
Como líder em saúde e segurança ocupacional ou ambiental (EHS), você gerencia os riscos relacionados à segurança dos funcionários em seu local de trabalho. Eles podem incluir a qualidade do ar interno e/ou emissões exauridas no ambiente externo. Você precisa manter as partículas suspensas dentro dos limites permitidos, e talvez informar a conformidade a agências como a Occupational Safety and Health Administration (OSHA, Administração de segurança e saúde ocupacional) e a Environmental Protection Agency (EPA, Agência de proteção ambiental).
Estas responsabilidades lhe conferem um interesse particular no desempenho do coletor de pó e fumaça industrial em suas instalações. O equipamento foi projetado para aspirar o ar interno sujo através de uma rede de coifas e dutos, filtrar as partículas e o ar filtrado da exaustão.
Normas da Occupational Safety & Health Administration (OSHA) sobre ventilação 1926,57
“A ventilação deve ser projetada para evitar a dispersão no ar de pós, fumaças, névoas, vapores e gases em concentrações que causem exposição nociva.A saída de ar de cada separador de pó, e os pós, fumaças, névoas, vapores ou gases coletados por um sistema de exaustão ou ventilação devem ser descarregados para a atmosfera externa. Os sistemas de coleta que devolvem ar à área de trabalho podem ser usados se as concentrações acumuladas não resultarem em exposição prejudicial aos funcionários.”
Os coletores de pó são equipamentos robustos que podem operar durante anos com manutenção adequada. Mas se um sistema de filtragem for negligenciado, problemas ocultos podem se desenvolver como acumulação de pó no ar ou aumento do tempo de inatividade do coletor.
Como um líder de EHS, você precisa saber que o equipamento está operando efetivamente e ser alertado quando não está. Você também precisa reunir rapidamente os dados de desempenho atuais, dados frequentes de pressão diferencial (DP), para relatórios obrigatórios. Isso torna o monitoramento do coletor de pó uma questão importante.

Monitoramento de IIoT para filtragem de ar
Até recentemente, o monitoramento de um coletor de pó e a coleta de seus dados de desempenho eram processos manuais na maioria das instalações. Embora as fábricas maiores possam ter uma rede de controle automatizada, estes sistemas normalmente regem apenas o equipamento de produção principal, deixando a coleta de pó auxiliar fora da supervisão digital que os líderes de EHS consideram importante. Normalmente, os gerentes de EHS precisavam trabalhar com a equipe de operações para fazer leituras manuais a partir de medidores de equipamentos de coleta de pó.
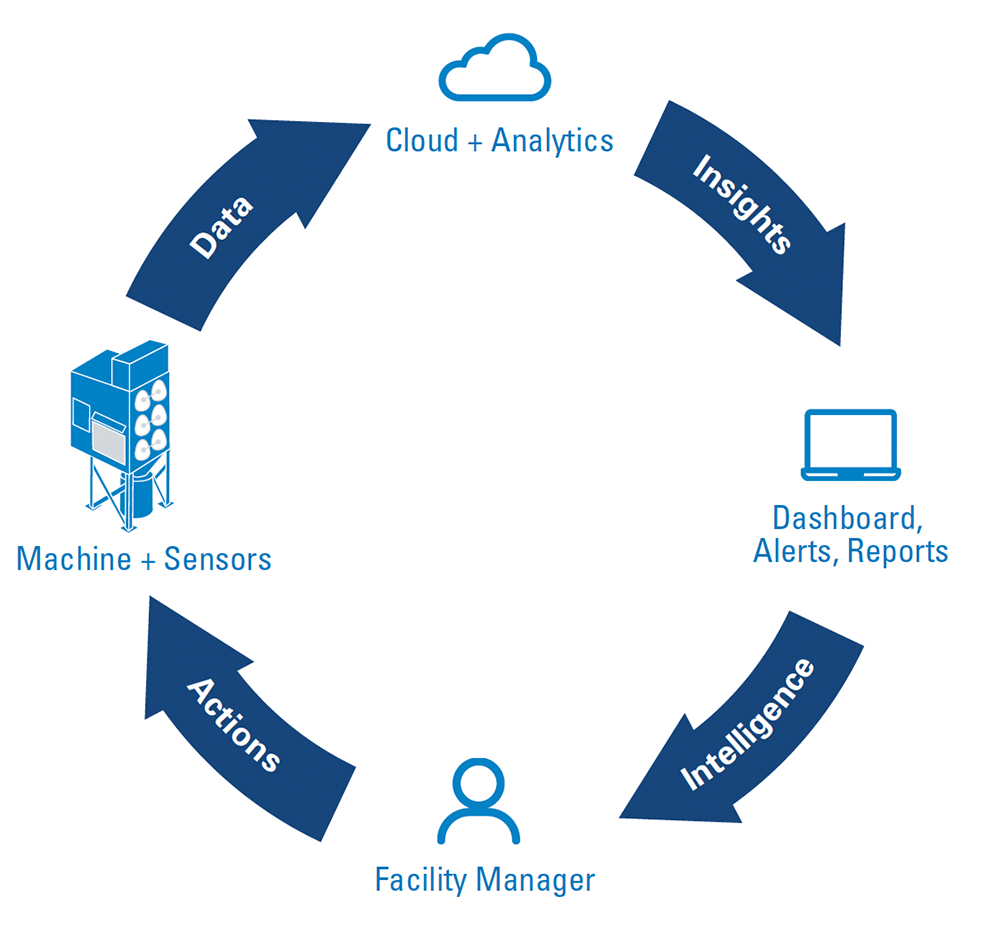
Agora, com o advento da Internet das coisas industrial (IoT), o monitoramento de um coletor de pó pode ser automatizado e fornecer informações em tempo real. O serviço de filtragem conectado iCue™ da Donaldson fornece monitoramento contínuo que é econômico, seguro e simples de instalar e usar.
