentro de los límites permitidos.
Indicadores relevantes para fines de EHS
Normalmente hay tres conjuntos de datos de colectores de polvo muy relevantes para los profesionales de EHS: presión diferencial (DP), control de la tendencia de partículas y flujo de aire relativo. Gracias a sus sensores dedicados, el servicio de filtración conectado iCue™ puede supervisar los tres, de manera simple y precisa. Por qué estas tres medidas son importantes:
1. Presión diferencial
La presión diferencial (DP) es la diferencia entre la presión de aire antes y después de los filtros en un colector de polvo. Un nivel de DP estable generalmente se considera un indicador significativo de que el colector de polvo funciona con normalidad. Por lo tanto, DP es el indicador más común utilizado en los colectores de polvo de hoy en día, y es una medida que muchos informes de cumplimiento requieren para verificar que una instalación respete los límites establecidos.
Una vez que se establece un rango DP aceptable, las desviaciones pueden indicar un problema dentro del captador. Un incremento en la DP generalmente indica que los filtros están comenzando a obstruirse, y es posible que sea necesario programar reemplazos. Un aumento en las lecturas de DP a un nivel predeterminado puede provocar un cambio de filtro inmediato. Por otro lado, una rápida caída de la DP puede indicar que los filtros se han roto o dañado y que ya no proporcionan una filtración adecuada.
El monitorio continuo de la DP puede ayudar a evitar interrupciones en la planta por incumplimientos, al proporcionar esta visibilidad de forma automática. Cuando se superpone la presión diferencial con el flujo de aire relativo (ver la explicación a continuación), los equipos de EHS pueden observar la condición de los filtros y detectar si el ventilador ya no puede mantener el flujo diseñado, al cargarse los filtros cada vez más. En un DP determinado, se puede anticipar que los filtros alcanzarán su carga terminal y se cambiarán de manera proactiva.
Datos de cumplimiento precisos y en tiempo real
Recopilar manualmente los datos de captación de polvo para los informes puede ser un proceso arduo. En muchas instalaciones, los directores de EHS confían al personal de operaciones el registro de datos durante un período de días o semanas. Los datos deben recopilarse y las notas escritas deben transferirse a un informe de cumplimiento. El proceso manual y el retraso de tiempo hacen que la información sea propensa a errores, o que incluso quede desactualizada rápidamente.
El servicio de filtración conectado iCue™ proporciona información actual en tiempo real sin tener que ir al sitio o depender de otras personas para la recopilación de datos. La supervisión es continua y los informes llegan directamente a su ordenador portátil, especialmente útil si se trabaja fuera de la planta o supervisa múltiples instalaciones.
2. Tendencias de partículas
El segundo indicador importante que se puede supervisar con el servicio iCue™ son las tendencias de partículas. Se puede colocar un sensor en la ventilación de escape del colector de polvo para controlar los cambios en la concentración de partículas en el aire suspendido.
Los problemas con un colector de polvo no siempre son evidentes de inmediato. Una pequeña fuga de polvo a veces puede pasar desapercibida por parte de su personal de mantenimiento durante un período de tiempo. Lo suficientemente sensible como para detectar incluso pequeños cambios, las tendencias de partículas del servicio iCue™ pueden proporcionar información más fiable sobre si su instalación se mantiene dentro de los límites regulatorios deseados.
Una tendencia ascendente de partículas puede ayudar a indicar cuándo un filtro puede haberse roto o dañado, o indicar un bloqueo de aire que está interrumpiendo la captación de polvo. Una alarma puede poner en marcha acciones de mantenimiento que restablezcan rápidamente la concentración de partículas a un rango aceptable.
Es importante tener en cuenta que el servicio iCue™ controla las desviaciones en la concentración de partículas una vez que su instalación haya establecido un valor de referencia. Este valor de referencia se expresará como un valor absoluto y se determinará a través de pruebas de calidad del aire que requieren equipos y personal especializado aparte de la tecnología iCue ™. Sin embargo, una vez que haya invertido en determinar el valor de referencia deseado, el servicio iCue™ puede darle visibilidad al alertarle sobre las desviaciones, lo que le permite actuar y mantener el valor de referencia elegido.
3. Flujo de aire relativo
El tercer parámetro importante que el servicio iCue™ puede superar continuamente es el flujo de aire. Este es el volumen de aire en pies cúbicos por minuto (cfm) que entra en el captador a través de sus campanas y respiraderos. Un colector de polvo funciona con el mismo principio que una aspiradora doméstica, lo que requiere una fuerza de succión adecuada para recoger eficazmente la suciedad de las superficies. El servicio iCue™ puede ayudar a controlar las tendencias del flujo de aire con un sensor colocado en el lado sucio del filtro que lee la presión estática que va al colector de polvo.