Para implementar o serviço iCue™, um técnico coloca um gateway celular sem fio com sensores integrados na lateral do coletor de pó. Este dispositivo comunica os dados dos sensores diretamente a uma aplicação baseada na web, sem ter que se conectar ao sistema de automação interna da instalação. O sistema é fácil de implementar, pois não envolve integração de TI.
Como o coletor de pó funciona, o serviço iCue™ monitora automaticamente a saúde da máquina. Se detectar que os níveis de alarme definidos pelo usuário foram atingidos, um e-mail ou um alerta de texto pode solicitar atenção oportuna. Semanalmente, você também recebe relatórios sobre o estado das máquinas, fornecendo informações sobre se você está operando dentro de seus limites permitidos.
Indicadores relevantes para fins de EHS
Existem tipicamente três conjuntos de dados de coletores de pó altamente relevantes para os profissionais de EHS: pressão diferencial (DP), monitoramento da tendência de particulados e fluxo de ar relativo. O serviço de filtragem iCue™ conectado pode monitorar os três, de forma simples e precisa, com sensores dedicados. Essas três medidas são importantes por estes motivos:
1. Pressão diferencial
A pressão diferencial (DP) é a diferença entre a pressão do ar antes e depois dos filtros em um coletor de pó. Um nível constante de DP é geralmente considerado como um indicador significativo de que o coletor de pó está funcionando normalmente. Assim, a DP é o indicador mais comum usado atualmente nos coletores de pó, e uma métrica que muitos relatórios de conformidade exigem para verificar se uma instalação está em conformidade com suas licenças aéreas.
Uma vez estabelecida uma faixa aceitável de DP, os desvios podem sinalizar um problema dentro do coletor. Um aumento na DP normalmente indica que os filtros estão começando a entupir e pode ser necessário programar as substituições. Um aumento das leituras do DP para um nível pré-determinado pode provocar mudança imediata do filtro. Por outro lado, uma rápida queda na DP pode sinalizar que os filtros se rasgaram ou danificaram e não estão mais proporcionando filtragem adequada.
O monitoramento contínuo da DP pode ajudar a evitar interrupções na fábrica devido à conformidade comprometida, proporcionando esta visibilidade automaticamente. Quando a pressão diferencial é sobreposta ao fluxo de ar relativo (discutido abaixo), as equipes EHS podem observar a condição dos filtros e detectar quando o ventilador não é mais capaz de manter o fluxo projetado através dos filtros cada vez mais carregados. Em uma determinada DP, é possível prever quando os filtros alcançarão sua carga terminal e trocá-los proativamente.
Dados de conformidade em tempo real e precisos
Coletar manualmente dados de coleta de pó para fazer relatórios, pode ser um processo árduo. Em muitas instalações, os gerentes de EHS confiam no pessoal de operações para registrar os dados durante um período de dias ou semanas. Os dados devem ser coletados, e as notas escritas devem ser transferidas para um relatório de conformidade. O processo manual e o intervalo de tempo tornam as informações propensas a erro ou mesmo rapidamente desatualizadas.
O serviço de filtragem iCue™ conectado fornece informações atuais e em tempo real sem ter que ir ao local ou depender de outras partes para a coleta de dados. O monitoramento é contínuo e os relatórios chegam diretamente ao seu laptop, o que é especialmente útil se você trabalha fora do local ou supervisiona várias instalações.
2. Tendências de particulados
O segundo indicador importante que pode ser monitorado com o serviço iCue™ é a tendência de particulados. Um sensor pode ser colocado na abertura de exaustão do coletor de pó para monitorar as mudanças na concentração de particulados no ar em suspensão.
Problemas com um coletor de pó nem sempre são imediatamente evidentes. Um pequeno vazamento de pó pode, às vezes, escapar da percepção de seu pessoal de manutenção por um período. Suficientemente sensíveis para captar até mesmo pequenas mudanças, as tendências de particulados do serviço iCue™ podem fornecer informações mais confiáveis sobre se suas instalações estão se mantendo dentro dos limites regulamentares desejados.
Uma tendência crescente de particulados pode ajudar a indicar quando um filtro pode ter rasgado ou quebrado, ou sinalizar um bloqueio de ar que está interrompendo a coleta de pó. Um alarme pode então desencadear ações de manutenção que rapidamente restaurem a concentração de particulados a uma faixa aceitável.
É importante notar que a tecnologia iCue™ monitora desvios na concentração de particulados uma vez que sua instalação tenha estabelecido um valor de base. Este valor de base será expresso como um valor absoluto, e determinado através de testes de qualidade do ar, o que requer equipamento especializado e pessoal diferente da tecnologia iCue™. Porém, uma vez que você tenha investido na determinação de um valor de base desejado, o serviço iCue™ pode lhe dar visibilidade, alertando-o sobre os desvios, capacitando-o assim a agir e manter seu valor de base escolhido.
3. Fluxo de ar relativo
O terceiro parâmetro importante que o serviço iCue™ pode monitorar continuamente é o fluxo de ar. Este é o volume de ar em pés cúbicos por minuto (cfm) aspirado para dentro do coletor através de suas coifas e ventilações. Um coletor de pó opera com o mesmo princípio que um aspirador doméstico, exigindo uma força de sucção adequada para captar efetivamente a sujeira das superfícies. O serviço iCue™ pode ajudar a monitorar as tendências do fluxo de ar com um sensor colocado no lado sujo do filtro que lê a pressão estática que entra no coletor de pó.
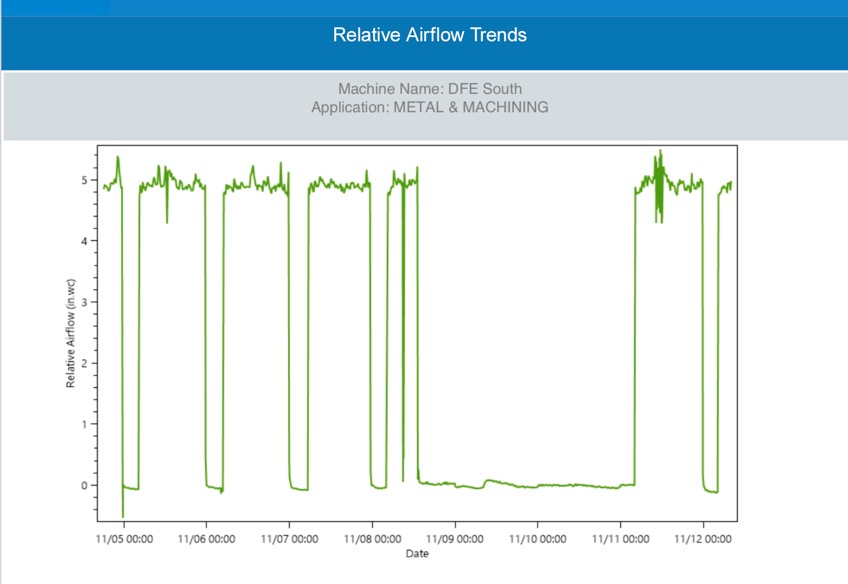 Dados de tendência de fluxo de ar relativo durante uma semana, provenientes de um coletor de pó conectado. ("0" indica desligamentos noturnos normais.) O fluxo de ar projetado será específico para cada instalação, com base nas propriedades do pó e na aplicação. Neste caso, o fluxo de ar desejado cria 5 polegadas de pressão de água, que é rastreada durante as horas de operação.