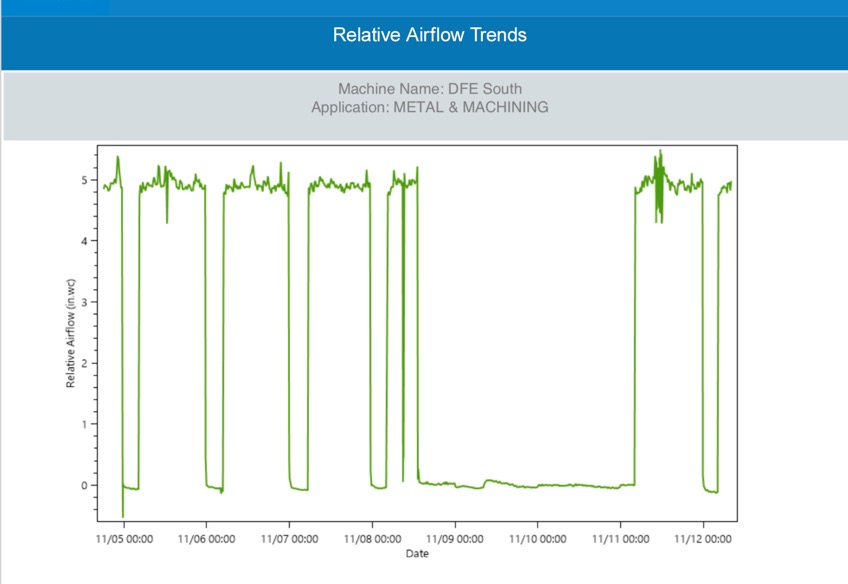 Una semana de datos de tendencia del flujo de aire relativo de un colector de polvo conectado. ("0" indica paradas nocturnas normales.) El flujo de aire diseñado será único para cada instalación, en función de las propiedades del polvo y la aplicación. En este caso, el flujo de aire deseado crea 5 pulgadas de presión de agua que se rastrea durante las horas de funcionamiento.
Una semana de datos de tendencia del flujo de aire relativo de un colector de polvo conectado. ("0" indica paradas nocturnas normales.) El flujo de aire diseñado será único para cada instalación, en función de las propiedades del polvo y la aplicación. En este caso, el flujo de aire deseado crea 5 pulgadas de presión de agua que se rastrea durante las horas de funcionamiento.
Una semana de datos de tendencias del flujo de aire relativo de un colector de polvo conectado. (“0” indica paradas nocturnas normales). El flujo de aire diseñado será único para cada instalación, en función de las propiedades del polvo y la aplicación. En este caso, el flujo de aire deseado crea 5 pulgadas de presión de agua que se rastrea durante las horas de funcionamiento.
En una instalación industrial, el flujo de aire inadecuado o excesivo hacia el colector de polvo puede tener consecuencias preocupantes para los profesionales de EHS. Un flujo de aire inadecuado puede ser incapaz de mantenerse al día con la generación de polvo de su proceso, lo que puede causar que se superen los límites del valor de referencia deseados. Si el captador no puede absorber el polvo hasta la tolva, el polvo puede depositarse dentro de los conductos o en la instalación. Esta acumulación de polvo puede actuar como combustible adicional en caso de incendio.
El flujo de aire excesivo también puede aumentar el riesgo de incendio. Por ejemplo, las chispas de su proceso pueden arrastrarse a través de los conductos hasta el colector de polvo, donde el polvo puede proporcionar una fuente de combustible. Otras consecuencias no deseadas del flujo de aire excesivo incluyen el desgaste prematuro del filtro o incluso la pérdida de ingredientes valiosos en su proceso.
Al igual que en la detección de tendencias de partículas, el servicio iCue ™ proporciona una lectura relativa del flujo de aire. Una vez que su instalación ha diseñado el flujo de aire para sus necesidades de control de polvo, las desviaciones superiores o inferiores al 10 % del valor de referencia pueden indicar un problema del colector de polvo que debe abordarse.
Algunos aspectos sobre la gestión del colector de polvo
Estos tres indicadores (presión diferencial, tendencias de partículas y tendencias del flujo de aire) tienen directa incidencia para los líderes de EHS con relación al seguimiento y la presentación de informes. Sin embargo, la gestión óptima del colector de polvo también puede ser una preocupación que compartan sus colegas de ingeniería y mantenimiento de instalaciones. Para su beneficio común, hay sensores adicionales disponibles para aumentar el servicio de filtración conectado iCue™, específicamente para supervisar los tapones de la tolva, el nivel del depósito, la alimentación de aire comprimido y la humedad. La supervisión continua de estos indicadores puede ayudar a detectar problemas a tiempo, administrar el costo total de propiedad del colector de polvo y generar una rentabilidad adicional para el servicio iCue™.
Usar IIoT como un aliado
Las fábricas invierten en análisis de riesgos e higiene industrial y polvo para establecer valores de referencia de captación de polvo y alcanzar sus límites regulatorios apropiados. Mantener una visibilidad continua de las desviaciones de estos valores de referencia puede minimizar los riesgos o multas.
La tecnología de Internet industrial de las cosas (IIoT), como el servicio iCue™, puede ser un aliado para administrarlos de manera eficiente. Puede permitirle rastrear información clave de forma automática y compartir la información directamente con las personas que pueden responder y solucionar problemas. Mientras usted gestiona los posibles y numerosos riesgos para su planta, el servicio de filtración conectado iCue™ se encarga de la visibilidad y las perspectivas de una manera efectiva y eficiente.