Dados de tendência de fluxo de ar relativo durante uma semana, provenientes de um coletor de pó conectado. ("0" indica desligamentos noturnos normais.) O fluxo de ar projetado será específico para cada instalação, com base nas propriedades do pó e na aplicação. Neste caso, o fluxo de ar desejado cria 5 polegadas de pressão de água, que é rastreada durante as horas de operação.
Uma semana de dados relativos à tendência do fluxo de ar de um coletor de pó conectado (“0” indica paradas normais durante a noite). O fluxo de ar projetado será exclusivo para cada instalação, com base nas propriedades do pó e na aplicação. Neste caso, o fluxo de ar desejado cria 5 polegadas de pressão de água, que é rastreada durante as horas de operação.
Em uma instalação industrial, tanto o fluxo de ar inadequado ou excessivo no coletor de pó pode ter consequências que os profissionais de EHS se preocupam. Um fluxo de ar inadequado pode não ser capaz de acompanhar a geração de pó de seu processo, causando uma possível violação dos limites de seu valor de base desejado. Se o coletor não for capaz de puxar o pó até a tremonha, o pó pode se depositar dentro da tubulação ou na instalação. Este acúmulo de pó pode atuar como combustível adicional em caso de incêndio.
O fluxo de ar excessivo também pode aumentar os riscos de incêndio. Por exemplo, faíscas de seu processo podem ser puxadas através dos dutos para o coletor de pó, onde este pode se tornar uma fonte de combustível. Outras consequências não intencionais do fluxo de ar excessivo incluem o desgaste prematuro do filtro ou mesmo a perda de ingredientes valiosos em seu processo.
Assim como na detecção de tendências de particulados, o serviço iCue™ fornece uma leitura relativa do fluxo de ar. Uma vez que sua instalação tenha determinado um fluxo de ar projetado para as necessidades de controle de pó de sua instalação, desvios superiores a 10% para cima ou para baixo do valor de base podem indicar um problema no coletor de pó que precisa ser resolvido.
Uma palavra sobre a gestão de coletores de pó
Esses três indicadores — pressão diferencial, tendências de particulados e tendências de fluxo de ar — são da maior importância para os líderes de EHS na realização de rastreamento e relatórios. Entretanto, o gerenciamento ideal do coletor de pó também pode ser uma preocupação que você compartilha com os colegas de engenharia e manutenção das instalações. Para seu benefício comum, sensores adicionais estão disponíveis para aumentar o serviço de filtragem iCue™ conectado, especificamente para monitorar tampas de tremonha, nível do recipiente, alimentação de ar comprimido e umidade. O monitoramento contínuo desses indicadores pode ajudar a sinalizar problemas antecipadamente, ajudar a gerenciar o custo total de propriedade do coletor de pó e impulsionar um retorno adicional do investimento para o serviço iCue™.
Use a IIoT como aliada
As fábricas investem no trabalho de Análise de higiene industrial e risco de pó para estabelecer valores de base de coleta de pó e atingir seus limites regulamentares apropriados.A manutenção da visibilidade contínua de desvios desses valores de base pode minimizar os riscos e/ou multas.
A tecnologia Industrial Internet das Coisas (IIoT), como o serviço iCue™, pode ser uma aliada no gerenciamento eficiente dos desvios. Ela pode permitir que você rastreie as informações principais automaticamente e as compartilhe diretamente com as pessoas que podem responder e corrigir os problemas.A maneira como você administra os diversos riscos potenciais em sua organização, o serviço de filtragem conectado iCue™ ajuda você com visibilidade e informações de forma eficaz e eficiente.
